基于激光刻蝕法的耐高溫頻率選擇表面技術研究
2022-12-05 06:39:42崔逸純王明亮劉佳琪
導彈與航天運載技術 2022年5期
崔逸純,崔 超,艾 夏,王明亮,劉佳琪
(1. 北京航天長征飛行器研究所,北京,100076;2. 哈爾濱工業大學,哈爾濱,150001; 3. 中國運載火箭技術研究院,北京,100076)
0 引 言
頻率選擇表面技術(Frequency Selective Surface,FSS)是由大量規則排布的金屬單元組成的周期性結構[1],可實現不同頻段的隱身、透波功能。飛行器中FSS的加工一般采用薄膜貼覆法和激光刻蝕法,薄膜粘貼法是將印有FSS的薄膜粘貼到天線罩表面,該方式生產過程簡便、FSS加工精度高,但由于粘貼過程采用純手工的方式,容易造成FSS、天線罩整體透波性能下降,增加了后續維護成本。激光刻蝕法直接將FSS圖案加工到天線罩表面,設計上具有耐溫性更高、不受天線罩形面限制的優勢,工藝上不受手工粘貼等不可控因素的影響,具有耐溫性高、工藝一致性好、一體化成型等特點。為實現耐溫、結構和透波性能,高速飛行器天線罩和天線蓋板常常使用復合材料作為基材,復合材料表面粗糙度高,其表面金屬化和激光刻蝕相較于一般的硬質板基材,都具有更高的FSS設計與加工工藝技術難度。當工件由兩種或兩種以上熱、光物性相差很大的材料組成時,其在物理性能特別是熱和力學性能方面會存在很大的不同。
1994年,華中科技大學等研究單位開始使用激光刻蝕技術來制造衛星天線上的三維薄膜圖形[2]。蘭州空間物理技術研究所也于1999年使用了鍍膜/激光刻蝕技術對大型天線上曲面金屬薄膜圖形的刻蝕加工進行了研究[3]。2008年,周洋等人通過步進馬達帶動,將激光束掃描于鍍有金屬薄膜的陶瓷圓柱上,成功地刻蝕出螺旋圖案,解決了四臂螺旋天線這一技術難題[4]。2011年,王瑞等人解決了復合材料表面金屬薄膜的低溫沉積技術、并使用脈沖激光高精度地刻蝕出薄膜圖形的制作工藝和技術等問題[5]。
本文針對飛行器上FSS隱身技術的應用面臨的耐高溫、形面不可展等設計難題,設計與驗證了基于激光刻蝕法的FSS的性能,可廣泛應用于以復合材料為基底的天線窗口。該方法解決了傳統FSS設計和加工方案誤差不可控、存在拼接縫降低電性能、耐溫性能有限等問題,FSS的隱身和透波性能也滿足飛行器隱身和透波設計的需求,為FSS隱身技術在各類飛行器上的應用提供了技術支撐。
1 基于耐高溫基材的寬帶FSS設計
1.1 寬帶FSS單元構型
天線罩外形相對于天線的波束掃描,通常會形成較大的電磁波入射角變化范圍,FSS必須在天線掃描角范圍內保持穩定的諧振頻率[6]。帶通濾波對應于縫隙型FSS單元,常見的有Y形縫隙、十字縫隙、方環縫隙、圓環縫隙等,其中,方環、圓環和六邊形縫隙單元具有較大通帶帶寬。
為驗證基于耐340 ℃聚酰亞胺復合材料的FSS激光刻蝕技術,本文采用了簡單的單層圓環FSS結構,一方面是因為單層FSS在飛行器中更具有實際應用的可行性,另一方面也可避免單元結構復雜,影響對加工過程中誤差因素的識別。碳纖維增強聚酰亞胺樹脂基復合材料具有比強度高、比模量高、耐高溫、力學性能高等優異性能[7]。基于聚酰亞胺基材的FSS主要應用于衛星天線、雷達、導彈等功能部件[8]。聚酰亞胺基材使用新型樹脂KH370,將一種增強界面性能的添加劑引入聚酰亞胺樹脂體系,在降低樹脂的黏度的同時賦予優異的耐熱性能和纖維與樹脂的界面性能[9]。FSS單元的結構如圖1所示,聚酰亞胺介電常數rε=3.4,損耗角正切tanδ=0.008。圖1中的灰色部分為金屬鍍膜層,該層采用磁控濺射法或其它真空鍍膜的方法將高純度金屬粒子沉積在介質表面,使天線罩或天線窗口金屬化,再通過激光刻蝕的方法將圓環部位的金屬全部氣化,露出介質基底。
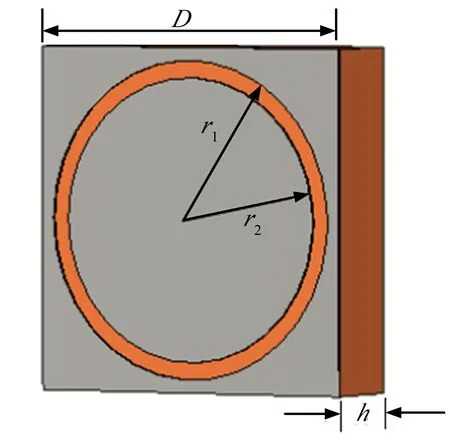
圖1 寬帶FSS單元構型 Fig.1 Wideband FSS Unit Cell Geometry
首先使用理想導體(Perfect Electric Conductor,PEC)代替金屬鍍膜,對圖1中設計的FSS進行仿真。受天線罩外形及天線輻射方向的影響,FSS通常需要在大角域內保持穩定的頻率響應。圖2為FSS在不同入射角下的理論透波率,其中0°對應電磁波沿FSS法向入射,其它角度均為入射法向與FSS法向的夾角。假設電磁波相對于FSS的入射角度為0~50°。

圖2 FSS在不同入射角下的理論透波率 Fig.2 Theroretical Transmission Coefficients of FSS under Different Incident Angles
由圖2可知,隨著入射角的增大,中心頻點逐漸往高頻移動,FSS頻率響應曲線變化趨勢逐漸變陡。以帶寬最窄的50°入射曲線為標準,該FSS結構90%透波率帶寬約為1.24 GHz,80%透波率約為2.366 GHz,70%透波率約為3.226 GHz。
圖3為本文FSS與1 mm厚聚酰亞胺介質基底理論透波率的對比,由圖3可知,增加FSS后,中心頻帶處1.5 GHz以上帶寬內,透波率都有所增加。該結果說明FSS與天線罩/天線蓋板的一體化設計可以超越介質本身的透波性能,實現更理想的帶通和帶阻效果。

圖3 FSS與介質基底理論透波率對比 Fig.3 Comparison of Theoretical Tansmission Coefficients between FSS and Substrate
1.2 金屬鍍膜對FSS性能的影響研究
實際加工過程中,FSS的金屬層需具備良好導電性和屏蔽性才能更加接近理論的仿真結果。導電性能與金屬的選材有關,金屬按導電能力排序依次為銀、銅、金、鋁、鎢等;屏蔽性能與金屬層的厚度有關,金屬鍍膜的厚度應大于電導率對應的趨膚深度;除此以外,上述性質也與金屬層的加工工藝有關,磁控濺射等鍍膜方式可以方便地將三維、曲面介質金屬化,但是由于沉積的金屬粒子不夠連續致密,因此采用該方法加工的金屬鍍層的實際電導率都小于理論電導率。
某一頻率下,金屬趨膚深度的計算公式為

式中f為當前工作頻率;σ為電導率;μ為磁導率,本文中討論的金屬材料μr=1,μ=μ0=4π×10-7H/m。
表1為電導率最佳的鋁、銅、銀、金的電導率,在本文設計的FSS中理想的趨膚深度及熔點和沸點。為了模擬磁控濺射鍍膜后電導率偏低的情況,表1還列出了電導率為0.1×107和1×107所需達到的趨膚深度。由表1計算結果可知,對于高純度的理想金屬而言,金屬鍍膜的厚度僅需1 μm以下量級即可滿足FSS設計需求,而當電導率不夠高(或電阻偏大)時,就需要用鍍膜的厚度去彌補。除電性能外,熔點、沸點、抗氧化性能也是金屬鍍膜選擇中重要的參量。熔點決定了FSS的耐溫性能,沸點決定了激光刻蝕的難易程度,抗氧化性決定了其性能能否維持。

表1 不同金屬材料的參數 Tab.1 Parameters of Different Metal Materials
圖4為不同電導率下,金屬鍍膜為1 μm時FSS最大透波率和帶寬的變化。圖4中展示了0°與50°入射兩種極限情況,其它入射角度下的變化趨勢處于這兩種狀態之間。
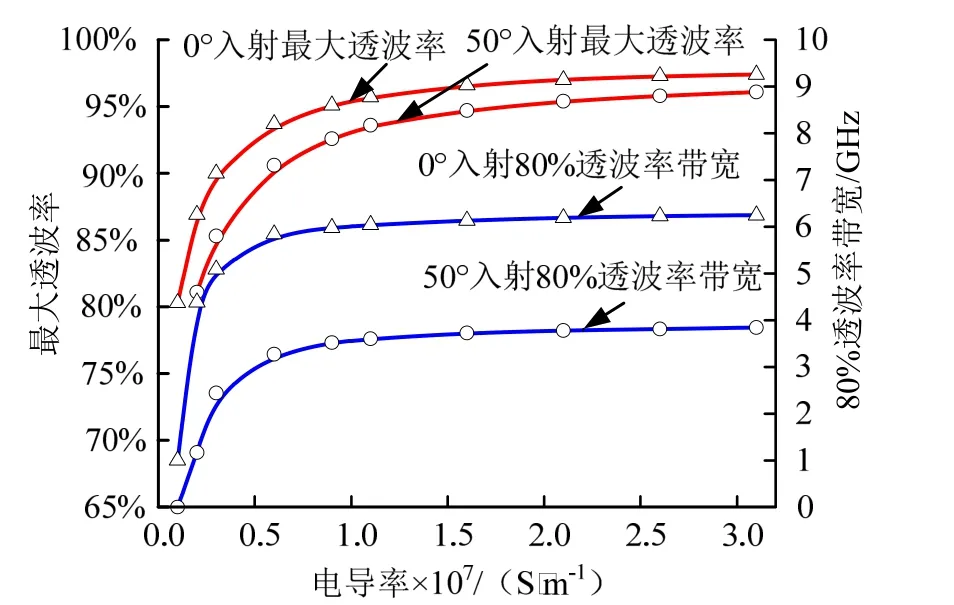
圖4 不同電導率下FSS最大透波率與帶寬的變化 Fig.4 The Change of Maximum Transmission Coefficients and Bandwidth of FSS under Different Conductivity
由圖4可知,當電導率較低時,1 μm厚的金屬鍍膜不滿足趨膚深度的要求,此時FSS的透波率和帶寬將隨著金屬電導率的增加顯著提升,電導率從0.1×107提升到1×107時,0°入射時FSS透波率將提升15%,50°入射時,透波率提升了10%,相應地,80%透波率的帶寬也在該區段呈現快速上升的趨勢。當1 μm厚度滿足金屬當前電導率下趨膚深度的要求時,FSS的性能變化則不再明顯。
2 復合材料表面處理方式研究
在復合材料上采用激光刻蝕加工FSS的最大難點在于其表面微觀狀態與仿真建模存在較大差異。以本文中使用的聚酰亞胺為例,它由石英纖維鋪層,表面存在纖維紋路和凹陷,金屬化處理后,金屬粒子容易嵌入到表面的凹陷中,造成金屬鍍層的不連續。此時,金屬鍍層一方面無法實現良好的導電性和屏蔽性,另一方面,在激光刻蝕時,凹陷處的金屬也無法完全刻透。上述兩個原因都將使未經表面的復合材料采用激光刻蝕法加工FSS后,FSS整體透波率較低(經試驗,約在25%以下)。
未做表面處理時,鍍鋁的聚酰亞胺復合材料表面粗糙度較大。為研究不同表面處理方式對基材表面粗糙度的影響,本文采用平板基材原始狀態、打磨、薄涂涂層、厚涂涂層的方法,處理了同一批次的4塊耐340 ℃聚酰亞胺平板,并分別用顯微鏡觀察和測量其表面狀態。為便于觀察,4塊平板表面均鍍上了厚度約1 μm的鋁層,顯微鏡觀察圖如圖5所示。
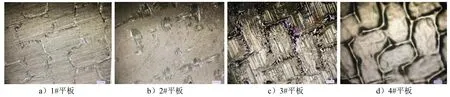
圖5 采取不同表面處理方式時表面狀態顯微圖 Fig.5 Micrograph of Surfaces under Different Surface Treatments
由圖5可知:
a)原始狀態下,聚酰亞胺平板纖維紋路凹槽寬度約為100 μm,深度約為50 μm;
b)經砂紙打磨后,表面纖維被切斷,平整度提升,但存在較深的孔洞(2#平板),激光刻蝕時,激光束可使裸露纖維碳化,導致縫隙部分不具備透波能力,因此該方案不可行;
c)涂層處理后,需在烘箱中加溫固化,由于3#平板固化不充分,所以表面存在不平整現象,但該處理方式對填平凹槽有一定的效果;
d)4#平板涂厚涂層填補了凹槽部位,使凹槽之間區域更為光滑平整,但由于涂層厚度過厚,凹槽部位凸起,需精確控制涂層用量,才能盡可能保證復合材料表面粗糙度。
結合上述分析可知,若使聚酰亞胺表面滿足FSS激光刻蝕要求,使用涂層的方式是可行的,需精確控制涂覆及固化工藝。為改進工藝實現的效果,后續涂層均采用本體樹脂稀釋后少量多次涂覆和固化的方式。
3 金屬鍍膜工藝可實現性研究
3.1 金屬鍍膜激光刻蝕難度研究
圖6為銅(Cu)、鋁(Al)、鉻(Cr)3種金屬鍍膜和環氧樹脂、聚四氟乙烯、聚酰亞胺3種常見介質基底在不同激光脈沖寬度下的熱影響深度。激光刻蝕FSS需要達到的效果是,將金屬鍍層完全刻蝕掉而不破壞基材。由圖6可知,對于厚度在4 μm以下的鋁或銅鍍層,使用0.05 μs脈沖寬度的激光即可實現將鍍層完全清除的效果,在 0~1 μs寬度內,激光脈沖對介質基底的損傷均可以忽略。

圖6 激光脈沖寬度與熱影響深度的關系 Fig.6 The Relationship between Laser Pulse Width and The Depth of Heat Affecting
3.2 FSS平板樣件的加工與討論
綜合考慮耐溫性能、抗氧化性能、加工成本、刻蝕的難易程度等因素,本文以鋁作為金屬鍍膜的材料,開展平板樣件的加工。表2中鋁的趨膚深度為0.64 μm,本文將鍍鋁層加工至1 μm,表面粗糙度采用第2節中本體樹脂處理的方式,處理至表面粗糙度<10 μm,激光脈沖寬度設置為0.02 μs。

表2 平板樣件加工參數 Tab.2 Manufacturing Parameters of Plate Prototype
加工完成的FSS平板樣件如圖7所示,在本文所提出的表面處理方法處理下,平板表面光滑平整。激光刻蝕后,圖案邊緣清晰,刻蝕誤差控制在了±20 μm以內。

圖7 FSS平板樣件照片 Fig.7 Photo of FSS Plate Prototype
FSS平板樣件測試現場采用自由空間法測量FSS透波率,收發天線分別位于FSS的兩側。測試結果如圖8所示,相較于圖2中的理論值,圖8中FSS的透波率實測值偏低約5%,且曲線的上升下降趨勢較為不明顯,由此判斷,鍍鋁層的實際電導率可能較低,該厚度的金屬鍍層仍然無法實現理論效果。
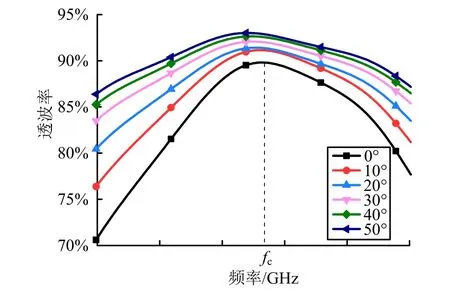
圖8 平板樣件透波率測試結果 Fig.8 The Experiment Transmission Coefficients of FSS Plate Prototype
平板樣件的方阻測試方阻與電導率之間的換算關系為

式中ρ為材料電阻率;R為材料的方阻;h1為金屬鍍膜的厚度。
測試結果表明,1 μm厚的鍍鋁層實際電導率僅為0.5×107~1×107S/m,與理論值3.5×107S/m相差較大。因此,鍍鋁層的實際厚度應增加至4.5 μm以上,才能更好地實現頻率選擇效果。
4 基于激光刻蝕的FSS樣件加工與性能分析
4.1 FSS單元在三維曲面上的排布方法
可在任意形狀的形面上加工是激光刻蝕法的突出優勢,本文采用橢圓錐的不規則構型,開展了FSS單元三維排布方法的研究。基本排布原則是:按照單元與單元間的周期均在合理約束范圍內變化的原則排布,如單元必須有截斷,截斷應剛好處于橢圓錐的大端或小端,橢圓錐側面無FSS單元拼接縫。具體方法為:
a)取長軸和短軸母線的長度的平均值l,l/D即為橢圓錐上從上到下應該排布的FSS單元圈數;
b)求解每一圈FSS對應的橢圓截面周長,將D限制在合適的動態范圍內,計算出每一周可排布的FSS數量;
c)按照曲線積分的方法,由每一圈初始單元的坐標,求出后續每個單元的坐標。
排布后的所有單元中心點的坐標如圖9所示。
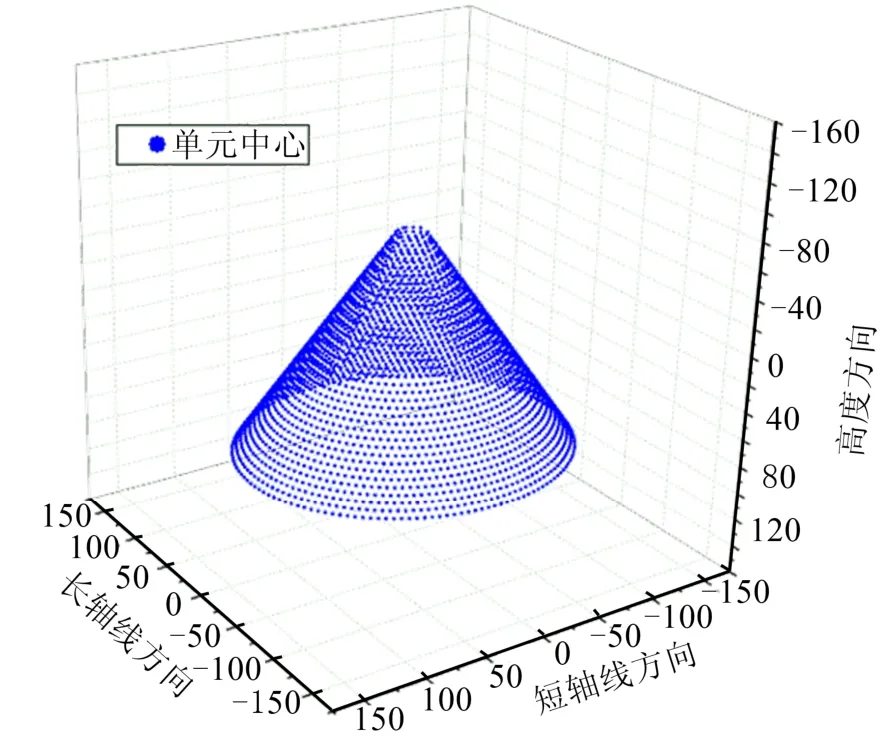
圖9 FSS單元在曲面上的三維排布 Fig.9 3D Arrangemet of FSS on a Surface
4.2 三維樣件的加工與測試
參考第3.2小節中FSS平板樣件的測試結果,三維加工時將鍍鋁層的厚度增加至3.5 μm,之所以沒有采用4.5 μm的厚度,是因為金屬鍍膜在聚酰亞胺基材上的附著力有限,鍍膜厚度增加容易使鍍層整體脫落。
相比于平板樣件的加工,三維樣件加工時還需將實物的坐標系與FSS單元仿真坐標系對應,該過程可采用在實物上設計標記點位的方式實現。
FSS三維樣件的透波率測試結果如圖10所示,圖中標識的角度以橢圓錐軸線為0°,經換算,該角度約對應于圖2中以FSS法線為參照標準的50°。

圖10 三維樣件透波率測試結果 Fig.10 The Experiment Transmission Coefficients of FSS 3D Prototype
由圖10可知,三維樣件在±20°、±30°等FSS邊界影響較小的區域,與仿真結果吻合度較高,在0°和±10°頻率選擇效果較差,透波率稍低于仿真結果。
5 結 論
本文以飛行器天線罩常用基材聚酰亞胺為介質基底,開展了激光刻蝕法的耐溫340 ℃ 單層寬通帶FSS的設計、加工、試驗與分析。提出了FSS金屬鍍層材料選擇與厚度確定標準,以及適應復合材料粗糙表面激光刻蝕的表面處理方法。研究結果表明,本文提出的基于激光刻蝕法的耐高溫頻率選擇表面技術試驗結果與仿真結果具有良好的一致性,可通過仿真與設計,實現既定的寬帶透波效果。該技術的研究為基于激光刻蝕法的FSS在更多場景中的應用提供了理論與數據支撐。
