熱壓成型砂輪基體結(jié)構(gòu)設(shè)計優(yōu)化
2022-11-08 08:49:46時云鵬牛俊凱閆道恒陳曉強
科技視界 2022年21期
時云鵬 牛俊凱 張 毅 閆道恒 陳曉強
(鄭州磨料磨具磨削研究所有限公司,河南 鄭州 450001)
0 引言
金屬結(jié)合劑金剛石砂輪具有高硬度、高耐磨、耐高溫、對磨料的把持力強等優(yōu)點,被廣泛用于磨削硬質(zhì)合金、光學(xué)玻璃、陶瓷、寶石等高硬度脆性材料。傳統(tǒng)的金屬結(jié)合劑金剛石砂輪普遍采用高溫燒結(jié)成型,由于金剛石的石墨化溫度較低,在900℃左右即有較大的熱損傷,導(dǎo)致磨削性能急劇下降,所以日常生產(chǎn)多采用熱壓成型燒結(jié)工藝來進行制備。熱壓成型燒結(jié)是一種十分有效的成型方法,其燒結(jié)溫度比常壓成型燒結(jié)低100~150℃。溫度的降低不僅可以防止金剛石石墨化,還可以縮短燒結(jié)時間,抑制晶粒的過分長大,獲得良好的力學(xué)性能。
常規(guī)熱壓燒結(jié)工藝多采用先燒制磨料層,后續(xù)與基體組裝配合的制備流程,但該制備工藝存在著如下缺點:(1)燒結(jié)完畢的磨料層必須在400~500℃高溫下及時卸模,若卸模不及時磨料層會因隨著冷卻收縮將會卡在模具型芯上,導(dǎo)致無法卸模,造成報廢。(2)高溫狀態(tài)下砂輪環(huán)組織內(nèi)部存在有不規(guī)則的內(nèi)應(yīng)力,卸模后內(nèi)應(yīng)力的釋放會導(dǎo)致砂輪環(huán)沿徑向產(chǎn)生一定程度的不規(guī)則變形,導(dǎo)致在后期與基體組裝配合時會存在有較大的縫隙,影響砂輪環(huán)與基體的結(jié)合強度,變形嚴重者在后期使用過程中存在有砂輪環(huán)脫落的風險。所以如何實現(xiàn)磨料層與基體的良好配合,保證結(jié)合強度,是熱壓燒結(jié)工藝的難點。帶基體熱壓工藝作為熱壓燒結(jié)的一種,其特點在于將含有磨料的砂輪工作層與基體同時放于模具中進行燒結(jié),既具備熱壓工藝的優(yōu)點,又解決了磨料層與基體的配合問題。
目前關(guān)于金屬結(jié)合劑金剛石砂輪帶基體熱壓燒結(jié)工藝方面的研究多數(shù)聚焦于配方、燒結(jié)曲線等方面的研究,缺少對磨料層與基體結(jié)合強度,磨料層厚度控制等工藝方面的相關(guān)研究。本文通過對模具設(shè)計、基體結(jié)構(gòu)設(shè)計進行研究來控制磨料層的厚度,提升批量產(chǎn)品組織性能的穩(wěn)定性;通過對基體與磨料層結(jié)合面的結(jié)構(gòu)設(shè)計、基體表面處理進行研究,提高基體與磨料層間結(jié)合強度,提升砂輪的安全性能,滿足了高速磨削的使用要求。
1 模具設(shè)計及基體結(jié)構(gòu)設(shè)計
1.1 模具設(shè)計
模具的尺寸直接決定著燒結(jié)后磨料層的尺寸,直接影響砂輪環(huán)內(nèi)部組織的致密性,對砂輪的磨削性能起著關(guān)鍵作用,所以合理的模具材料及模具結(jié)構(gòu)是金屬結(jié)合劑金剛石砂輪帶基體熱壓成型工藝研究的基礎(chǔ)。
石墨的熔點為38℃50℃±50℃,膨脹系數(shù)也很小,石墨強度隨溫度提高而加強,在高溫下仍可以保持原有的尺寸精度。除此之外,石墨高溫下析出一氧化碳,對金剛石與結(jié)合劑均有防氧化的作用,故選取其作為模具材料。然后在熱壓燒結(jié)常用的模具基礎(chǔ)上進行改進優(yōu)化得到帶基體熱壓燒結(jié)的專用組合模具。
該組合模具由模套、上下壓環(huán)、上下型芯、芯棒組組成。通過芯棒與基體的配合定位來保證基體的同心度,防止燒結(jié)后磨料層偏心;通過保證型芯與壓環(huán)厚度的一致性,來保證燒結(jié)后磨料層的厚度達到設(shè)計要求。
1.2 基體結(jié)構(gòu)設(shè)計
實際燒結(jié)過程中,模具內(nèi)中心區(qū)域溫度高達600~800℃,石墨本身不易膨脹,但鋼基體受熱膨脹后產(chǎn)生的軸向壓力會阻礙上下壓頭向磨料層方向移動,影響磨料層厚度的有效控制。如何通過基體結(jié)構(gòu)優(yōu)化來減少在燒結(jié)過程中產(chǎn)生的阻力,是控制磨料層厚度的關(guān)鍵。
本研究將基體與型芯的接觸面進行部分減薄處理(見圖1)來減少燒結(jié)過程中基體膨脹產(chǎn)生的軸向阻力,到達控制厚度的目的。具體試驗方案如下。

圖1 基體改進前結(jié)構(gòu)
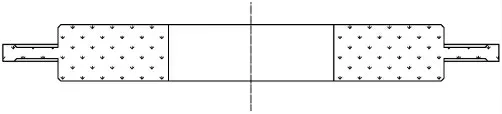
圖2 基體改進后結(jié)構(gòu)
(1)對從國內(nèi)某廠商采購的電解銅粉、錫粉金屬粉料進行過篩處理,放入三維混料機進行均勻混合,加入濕潤劑制粒,干燥后放入電子除濕柜中保存。
(2)對從國內(nèi)某廠商采購的45鋼按照改造前后進行車削,規(guī)格型號為14E1 100×8×20×4。
(3)組裝好相應(yīng)的模具,放在加熱設(shè)備上按照對應(yīng)的燒結(jié)曲線進行燒結(jié),壓強為200~500 kg/cm。
(4)燒結(jié)完畢后及時卸掉型芯,然后放在空氣中自然冷卻。待溫度降至室溫后,取出燒結(jié)半成品,打磨掉磨料層上的毛刺,使用千分尺測量磨料層上的厚度尺寸,尺寸精確到0.001 mm。
按照上述過程,分別對改進結(jié)構(gòu)前后的基體進行兩輪試燒,每輪分別燒制三次,取其厚度平均值,最后對基體結(jié)構(gòu)改進前后的厚度值進行對比。
改進前未進行減薄處理的基體平均燒結(jié)厚度高于設(shè)計值0.10 mm,不滿足設(shè)計要求;改進后進行部分減薄處理的基體則整體接近設(shè)計值,確實達到了減少燒結(jié)阻力的效果,滿足設(shè)計要求。
2 基體與磨料層結(jié)合面結(jié)構(gòu)設(shè)計及表面處理
2.1 基體與磨料層結(jié)合面結(jié)構(gòu)設(shè)計
在實際燒結(jié)過程中,基體與磨料層的結(jié)合方式以機械嚙合為主、化學(xué)結(jié)合為輔,合理的基體結(jié)構(gòu)對磨料層與基體的高強度結(jié)合起著至關(guān)重要的作用。所以如何通過基體結(jié)構(gòu)的合理設(shè)計來提高磨料層與基體的結(jié)合強度,是本研究的重點。
本研究通過對基體與磨料層結(jié)合面的槽型結(jié)構(gòu)進行改進,來達到提高基體與磨料層結(jié)合強度的目的,保證高速磨削下砂輪使用的安全性,滿足市場需求,具體方案如下:
(1)在CS6150 普通車床上分別采用相同的轉(zhuǎn)速及進刀量車削加工三種槽型的基體,每種一片,結(jié)合面厚度為4 mm,基體規(guī)格號為14E1 100 mm×8 mm×20 mm×4 mm。
(2)按1.2 試驗過程進行試燒,燒成后用線切割對燒成半成品砂輪進行六等分。
(3)每種槽型結(jié)構(gòu)取三個試塊進行徑向拉伸強度測試。
按照上述過程,分別對三種槽型結(jié)構(gòu)的基體樣塊進行徑向拉伸強度測試,取其抗拉強度平均值進行對比,數(shù)據(jù)如表1 所示。
從表1 數(shù)據(jù)中可知,U 型槽結(jié)構(gòu)下,磨料層與基體的機械嚙合程度最強,結(jié)合強度最高,滿足設(shè)計要求(常規(guī)熱壓燒結(jié)工藝中基體與磨料層基體結(jié)合強度在50 N/mm,故以此為設(shè)計值)。
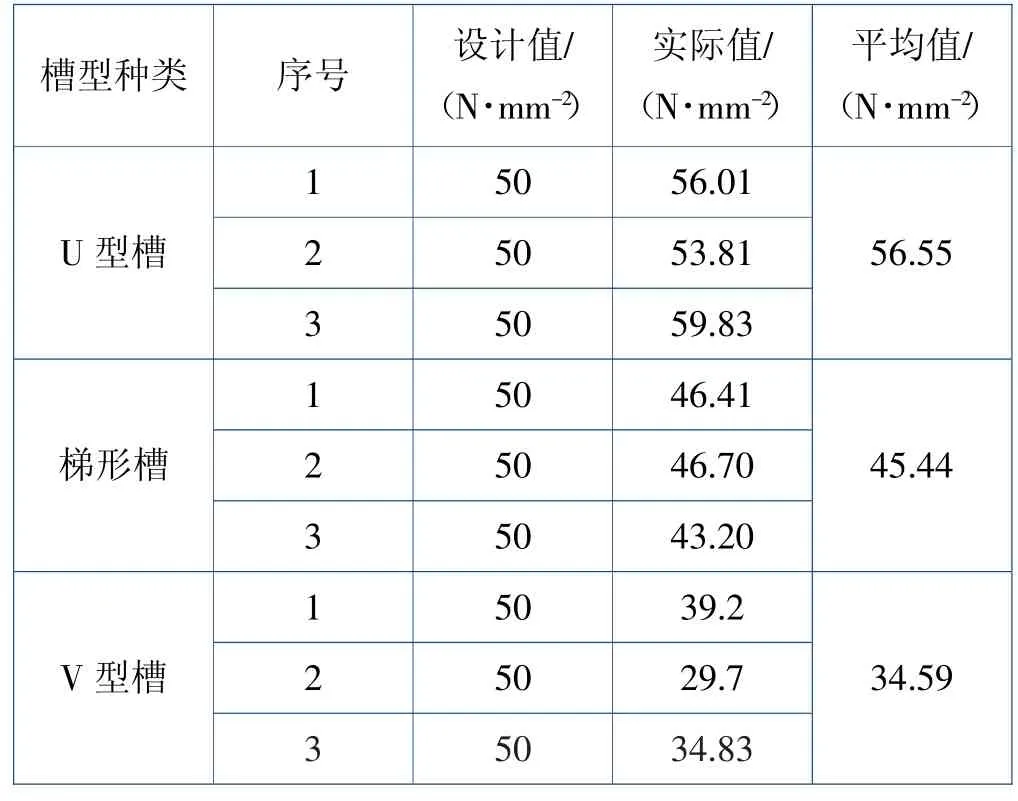
表1 不同槽型拉伸強度測試結(jié)果
2.2 基體與磨料層結(jié)合面表面處理
薄基體(厚度2 mm 及以下)與磨料層接觸面積過小,機械嚙合的把持力不足,槽型結(jié)構(gòu)的改進對其結(jié)合強度的提高作用有限。所以如何提高該類砂輪基體與磨料層的結(jié)合強度是研究的難點。
本研究通過對加工后的基體進行表面改性處理,增加基體與磨料層的冶金結(jié)合強度。實現(xiàn)薄基體、窄接觸面前提下,磨料層與基體結(jié)合強度的提高,保證砂輪安全性能,滿足高速磨削的使用要求。具體方案如下。
(1)加工兩片U 型槽基體,結(jié)合面厚度為2 mm,基體規(guī)格型號為14E1 100 mm×8 mm×20 mm×2 mm。
(2)使用噴砂機對其中一片基體結(jié)合面進行鈍化處理,另一片不做表面處理直接燒結(jié)。
(3)將鈍化后的基體放置超聲波清洗劑中除油后,放在電鍍槽中對結(jié)合面進行鍍銅處理。
(4)按照1.2 試驗過程進行燒結(jié)半成品的試做,燒成后使用線切割對兩片燒成半成品砂輪進行六等分。
(5)每種取三個試塊進行徑向拉伸強度測試。
按照上述過程,將經(jīng)表面處理的基體與未經(jīng)處理的基體數(shù)據(jù)進行對比,數(shù)據(jù)如表2 所示。
從表2 數(shù)據(jù)可知,經(jīng)表面改性處理的基體燒結(jié)后與磨料層的結(jié)合強度較未經(jīng)處理的基體高43%,效果明顯,且均值大于50 N/mm,滿足設(shè)計要求(常規(guī)熱壓燒結(jié)工藝中基體與磨料層基體結(jié)合強度在50 N/mm,故以此為設(shè)計值)。
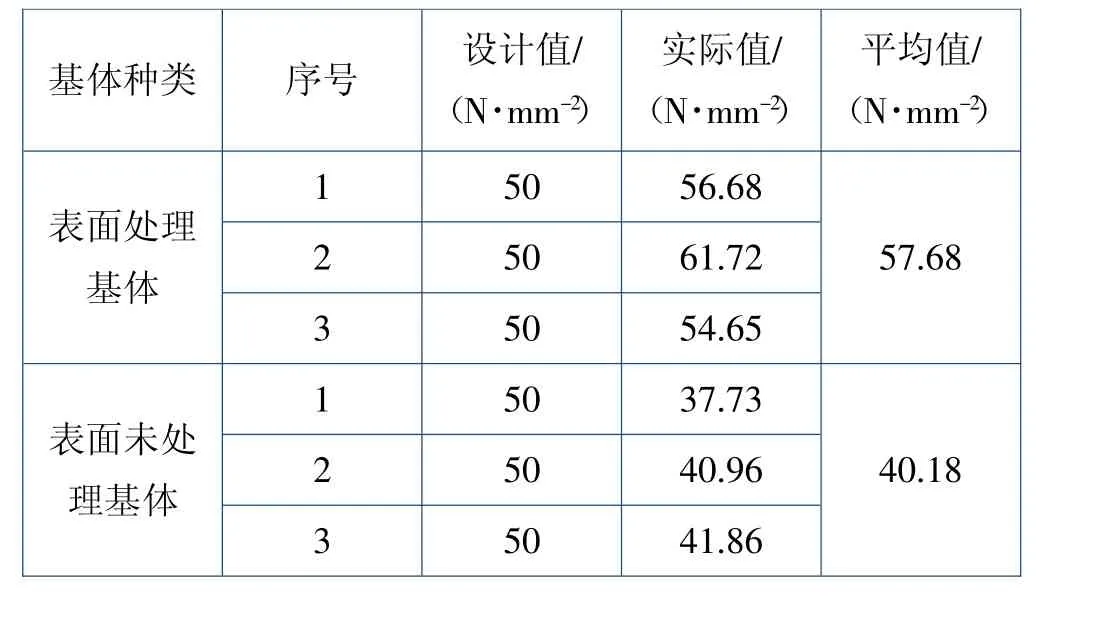
表2 基體表面處理前后結(jié)合強度數(shù)據(jù)
3 結(jié)語
(1)基體與型芯的接觸面部分的減薄處理可以減少燒結(jié)過程中基體膨脹產(chǎn)生的軸向阻力,實現(xiàn)磨料層的厚度控制,保證磨料層內(nèi)部的組織性能滿足設(shè)計要求。
(2)基體與砂輪結(jié)合面的槽型結(jié)構(gòu)對磨料層與基體的結(jié)合強度有重要作用,其中U 型槽結(jié)構(gòu)明顯優(yōu)于V 型槽、梯形槽。
(3)基體與砂輪結(jié)合面的鈍化、鍍銅處理工藝可以明顯提高薄基體(2mm 以內(nèi))的磨料層與基體的結(jié)合強度。
猜你喜歡
建材發(fā)展導(dǎo)向(2023年6期)2023-03-31 02:51:38
哲學(xué)評論(2021年2期)2021-08-22 01:53:34
建材發(fā)展導(dǎo)向(2021年13期)2021-07-28 07:15:50
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:23
中國房地產(chǎn)業(yè)(2016年24期)2016-02-16 06:10:22
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
