熒光技術在表面無損檢測應用研究
2022-11-10 09:58:00梁云岳黃宗曉周麗琴陳德盛
裝備制造技術 2022年8期
梁云岳,黃宗曉,周麗琴,陳德盛
(廣西電力職業技術學院,廣西 南寧 530007)
0 引言
常用的無損檢測的方法有射線照相檢測、超聲檢測、渦流檢測、磁粉檢測、滲透檢測、目視檢測、泄漏檢測、聲發射檢測、射線透視檢測等。無損檢測是指在不損害或不影響被檢測對象使用性能,不傷害被檢測對象內部組織的前提下,利用材料內部結構異常或缺陷存在引起的熱、聲、光、電、磁等反應的變化。隨著技術的發展,TOFD(衍射時差法超聲檢測)、相控陣超聲檢測、射線數字化成像檢測技術,得到了較大的發展與應用[1]。但傳統檢測仍然在實際應用中占據重要位置,磁粉和滲透檢測在表面無損檢測中仍然不可替代。
在實際工程檢測鐵磁性材料過程中,還是使用紅磁膏、黑磁膏的磁粉檢測,紅色滲透劑、白色顯像劑的著色滲透檢測。為了提高無損檢測的檢出率、靈敏度、分辨力,熒光磁粉檢測、熒光滲透檢測方法已列入檢測標準,是表面無損檢測中一種精確的有效方法。
通過采用熒光磁粉檢測與紅磁膏磁粉檢測,熒光滲透檢測與著色滲透檢測進行對比,包括:平板對接焊縫實驗、適用范圍、環境、操作方法、檢測對象、檢測靈敏度、檢測分辨率、檢測率,以及檢測勞動強度、成本等進行比對分析,為檢測技術人員在選擇檢測時提供參考依據。同時,也可作為高職院校相關專業的課程應用,服務于專業教學。
1 試驗器材和方法
1.1 試驗器材
四塊平板焊縫試件:MT1-15、MT1-34、MT1-33、MT1-40,為避免表面質量對試驗的影響[2-3],對試件焊縫兩側向外擴展25 mm表面影響檢測的鐵銹、氧化皮、焊接飛濺、鐵屑、毛刺,分別開展著色滲透、熒光滲透、紅磁膏磁粉、熒光磁粉檢測比對試驗。每塊試件焊縫上表面缺陷有兩處,為避免前一次試驗對焊縫表面缺陷的影響,在每次試驗完成時,利用清洗劑反復擦拭,直至上一次試驗的痕跡消失,將表面污漬清洗干燥水分,并用丙酮和無水乙醇1∶1混合液浸泡一天,保證表面裂紋缺陷不被堵塞。
滲透檢測:DPT-5著色滲透劑套裝、Y-VT熒光滲透劑套裝、標準鍍鉻試塊(B型試塊)。
磁粉檢測:HR-1型紅磁膏、YC-2熒光磁粉、便攜式磁粉機,CX-230靈敏度試片、噴壺。
其他設備:黑光燈、相機、放大鏡、照度計。
1.2 滲透檢測方法
采用清洗劑對試塊焊縫處表面清洗,干燥后著色或熒光滲透劑噴涂完全覆蓋焊縫及兩側各25 mm,整個滲透時間不少于10 min,保持潤濕狀態。用干燥、潔凈不脫毛的布擦拭大部分滲透劑,再蘸清洗劑進行擦拭,直至全部擦凈,不得反復擦拭過洗。
在表面噴一層薄薄的顯像劑自然風干,期間觀察顯像情況不少于7 min,放大鏡觀察,并使用相機拍照記錄缺陷。若為熒光滲透,則應在黑光燈下觀測顯像情況。在試件一旁,將B型試塊按照以上操作同時進行,驗證以上檢測方法的靈敏度和可行性。
1.3 磁粉檢測方法
首先用噴壺在焊縫表面做水斷試驗,如果能夠完全潤濕表面證明試件表面清理干凈,將CX-230靈敏度試片用透明膠布貼在試塊表面,便攜式磁粉機邊磁化邊噴磁懸液,并驗證靈敏度試片上的磁痕是否清晰可見。若清晰可見,可將便攜式磁粉機兩觸點連線與焊縫方向成一定角度,每個角度磁化時間1~3 s,邊噴施磁懸液邊觀察磁痕,從上往下沿焊縫方向逐步向前探測。待試件焊縫上表面水分自然干燥,利用相機記錄缺陷磁痕。若熒光磁粉檢測則應在黑光燈下進行以上試驗操作。
2 磁粉與滲透檢測比對試驗
對同一平板焊縫試件,進行著色滲透檢測、熒光滲透檢測、紅磁膏磁粉檢測、熒光磁粉檢測,通過檢測對比得出以下結果(表1)。

表1 焊接工藝參數(14mm鋼板需要2層焊接)

表1 平板焊縫試件檢測比對圖列表
試驗結果表明:
(1)無論是磁粉還是滲透,熒光分辨率和靈敏度明顯增強,顯示較清晰。對于焊縫區裂紋、缺陷細節磁粉均比滲透檢測更清晰明顯。
(2)對熒光滲透檢測,焊縫表面質量對滲透的影響較大,凹槽處清理不干凈,細節很容易過洗導致不顯示,但對熒光磁粉影響較小。因此,熒光滲透對檢測靈敏度提高小,熒光磁粉的靈敏度最高。
3 滲透檢測與磁粉檢測的比對
磁粉檢測適用于鐵磁性材料的表面及近表檢測缺陷的檢測,滲透檢測適用于非多孔性材料的檢測。對于鐵磁性材料,優先使用磁粉檢測。
試塊對比試驗結果表明熒光檢測明顯優于非熒光檢測,但為探究實際應用中情況復雜多樣,對于鐵磁性材料,在什么情況下可用滲透檢測代替磁粉檢測,或者著色滲透、熒光滲透、紅磁膏磁粉、熒光磁粉四種檢測方法的優勢和實際應用的選取條件。
磁粉檢測與滲透檢測應用很廣泛[4-5],熒光檢測一般理解為是提高檢測靈敏度的良好方法,但實際熒光檢測普及率較少。現將著色滲透、熒光滲透檢測、紅磁膏磁粉檢測、熒光磁粉檢測四種方法進行多方位比較(表2)。
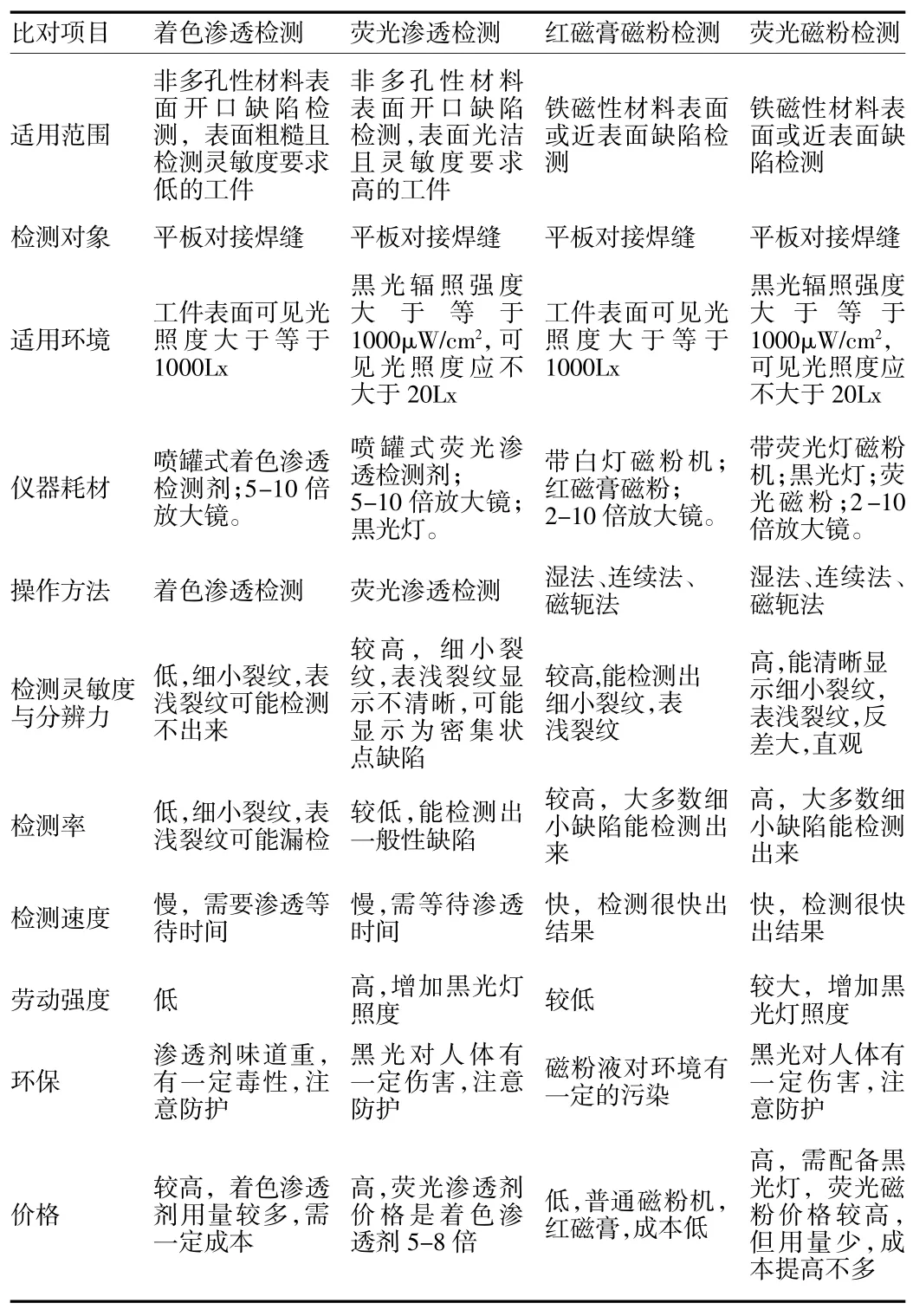
表2 滲透檢測與磁粉檢測的比對
(1)著色滲透檢測
在表面無損檢測中,常規的著色滲透檢測,能夠檢測到大多數的肉眼難以分辨的裂紋,滿足一般性表面檢測的需求,且檢測操作方便,但檢測速度慢,適用于一般性的非鐵磁性材料檢測。而在實際應用過程中,根據生產現場的情況,在不方便磁粉檢測的地方,如垂直面,頂面的檢測,在要求低時,也可采用著色滲透法對鐵磁性材料進行檢測。
(2)熒光滲透檢測
熒光滲透檢測比著色滲透檢測靈敏度要高,但需要在暗處,采用黑光燈觀察分析。在檢測現場實際工作中,采用黑光手電筒觀察,效果較好。研究認為,熒光滲透與著色滲透相比,靈敏度提高不明顯,有時在細節上表現還不如著色滲透,環境要求較高,成本較高,總體優勢不明顯。如沒有特殊要求,一般可以不采用熒光滲透。
(3)紅磁膏磁粉檢測
磁膏磁粉檢測一般有紅磁膏和黑磁膏兩種,都適用濕法磁粉探傷,紅磁膏對于黑色金屬工件表面探傷能提高缺陷顯示的對比度。本課題采用紅磁膏磁粉濕法檢測,從檢測效果對比,磁粉檢測的比滲透檢測靈敏度要提高很多,檢出率大大提高,細節顯示很明顯,這就是鐵磁性材料優先采用磁粉檢測的原因。紅磁膏磁粉檢測能滿足常規性的表面無損檢測。
(4)熒光磁粉檢測
從研究對比分析,熒光磁粉檢測與紅磁膏磁粉檢測對比,靈敏度有較大的提高,細節顯示很清晰。在黑光燈照射下對比度明顯,特別適合于拍照記錄,也大大提高了檢測人員的分析準確性。但它需要在一定黑暗環境下進行分析。經研究,采用黑光手電筒觀察,在一定范圍內,可代替黑光燈。在檢出率要求較高時,采用熒光磁粉檢測是一種較好的辦法,比磁膏檢測靈敏度、分辨力都有較大提高,勞動強度相對減少,成本提高也不多。
4 磁粉和滲透檢測光照度的分析
對于檢測過程要求的“適用環境”中,對白光照度與黑光照度的要求,有“工件表面可見光照度大于等于1000 Lx”、“黑光輻照強度大于等于1000 μW/cm2,可見光照度應不大于20 Lx”的表述。正確選擇光照度是保證表面檢測工作質量的重要環節[6],為了掌握白光照度的數值,采用白光照度計進行了不同環境和不同距離強光手電筒,實測參考值如表3所列。

表3 白光照度值測定數據表
在太陽光直射或明亮辦公室里,不用補光即可滿足光照度要求。在其他光照度不足的條件下可以通過強光手電補光達到光照度要求。
5 結語
通過對在鐵磁性材料表面無損檢測的滲透檢測與磁粉檢測進行比對,可得出以下結論:
(1)從靈敏度與分辨力的定性分析,從高到低分別為:熒光磁粉檢測、紅磁膏磁粉檢測、熒光滲透檢測、著色滲透檢測。
(2)從定量分析,磁粉檢測比滲透檢測,靈敏度提高很大,能用磁粉檢測的工件,一般不用滲透檢測。
(3)對于普通材料滲透檢測中,熒光滲透對比著色滲透,靈敏度提高不大,沒有明顯優勢,綜合評定不如著色滲透,沒有特殊要求時可以不采用。
(4)磁粉檢測中,熒光磁粉檢測對比紅磁膏檢測,靈敏度、分辨力、對比度大大提高,有條件時建議采用,可得到較好的效果。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13