基于應變設計的L485 海洋管材開發*
2022-11-29 09:09:34牛愛軍黃曉輝席敏敏
焊管 2022年11期
牛愛軍, 牛 輝, 趙 強, 黃曉輝,席敏敏, 劉 斌
(1. 國家石油天然氣管材工程技術研究中心, 陜西 寶雞 721008;2. 寶雞石油鋼管有限責任公司, 陜西 寶雞 721008)
0 前 言
海洋油氣占全球石油天然氣總量的70%,隨著能源需求的增長和陸上油氣資源勘探難度的加大, 油氣資源開采向海洋尤其是深海地區延伸, 深水和超深水油氣資源的勘探開發已經成為世界油氣開采的重點領域。 海底管道是海上油氣田開發生產系統的主要組成部分, 由于所處工作環境的復雜性, 海底管道在服役過程中除了考慮管道正常運行中承受的工作載荷外, 還需考慮管道鋪設過程中承受的拉伸屈曲應力和鋪設完成后的殘余應力, 以及運行過程中環境載荷對管道的影響, 如外水壓力、 風、 海浪、 暗流、 地震等對管道造成的平移和振動[1]。 海底管道從鋪設到服役均可能產生大的變形進而導致管道發生塑性變形, 嚴重的甚至產生局部屈曲、 褶皺等, 這時海底管道上的應力已經超過了其屈服強度, 管道的失效不再完全由應力控制, 而是部分或者全部由應變控制或者位移控制[2]。 為了使鋼管獲得最大的臨界應變屈曲能力, 要求鋼管具有優異的塑性變形能力和足夠小的D/t (即徑厚比), 并采用基于應變設計的管道設計方法。 基于應變設計的方法充分利用了管線鋼的塑性變形能力, 解決海底、 極地凍土、 地震帶、 沉降地帶等特定地區的基于應力設計無法解決的問題, 同時確保管線結構的穩定性和安全可靠運行。
近年來, 國內外基于應變設計的管線鋼管變形行為理論研究與高應變管線鋼產品性能研究成為管線技術領域的研究熱點, 產生了很多具有重要理論價值和應用價值的研究成果。 綜合考慮深海管道復雜的服役工況條件, 采用基于應變的設計和應變能力較強的高應變管線鋼管已成為深海油氣輸送管道的合理選擇。
1 基于應變的管道設計
1.1 設計方法
傳統的油氣輸送管道設計方法是建立在限制管壁環向應力的基礎上, 一般根據規定最小屈服強度, 并考慮設計系數來限制管壁應力, 即以管道運行中所承受的環向內應力為設計依據, 不考慮管道的縱向應力及應變[3]。 基于應力的設計準則在大多數工況中都可以滿足生產實際中的需求, 但是在管道服役期間或者在長距離油(氣) 運輸中穿越凍土、 地震或地基塌陷導致懸空等特殊狀況, 由于管道運行環境復雜多變,管道將承受較大的位移及應變, 對于位移控制或部分位移控制的載荷來說, 管道的失效不再由應力控制, 而是由應變控制, 基于應力方法不能完全滿足設計要求[4]。
基于應變設計的概念, 是近幾年歐美國家針對日益惡劣的管道施工和服役環境提出的一種新的管道設計方法, 適用于海洋管道、 極地凍土區管道、 地震引起沙土液化、 滑坡等地段的管道、 活動斷層段管道和采空區段管道等[5-6]。基于應變的設計相對于基于應力的設計是相互獨立而又相互補充的設計方法, 這兩種設計方法不能相互替代, 只能是在某種特定條件約束下進行選擇使用[7]。
基于應變的設計中允許管線管發生小的塑性變形, 如在地震區、 采空區等惡劣地質環境、 存在不連續永凍區域等可以引起地面運動而使管道產生的變形[8]。 近年來, 為了適應管道的位移控制載荷條件, 基于應變的設計方法逐漸進入管線設計領域。 我國西氣東輸二線工程穿越強震區和活動斷層的管段, 首次采用了基于應變的管道強度設計方法[9]。
1.2 相關管道標準
國內外相關標準規范已經在對陸地管線、 海底管線的設計要求中涉及到基于應變的設計的相關內容。 基于應變的管道設計理論最早用于海底管道設計的補充, 挪威船級社 (DET NORSKE VERITAS, DNV) 1982 年已經提出將基于應變的設計準則與基于應力的設計準則結合起來, 并在1996 年出版的 《海底管線的極限設計準則》 中提出多種極限載荷作用下的狀態分析, 并在DNV-OS-F101 《海底管道系統》 規范中不斷做出更新。 加拿大標準協會 (CSA, CANADIAN STANDARDS ASSOCIATION) 1996 年 在 CSA Z662 《油氣管道系統》 標準對海底管道設計和極限狀態設計中提出了基于應變設計的方式與方法, 并對標準不斷更新。 從20 世紀90 年代初期, 基于應變的設計準則研究開始較大范圍地展開, 美國、 英國等歐美國家都相繼提出了關于管道應變設計相關的標準和準則。 2018 年發布的API 5L 標準增加了關于應變設計用鋼管的附錄N “PSL 2 pipe ordered for applications requiring longitudinal plastic strain capacity”, 規范基于應變設計用鋼管的采購和制造[10-11]。 我國也提出SY/T 0450 《輸油 (氣) 鋼質管道抗震設計規范》、 SY/T 7042 《基于應變設計地區油氣管道用直縫埋弧焊鋼管》 等相關基于應變控制的管道設計準則和產品標準[12]。 表1 為基于應變設計方法的相關管道標準。

表1 基于應變設計方法的相關管道標準
1.3 管道性能特點
基于應變設計的理念要求地質條件惡劣的區域采用大應變管材。 基于應變設計的管材相關主要技術參數包括應力-應變曲線、 形變強化指數(n)、 應力比、 均勻塑性變形伸長率 (UEL)、 屈強比等, 而這些力學性能參數與大應變管材的組織結構密切相關。 大應變管線鋼在組織形態和力學行為上具有不同于常規管線鋼的特征, 要求保證高強度和高韌性的同時具有低的屈強比、 高的均勻塑性變形伸長率、 高的形變硬化指數和高的臨界屈曲應變能力 (εave), 在管線承受拉伸、 壓縮和彎曲載荷時, 可以承受較常規管線鋼管更高的變形量, 不至于因內壓和軸向壓縮產生的大應變而發生屈曲、 失穩和延性斷裂。
基于應變設計的管線鋼能承受較大的變形,在組織和性能上具有以下特點。
(1) 較高強度、 韌性及優異塑性的雙相或多相組織。 通常為多邊形鐵素體+貝氏體 (F+B)組織和貝氏體+M/A 島(B+M/A) 組織[13]。
(2) 低屈強比。 低屈強比是基于應變設計的管線鋼材料性能中不可缺少的重要指標, 一般規定屈強比不應超過0.85。
(3) 高的形變強化指數。 提高管線鋼的形變強化指數, 是提高管道變形能力最有效的途徑,為防止管道變形失效, 鋼管應具有高的形變強化指數, 特別是均勻變形階段的形變強化指數一般要求大于0.1[14]。
(4) 大的均勻延伸率和總延伸率。 一般情況下, 具有良好變形能力的管線鋼的均勻延伸率在10%以上。
(5) 連續屈服。 與普通管線鋼不同, 基于應變設計的管線鋼具有典型的拱頂形特征, 應力-應變曲線呈平滑的拱型, 表現為連續屈服現象,無屈服點延伸。
(6) 較小的徑厚比 (D/t)。 管線鋼的臨界壓屈應變量隨著鋼管的徑厚比增大而減小, 為保證鋼管抵抗壓縮應變的能力, 一般鋼管的徑厚比應不超過50。
(7) 較好的縱向拉伸性能和高的焊接匹配性。 DNVGL-ST-F101 《海底管道系統》 要求鋼管的實測屈服強度不高于標準規定值100 MPa,屈強比≤0.85, 總延伸率≥25%, 時效后的屈強比≤0.97, 應變時效后的總延伸率≥15%。
1.4 高應變海洋管線管的研發目標
我國在基于應變的設計方法及管線鋼管的開發應用方面已有較為深入的了解, 但在深水管道建設領域的應用尚屬空白。 基于應變設計的海底管道用鋼管, 除了需要考慮普通鋼管的基本強韌性要求外, 重點需要考慮高應變管線鋼管管體縱向的特殊性能。 為此, 國內相關鋼廠、 制管企業及科研院所聯合承擔了高應變海洋管線管研制國家重點研發計劃專項課題, 針對L485 鋼級、 直徑為559 mm、 壁厚為31.8 mm 的高應變海洋管線管開展了技術攻關及產品研發。 為此, 提出了高應變海洋管的研發目標, 關鍵技術指標見表2。 表2還列出了海底管道設計中主要采用的標準規范API SPEC 5L 《管線管規范》 和DNVGL-ST-F101 《海底管線系統規范》 的相關要求, 從表2 可看出, 相比DNVGL-ST-F101 和API SPEC 5L, 研發目標對鋼管縱向力學性能提出了更加嚴格的要求。

表2 L485 高應變海洋管線管研發關鍵技術指標對比
2 L485M 高應變海洋管用管線鋼開發
目前L485 及以下強度級別的管線鋼主要采用C-Mn-Nb-V 的合金設計, 鋼的顯微組織主要為典型的少珠光體或針狀鐵素體組織, 這種組織類型對應的管材性能具有良好的強度和韌性匹配, 但是塑性不足, 均勻變形延伸率不大于5%, 屈強比大都在0.85 以上, 有的甚至達到0.92。 采用傳統制造工藝生產的管線鋼, 不能滿足基于應變設計方法的選材標準。 綜合考慮L485 高應變管線鋼的強度、 塑性、 韌性、 可焊性、 應變時效等性能要求, 在成分設計方面, 按照低碳貝氏體鋼的成分設計理念, 在普通L485管線鋼的成分基礎上進行優化設計, 采用低C、Nb、 Ti 微合金化和復合添加Ni、 Mo 等合金元素的成分設計, 通過合理的TMCP 工藝, 充分發揮微合金元素細化奧氏體晶粒、 沉淀強化等作用,在煉鋼過程中嚴格控制鋼中N 含量, 同時嚴格控制S、 P、 O2、 H2等有害物的含量, 采用Al、 Si全脫氧, 通過Ca 處理控制夾雜物形狀[15]。 表3 為31.8 mm 厚度的L485 高應變海洋管用板材成分設計。 基于應變設計的海底管道對抗變形性能的要求使得在管材組織設計時宜選擇 “軟相+硬相”的雙相組織, 軟相組織用來保證材料的抗變形性能, 硬相組織可提供必要的強度[16-17]。 針對L485高應變海洋管用31.8 mm 厚壁管線鋼, 采用了多邊形鐵素體+貝氏體雙相組織設計, 其中硬相貝氏體保證強度, 軟相多邊形鐵素體保證韌性和塑性, 通過對軟相和硬相組織的比例控制及協調作用提高管材的變形能力, 實現較低的屈強比。

表3 L485 高應變海洋管用31.8 mm 厚壁管線鋼成分設計 %
按照表3 的管材成分設計及組織控制要求, 進行了L485 高應變海洋管用31.8 mm 厚壁管線鋼板材開發。 為確保材料獲得良好的均勻延伸率和較高的強度, 多邊形鐵素體的含量控制在40%~70%, 晶粒尺寸控制在4~6 μm。L485 高應變海洋管用31.8 mm 厚壁管線鋼的主要力學性能和微觀金相組織分別見表4 和圖1。從表4 可看出板材的屈強比不超過0.80, 均勻延伸率在12.0%以上, -20 ℃平均沖擊功在400 J 以上, -10 ℃落錘撕裂的斷口剪切面積在95%以上; 從圖1 可看出, 板材的組織形態表現為典型的多邊形鐵素體+貝氏體。 由此可見, 研發的厚壁31.8 mm 的L485 管線鋼板力學性能良好, 具有低屈強比、 高均勻延伸率等高應變管材所需的主要特征, 同時表現出優異的低溫韌性。

圖1 L485 高應變海洋管用31.8 mm厚壁管線鋼微觀組織

表4 L485 高應變海洋管用31.8 mm 厚壁管線鋼主要力學性能
3 L485 高應變海洋管線鋼管開發
3.1 制管工藝過程
采用JCOE 制管工藝進行了Φ559 mm×31.8 mm 規格L485 高應變海洋管線管的生產線試制。 為了滿足深海管道對鋼管幾何尺寸精度的高要求, 優化設計了成型模具, 采用了曲率相對較圓滑模具, 設計成型壓制道次為19~21 次,步長為80~100 mm, 每次壓下量為2.0~3.0 mm。通過成型壓制道次的合理設計, 并增加相鄰壓制的重合量, 減小了壓制成管坯的多邊形現象, 預焊后鋼管的不圓度實際控制在10 mm 以內。
采用內焊三絲、 外焊五絲的雙面多絲埋弧自動焊工藝對厚壁直縫鋼管進行焊接, 通過焊接工藝試驗優化選擇了Mn-Ni-Ti-B 合金系的細晶粒針狀鐵素體低氧含量的焊絲與堿度1.8~2.4的高堿性燒結焊劑相匹配。 焊接工藝評定結果表明, 焊接接頭的抗拉強度可達到640 MPa 以上, -20 ℃下焊縫的沖擊功平均值達到130 J 以上, 熱影響區的平均沖擊功達到240 J 以上, 焊縫彎曲表面未出現裂紋或發生斷裂。
在制管工藝設計中充分考慮材料加工硬化會導致強度上升、 均勻延伸率和應變硬化指數降低等力學性能的影響, 同時考慮擴徑率對鋼管橢圓度的影響, 采用0.8%~1.0%的擴徑率進行全管體擴徑, 改善鋼管內應力的分布狀態, 提高鋼管的尺寸精度, 擴徑后鋼管的不圓度控制在2 mm 以內。
3.2 鋼管力學性能
參照DNVGL-ST-F101-2017 《海底管道系統》 及相關技術規范對試制鋼管管體及焊接接頭取樣進行了縱向和橫向的板狀及棒狀拉伸試驗、V 形缺口夏比沖擊試驗 (CVN)、 落錘撕裂試驗(DWTT)、 裂紋尖端張開位移斷裂韌性試驗(CTOD), 并測定了焊接接頭的硬度值(HV10)。
3.2.1 拉伸性能
由于在直縫埋弧焊管制管過程中, 采用不同成型工藝和不同擴徑率, 加工硬化和包辛格效應也存在差異, 制管前后管材的強度會產生變化,強度變化的幅度與材料自身強化能力及制管擴徑率有關[18]。 API 5L 等相關管線規范對于拉伸試樣既可以是板狀試樣也可以是圓棒試樣, 板狀試樣應取自壓平試塊, 圓棒試樣應取自未壓平試塊,圓棒試樣在加工過程中受彎曲變形和加工硬化的影響程度相對較小, 因此拉伸性能試驗主要采用了Φ12.7 mm 的圓棒試樣。 制管后的鋼管管體的拉伸性能見表5, 從表5 可以看出, 鋼管管體的屈服強度、 抗拉強度、 伸長率、 屈強比、 均勻延伸率及應變硬化指數等試驗檢測結果均達到表2中的研發目標要求。 同時從表5 也可看出, 管體縱向屈服強度值為485~492 MPa, 相比不低于485 MPa 目標值總體偏下限, 富余量不足; 應變硬化指數相比目標值, 也存在偏下限的問題。 焊縫的抗拉強度在672~704 MPa, 強度略高于管體母材的強度。 拉伸性能的均勻性及穩定性, 需要進一步從鋼板成分、 組織、 性能及制管工藝等方面進行優化設計。
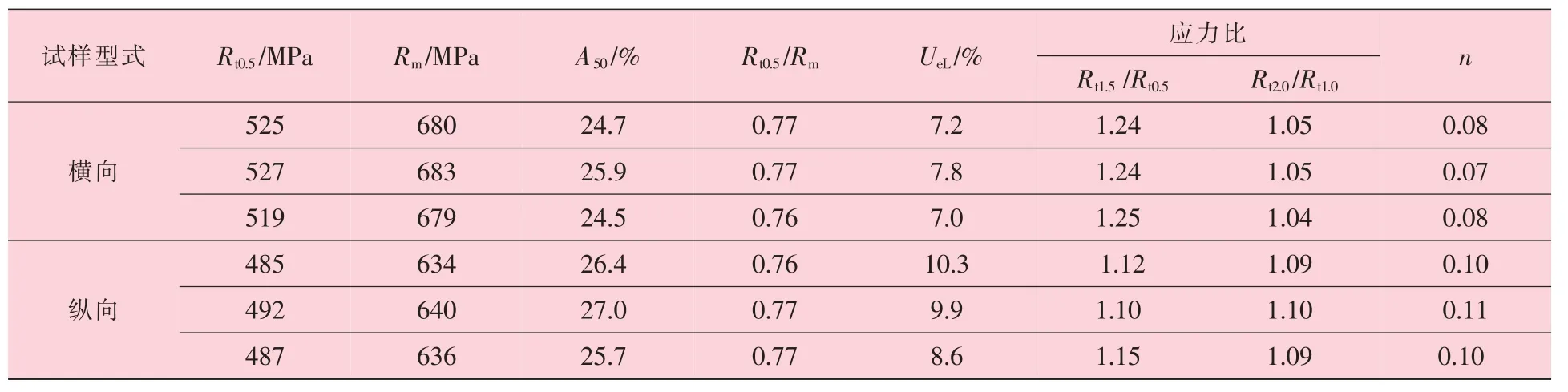
表5 L485 高應變海洋管管體拉伸性能試驗結果
3.2.2 夏比沖擊性能
為了解鋼管的沖擊韌性, 對管體及焊接接頭進行了夏比沖擊性能試驗研究。 在管體及焊接接頭位置制取沖擊試樣, 其中焊接接頭沖擊試樣的缺口位置分別位于焊縫中心、 熔合線(FL)、 熔合線+2 mm、 熔合線+5 mm 處。 每組取3 件試樣(10 mm×10 mm×55 mm), 為V 形缺口, 缺口深度為2 mm, 試驗溫度為-20 ℃, 測試夏比沖擊吸收功和斷口韌性剪切面積。 夏比沖擊試驗結果見表6, 從表6 可以看出, 在-20 ℃下管體夏比沖擊功在275 J 以上; 焊縫中心及熔合線處的沖擊功相對較低, 但單值最低值在120 J 以上, 遠高于單值不低于60 J 的研制目標要求, 而且沖擊功波動較小, 性能相對穩定; 焊接接頭不同位置區域沖擊韌性差異較大, 主要是因為在焊接過程中,臨近焊縫的熱影響區(HAZ) 各部分因距離焊縫遠近不同, 所經受的熱循環差異較大, 客觀上決定了焊接接頭不同區域的組織和晶粒尺寸的不同,從而造成不同區域沖擊韌性的差異。

表6 V 形缺口夏比沖擊(CVN) 試驗結果
3.2.3 落錘撕裂性能
為了研究鋼管的防脆性開裂能力, 對管體橫向及縱向進行了落錘撕裂性能試驗, 試樣采用全壁厚尺寸, 試驗溫度0 ℃, 測試剪切區的剪切面積, 落錘撕裂試驗結果見表7。 從表7 的試驗結果可看出, 管體橫向及縱向的剪切面積單值均在98%以上, 都達到項目研發目標值要求。 同時還進行了系列溫度的落錘撕裂試驗, 結果表明在85%剪切面積下管體的韌脆轉變溫度為-20 ℃。
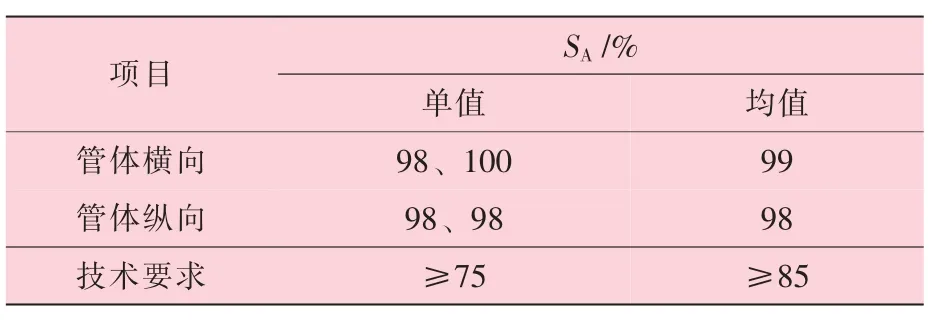
表7 管體落錘撕裂試驗(DWTT) 試驗結果(0 ℃)
3.2.4 裂紋尖端張開位移
為了研究鋼管管材抵抗開裂的能力, 對管體母材及焊接接頭進行了裂紋尖端張開位移(CTOD) 試驗。 分別在管體母材、 焊縫、 熱影響區三個位置取CTOD 試樣, 試樣厚度為16 mm,寬度為32 mm, 缺口方向為壁厚方向, 采用線切割進行預制缺口加工, 試驗在0 ℃下進行。 CTOD 試驗結果見表8, 從表8 可看出, 管體母材的CTOD 特征值單值在0.557 mm 以上, 熱影響區特征值單值在0.88 mm 以上, 具有優良的斷裂韌性。 與母材和熱影響區相比, 焊縫特征值偏低,單值最低為0.231 mm, 但也滿足研發目標要求(δm≥0.15 mm), 具有良好的抗開裂能力。
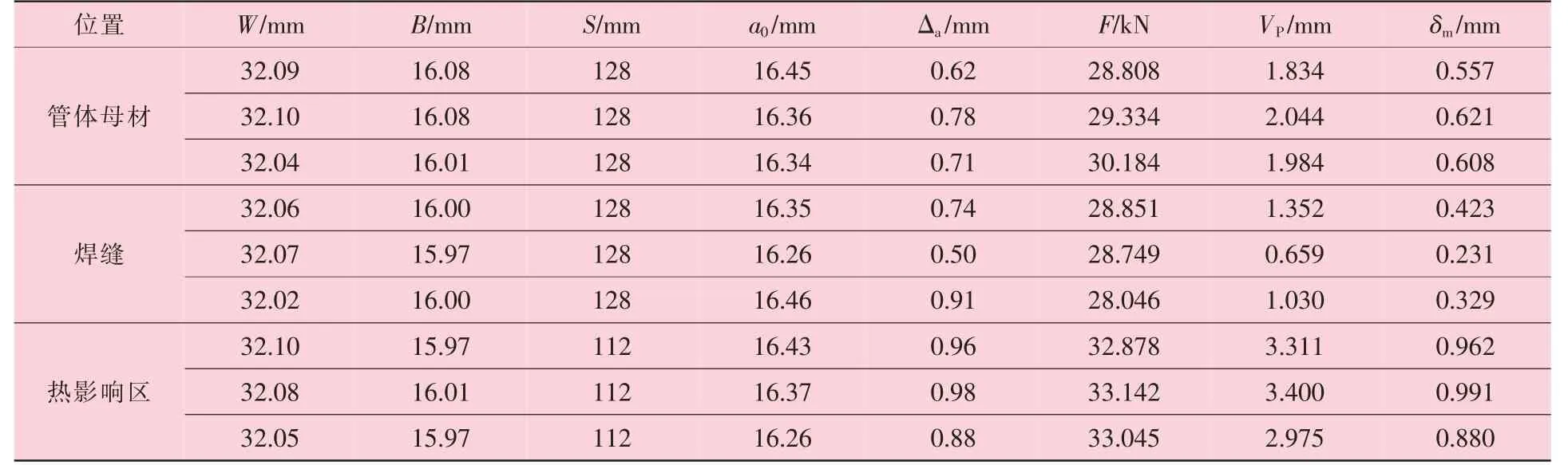
表8 裂紋尖端張開位移(CTOD) 試驗結果
3.2.5 金相組織及硬度
鋼管焊接接頭的宏觀形貌及顯微組織如圖2所示。 由圖2 可看出, 焊縫形貌良好, 熔合量、焊偏量等均達到對焊接接頭的外觀形貌的控制要求, 焊縫為典型的針狀鐵素體組織, 熱影響區為粒狀貝氏體組織。

圖2 焊接接頭宏觀形貌及顯微組織形貌
焊接接頭的硬度檢測位置如圖3 所示, 測試結果見表9。 從表9 可以看出, 焊接接頭的母材區域硬度值最大為238HV10, HAZ 區域硬度值最大為236HV10, 焊縫區域硬度值最大為250HV10,均滿足控制目標要求(硬度不超過275HV10)。 鋼管管壁外側、 中心、 內側的硬度分布趨勢一致,可明顯看出熱影響區發生了一定程度軟化, 軟化的主要原因與厚壁鋼管縱向焊縫的多絲埋弧焊采用了較大的焊熱輸入有關。
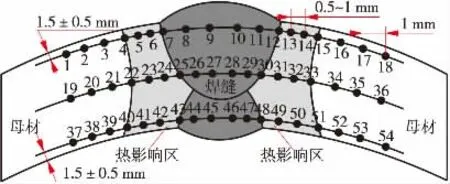
圖3 焊接接頭硬度檢測位置示意圖

表9 焊接接頭硬度試驗結果
4 結 論
(1) 海底管道的服役工況復雜, 從鋪設到服役均可能產生大的變形進而導致管道發生塑性變形, 隨著能源開發逐漸從陸地走向海洋甚至深海, 采用基于應變的設計和應變能力較強的高應變管線鋼管已成為深海油氣輸送管道的合理選擇。
(2) 采用低C、 Nb、 Ti 微合金化成分設計和多邊形鐵素體+ 貝氏體雙相組織設計, 合理設計TMCP 工藝, 控制多邊形鐵素體的含量為40%~70%, 晶 粒 尺 寸4 ~6 μm, 開 發 出 屈 強比≤0.80、 均勻延伸率≥12.0%、 -20 ℃平均沖擊功400 J 以上的高應變海洋管用31.8 mm 厚壁L485 鋼板, 實現了管線鋼強度、 塑性和韌性的合理匹配。
(3) 試制開發出具有低屈強比、 高均勻延伸率、 小徑厚比等特性的Φ559 mm×31.8 mm 規格L485 高應變海洋管, 鋼管的強度、 韌性、 硬度等性能達到了高應變海洋管線管研發目標要求,但同時也存在屈服強度、 應變硬化指數偏下限、熱影響區軟化等方面的問題, 需要進一步從鋼板成分、 組織及性能、 鋼管成型及焊接工藝等方面進行優化, 提高鋼管性能的均勻性和穩定性。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
制造業自動化(2017年2期)2017-03-20 14:26:13
