單晶硅的磨削輔助電火花線切割機理研究
2022-10-31 13:56:08李淑娟麻高領
中國機械工程 2022年20期
賈 禎 李淑娟 麻高領 邵 偉 喬 暢 張 晨
西安理工大學機械與精密儀器工程學院,西安,710048
0 引言
電火花線切割(wire electrical discharge machining, WEDM)作為一種非接觸式加工技術,非常適合硬脆導電材料的加工。根據LEE等[1]的研究,傳統放電加工中工件的電阻率必須小于10~100 Ω·cm。然而近年來,WEDM技術已經逐漸擺脫了對工件導電性的要求。對于半導體材料而言,可以通過摻雜[2-3]或在其表面涂覆導電材料[4]來進行放電加工,對于絕緣材料,可以使用輔助電極的方法對其進行加工[5-6],從而WEDM的應用領域更加廣泛。不僅如此,研究人員還在不斷嘗試通過各種方法提高WEDM的工藝性能,包括超聲振動輔助電火花線切割[7-8]、磁場輔助電火花線切割[9-10]以及磨削輔助電火花線切割(A-WEDM)[11]。關于超聲振動輔助電火花線切割和磁場輔助電火花線切割的研究報道較多,但對A-WEDM的研究還很缺乏,特別是其加工機理還存在爭議。
早在20世紀80年代,蘇聯研究人員首次嘗試將電火花加工和金剛石磨削相結合來加工硬脆導電材料,并將這種復合加工方法稱為“電火花金剛石磨削”[12]。在電火花金剛石磨削加工過程中,電極材料通常是固結有大量金剛石顆粒的砂輪,并且在電機的驅動下做旋轉運動,材料在放電和研磨的綜合作用下被去除。直到2008年,MENZIES等[11]首次將WEDM與金剛石線鋸相結合,并將這種方法稱為“磨削輔助電火花線切割”,他們簡述了A-WEDM切割機理,并且發現該方法可以提高材料去除率(material remove rate, MRR),有效去除放電產生的電蝕坑并減小重鑄層厚度。WU等[13]驗證了A-WEDM加工單晶硅的可能性,并將這種方法與金剛石線鋸以及WEDM的工藝性能進行了比較,實驗結果表明,與金剛石線鋸相比,復合切割方法可以減少單晶硅表面的劃痕并提高6%的切割效率,與WEDM相比,可以將工件表面粗糙度降低73%并提高160%的切割效率。WANG等[14]發現這種復合切割方法也可以用來切割絕緣材料,但電介質需要更換為氯化鈉水溶液并且需要一個輔助電極,他們稱這種方法為“電化學放電輔助金剛石線鋸切割”,因為這種放電是由電化學反應產生的氣膜被高壓擊穿后造成的。
盡管研究人員發現A-WEDM可以加工不同導電性能的材料,且其加工性能優于WEDM和線鋸切割,但研究過程中均沒有對A-WEDM的機理進行詳細的探索和研究,導致后續切割過程的精確質量控制無法實現。本文通過設計電路對A-WEDM切割單晶硅的最大放電間隙進行了測量。通過采集和分析加工中的放電波形,觀測加工后工件表面形貌,同時比較磨粒出刃高度與放電間隙的大小,研究了A-WEDM材料去除機理。此外,研究了脈沖寬度、占空比、進給速度以及線鋸速度對工藝性能的影響。
1 實驗
1.1 實驗設備與材料
實驗在改造的DK77-25往復式電火花線切割機上進行,圖1為A-WEDM機床示意圖。機床主要包括控制柜、線鋸系統、電介質循環系統、工作臺等。工作臺可沿x、y方向進給,脈沖當量為1 μm。工件旋轉并進給,vx為工件進給速度,線鋸由滾筒電機驅動實現運動,vs為線鋸運動速度。控制柜內配有高頻脈沖電源,電壓可調節為90 V、110 V,脈沖寬度4~74 μs,占空比1/15~1/3,線鋸速度范圍0~11 m/s,工件旋轉速度0~60 r/min。

圖1 A-WEDM機床示意圖Fig.1 Schematic diagram of A-WEDM machine tool
工件材料是直徑1英寸的P型單晶硅,晶向為[100],電阻率為0.01 Ω·m。金剛石線的線芯為不銹鋼材質,在其表面電鍍有大量金剛石顆粒,所使用的金剛石線鋸的線芯直徑為180 μm,線鋸平均直徑為250 μm,金剛石粒徑為40~50 μm,破斷力為95.25 N,抗拉強度為1794.9 N/mm2。實驗中,工件與金剛石線分別與脈沖電源的正、負極相連,電介質(去離子水)被噴灑在兩極之間,工件轉速恒定為5 r/min。
為了研究A-WEDM的加工機理,需要實時采集加工過程中的放電電壓和放電電流,不同的電壓、電流波形可以反映不同的加工狀態。實驗中采用Rigol Technologies公司生產的DS1104四通道示波器對放電電壓、電流進行采集,采樣頻率為500 MHz。使用萊卡DCM 3D白光干涉儀測量工件表面粗糙度Sa,測量精度為0.01 μm。使用基恩士超景深三維顯微系統(VHX-6000)對單晶硅表面形貌進行觀測。
1.2 實驗設計
在切割過程中,考慮4個影響因素(即脈沖寬度、占空比、線鋸速度和進給速度)對工藝性能的影響。通過大量實驗發現,并不是所有的加工參數組合都適合A-WEDM。因此,在設計實驗方案之前,需要找到各個影響因素的最佳選擇范圍。
首先,當脈沖寬度小于24 μs時,加工過程中發生短路現象,機床自動回退,無法正常加工。當占空比大于1/5或進給速度小于3 μm/s時,雖然加工可以順利進行,但加工后的單晶硅表面可以看到大量電蝕坑和重鑄層,這說明線鋸上的金剛石顆粒無法有效發揮作用。當線鋸速度小于4 m/s時,兩極之間無法有效產生放電作用。此外,當脈沖寬度為44 μs時,機床進給速度達不到最大值10 μm/s,當線鋸速度大于6 m/s時,線鋸絲振動加劇,不利于加工的進行。因此脈沖寬度和線鋸速度只有3個水平值。出現上述現象的原因將在第2.2節詳細討論。通過這些初步實驗最終確定了各影響因素的選擇范圍,如表1所示。
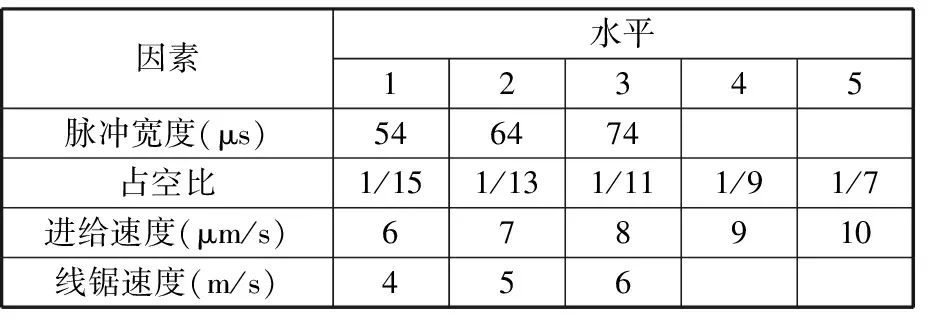
表1 因素及水平
2 A-WEDM的微觀切割機理
為便于研究,假設金剛石線鋸上的金剛石顆粒大小、形狀相同。在每個脈沖寬度內,A-WEDM的微觀放電過程與WEDM相似,當脈沖電壓施加在線鋸絲與單晶硅之間時,極間電場由于電極表面的微觀不平整而變得極不均勻,介電液中的雜質和弱電解質的極性分子在極間電場作用下向電場較強的方向聚集、結合,從而導致電場發生畸變。隨著兩極間距進一步縮小或外加電場進一步升高,極間某處的電場強度會超過介電液的介電強度,從而使介電液發生雪崩式電離,最終形成等離子體放電通道[15-16]。
2.1 最大放電間隙的測量
最大放電間隙是指能夠產生放電現象時線鋸線芯到工件表面的最遠距離。在A-WEDM加工中,若最大放電間隙大于金剛石顆粒的出刃高度,則在加工初始階段,先產生放電腐蝕作用,反之,則先產生金剛石磨削作用。

圖2 A-WEDM最大放電間隙測量電路Fig.2 The maximum discharge gap measurementcircuit of A-WEDM
采用圖2所示的電路對最大放電間隙進行測量,其中V1和R1分別為機床電源和電源內阻,V2和R2分別為外接直流電源(5V)和限流電阻,D是發光二極管,S1和S2是開關。首先將S1斷開,S2閉合,將線鋸絲與單晶硅直接接觸,發現二極管被點亮,這說明線鋸絲能夠傳輸電流。由于線鋸絲上的金剛石顆粒是通過電鍍的方法固結于線芯表面的,而在電鍍過程中首先會在線芯表面進行預鍍鎳,從而增大金剛石顆粒與線芯之間的結合力,因此在工件與線鋸絲之間傳導電流的正是這些鎳層。
當二極管被點亮后,反向移動工作臺,使單晶硅朝著遠離線鋸絲的方向運動,直到二極管忽明忽暗,說明線鋸絲與單晶硅剛剛接觸上。此時斷開S2,閉合S1,調節控制柜參數使工作臺繼續反向進給(進給速度為1 μm/s),直到示波器顯示放電停止,記錄反向進給距離,重復3次取平均值,最終得到最大放電間隙為57 μm(大于金剛石顆粒的出刃高度),這說明A-WEDM加工中,隨著工作臺的進給,首先產生的是放電腐蝕作用。
2.2 A-WEDM的不同加工狀態及單個脈沖周期內材料去除過程分析
圖3為A-WEDM加工初始階段示意圖及相對應的放電電壓、放電電流波形,圖中,d0和d1分別代表線芯直徑和線鋸絲直徑,d代表工件表面到線芯的距離,即兩極間的距離,d′代表最大放電間隙。
在加工剛開始時(圖3a),工件表面到線芯的距離d還沒有達到最大放電間隙d′,絕緣電介質沒有被擊穿,稱為開路狀態,此時只能觀察到開路電壓為110 V左右,而電流仍然為0(圖3b)。
隨著工作臺的進給,工件與線芯之間的距離達到最大放電間隙(圖3c),絕緣介質被擊穿形成等離子體放電通道,此時放電腐蝕作用已經開始。圖3d是該過渡階段的放電電壓和放電電流波形。從圖中可以看出,此時的波形為典型的火花放電波形。當一個脈沖開始時,電壓迅速上升,但還沒有電流產生。經過大約幾微秒的擊穿延遲后,電介質被擊穿,放電電壓開始下降,并產生放電電流。當等離子體通道趨于穩定時,放電電壓和放電電流維持在某個特定值(具體值取決于所選擇的加工參數)附近波動。當一個脈沖結束時,放電電壓和放電電流迅速下降到0。
開路狀態和過渡狀態是任何情況下A-WEDM必然經歷的加工狀態,但是在經過了短暫的過渡狀態之后,可能出現不同的加工工況,這取決于所選擇的加工參數組合。不同的加工參數組合決定著加工過程中線芯與工件表面之間的距離,最終決定不同的工藝結果。
電源產生的周期性脈沖信號可以分為無數個脈沖寬度和脈沖間隔的總和,如圖4所示。當一個脈沖開始時,放電腐蝕與金剛石顆粒共同去除工件材料,圖4中A處的虛線部分是脈沖寬度內去除的工件材料。當一個脈沖寬度結束時,在電介質的沖洗作用下,放電腐蝕以及金剛石磨削的電蝕產物和加工屑被帶離放電間隙,與此同時,工作臺的進給運動和線鋸絲的縱向運動使金剛石顆粒繼續產生磨削作用,此時的金剛石顆粒不但能夠去除放電腐蝕產生的電蝕坑與重鑄層,還可以繼續磨削未放電部分的工件表面,如圖4中C處所示。同理,由于電介質的沖洗作用,被金剛石顆粒磨削掉的碎屑顆粒被順利帶離放電間隙。

(a)開路狀態 (b)開路狀態放電電壓、電流波形

(c)過渡狀態 (d)過渡狀態放電電壓、電流波形圖3 A-WEDM加工初始階段不同加工狀態及相應的電壓、電流波形(脈沖寬度為54 μs、占空比為1/10)Fig.3 Different processing states and corresponding voltage and current waveforms in the initial stage of A-WEDMprocessing(pulse width 54 μs, duty cycle 1/10)

圖4 連續脈沖信號和單個脈沖周期內單顆金剛石顆粒去除材料示意圖Fig.4 Schematic diagram of continuous pulse signal andthe material removal by a single diamond particle in asingle pulse period
從圖4中還可以看出,脈沖寬度內的材料去除速度與脈沖間隔內材料去除速度之間的差值決定了線芯與工件之間的距離,最終導致了不同的加工狀態和工藝結果。當占空比大于1/5或進給速度小于3 μm/s時,都會導致脈寬內的材料去除速度近似等于脈間內的材料去除速度,最終使兩極之間的距離保持在最大放電間隙附近,此狀態下的放電波形與圖3d一致,放電電壓較高,每個脈沖寬度內都有擊穿延時現象,并且這種加工狀態可以一直持續到加工結束。加工后的工件表面仍然有許多電蝕坑與重鑄層(圖5),這說明金剛石顆粒沒有在脈沖間隔內有效去除電蝕坑與重鑄層。

圖5 單晶硅表面的電蝕坑與重鑄層(脈沖寬度54 μs,占空比1/11,線鋸速度5 m/s,進給速度2 μm/s)Fig.5 Discharge craters and recast layer on the surfaceof single-crystal silicon(pulse width 54 μs, duty cycle1/11, wire speed 5 m/s, feed rate 2 μm/s)
第二種情況是脈寬內的材料去除速度略小于脈間內金剛石的磨削速度,工件與線芯之間的距離略小于最大放電間隙,該狀態下的放電電壓和放電電流波形如圖6所示。從圖中可以看出,當一個脈沖開始時,由于兩極之間的間隙小于最大放電間隙,放電電壓迅速上升,電介質瞬間被擊穿產生等離子放電通道,放電電流也迅速上升,基本沒有擊穿延遲現象。隨著等離子體通道的穩定,放電電壓和放電電流也趨于穩定,直到脈沖結束。

圖6 穩定階段放電電壓、電流波形Fig.6 Discharge voltage and current waveforms atstable conditions
這種加工狀態下加工后的工件表面幾乎已經沒有了重鑄層并且電蝕坑尺寸和數量也有所減少,表面粗糙度大幅度下降,但是會在工件表面產生一些劃痕(圖7)。

圖7 單晶硅表面的劃痕以及未去除完全的電蝕坑(脈沖寬度74 μs,占空比1/7,線鋸速度5 m/s,進給速度6 μm/s)Fig.7 Scratches and craters on the surface ofsingle-crystal silicon(pulse width 74 μs, duty cycle1/7, wire speed 5 m/s, feed rate 6 μm/s)
第三種情況是脈沖寬度小于24 μs時,此時脈沖寬度內的材料去除速度遠小于脈沖間隔內的材料去除速度,兩極間的距離會不斷縮小甚至直接接觸并發生短路現象,短路時的放電電壓和放電電流如圖8所示,可以看出,此時的放電電壓和放電電流波形非常雜亂。

圖8 短路時放電電壓、電流波形Fig.8 Discharge voltage and current waveforms atshort-circuit conditions
最后一種情況是當線鋸速度小于4 m/s時,此時脈沖寬度內的材料去除速度略大于脈沖間隔內的材料去除速度,放電腐蝕速度較快,兩極間的距離會略大于最大放電間隙,盡管電源給兩極之間供電,但放電斷斷續續,無法穩定加工。
2.3 材料去除過程的建模
為了研究在A-WEDM切割單晶硅時放電腐蝕與金剛石磨削哪種材料去除方法起主導作用,對單個脈沖周期內的材料去除過程進行建模。
由于A-WEDM加工中的材料去除過程非常復雜,為了簡化模型作出以下假設:
(1)每個脈沖信號只產生一個等離子體放電通道;
(2)等離子體放電通道的半徑與放電凹坑的半徑相等,且每個放電凹坑大小相等;
(3)將放電凹坑視為半球形;
(4)單顆金剛石的切槽寬度與平均粒徑相同;
(5)不考慮金剛石顆粒的磨損。
圖9為單顆金剛石在單個脈沖周期內運動示意圖,圖中,Ls為單顆金剛石在單個脈沖周期內沿線鋸運動方向的位移(μm),Lx為單顆金剛石在單個脈沖周期內沿進給方向運動的位移(μm),則有
Ls=vsT
(1)
Lx=vxT
(2)
式中,T為脈沖周期,μs。

圖9 單顆金剛石在單個脈沖周期內運動示意圖Fig.9 Schematic diagram of the movement of a singlediamond in a single pulse period
則單顆金剛石在單個脈沖周期內去除的材料體積(μm3)為
(3)
式中,w為單顆金剛石的切槽寬度,μm。
由于進給速度遠小于線鋸的縱向運動速度,且單個脈沖周期非常短,因此單個脈沖內主要參與磨削的磨粒數N為
(4)
其中,C為線芯的底面周長,μm;m為單顆金剛石粒徑,μm。則在一個脈沖周期內通過金剛石磨削的總體積(μm3)為
V′=NV1
(5)
根據假設條件2可以得到單個放電凹坑的半徑R(μm)[17]為
(6)
其中,Ton為脈沖寬度(μs)。從而單個放電凹坑體積V2(μm3)為
(7)
最終可以得到放電腐蝕在整個加工過程中所占比例:
(8)
結合本文所選擇的加工參數,考慮兩種極端情況,第一種情況是將放電腐蝕作用最小化、金剛石磨削作用最大化。此時的脈沖寬度為54 μs,占空比為1/15,進給速度為10 μm/s,線鋸速度為6 m/s,通過計算可得放電腐蝕作用所占比例為60.39%。第二種情況是將放電腐蝕作用最大化、金剛石磨削作用最小化。此時的脈沖寬度為74 μs,占空比為1/7,進給速度為6 μm/s,線鋸速度為4 m/s,此時的放電腐蝕作用所占比例為93.54%。綜上所述,在整個加工過程中,放電腐蝕作用所占比例在60.39%~93.54%之間。
3 加工參數對工藝性能的影響
本次實驗主要研究脈沖寬度、占空比、進給速度和線鋸速度對材料去除率RMRR和表面粗糙度(arithmetic mean height of surface,Sa)的影響。其中,脈沖寬度和占空比是電參數,進給速度和線鋸速度為非電參數,下面分別進行討論分析。為了盡可能減小金剛石顆粒的磨損對實驗結果的影響,每組實驗完成后更換線鋸絲。本文中RMRR的計算公式如下[13]:
(9)
式中,r為單晶硅的半徑,mm;t為切片時間,min。
為了使Sa的測量更加準確,在每片單晶硅表面隨機選取5個點進行測量并求取平均值。Sa的計算公式如下[18]:
(10)
其中,lx和ly分別為取樣區域沿x軸和y軸的長度,如圖10所示,E(x,y)為取樣區域輪廓上的點到基準平面的距離。

圖10 單晶硅表面形貌(脈沖寬度54 μs,占空比1/11,進給速度8 μm/s,線鋸速度6 m/s)Fig.10 Surface morphology of single-crystal silicon(pulse width 54 μs, duty cycle 1/11, feed rate 8 μm/swire speed 6 m/s)
3.1 電參數對RMRR和Sa的影響
圖11所示為脈沖寬度與占空比對RMRR的影響情況,可以看出,當脈沖寬度相同時,隨著占空比的增大,單位時間內的放電時間增多,RMRR隨之增大。

圖11 脈沖寬度與占空比對RMRR的影響(進給速度8 μm/s,線鋸速度6 m/s)Fig.11 The influence of pulse width and duty cycleon MRR(feed rate 8 μm/s, wire speed 6 m/s)
當占空比小于1/9且相等時,隨著脈沖寬度的增大,RMRR增大,這是因為隨著脈沖寬度的增大,單個脈沖的放電能量增大。單個脈沖放電能量的計算公式[19]為

(11)
式中,Q為單個脈沖放電能量;U、i分別為放電電壓、電流。
但是當占空比大于1/9時,隨著脈沖寬度的增大,RMRR先增大后減小,這是因為在單個脈沖寬度內,隨著等離子體放電通道的不斷擴張,放電微區的熱流密度下降,單個電蝕坑的尺寸先增大后略微減小,此外,脈沖寬度的增大還導致單位時間內的放電次數減少,因此RMRR先增大后減小。
圖12所示為脈沖寬度與占空比對Sa的影響情況,可以看出,當脈沖寬度相同時,隨著占空比的增大,單晶硅表面粗糙度整體下降。此外,當占空比一定時,隨著脈沖寬度的增大,單晶硅表面粗糙度有所下降。

圖12 脈沖寬度與占空比對Sa的影響(進給速度8 μm/s,線鋸速度6 m/s)Fig.12 The influence of pulse width and duty cycle on Sa(feed rate 8 μm/s, wire speed 6 m/s)
圖13和圖14所示為不同占空比下的單晶硅表面形貌。通過對比圖13和14可以發現,圖13中的單晶硅表面劃痕較多,而圖14中的單晶硅表面劃痕較少,這是因為當其他參數相同時,隨著占空比的增大,脈沖間隔相對減小,從而使得脈沖間隔內金剛石顆粒的磨削時間縮短,工件表面質量較好。

圖13 單晶硅表面形貌(脈沖寬度64 μs,占空比1/15,進給速度8 μm/s,線鋸速度6 m/s)Fig.13 Surface morphology of single-crystal silicon(pulse width 64 μs, duty cycle 1/15, feed rate 8 μm/s,wire speed 6 m/s)

圖14 單晶硅表面形貌(脈沖寬度64 μs,占空比1/7,進給速度8 μm/s,線鋸速度6 m/s)Fig.14 Surface morphology of single-crystal silicon(pulse width 64 μs, duty cycle 1/7, feed rate 8 μm/s,wire speed 6 m/s)
圖15和圖16所示為不同脈沖寬度下的單晶硅表面形貌,可以看出,當其他參數相同時,脈沖寬度由54 μs增加到74 μs,盡管單個脈沖放電能量有所增加,但是單位時間內的放電次數減少,單晶硅表面的電蝕坑減少,表面質量有所提高。

圖15 單晶硅表面形貌(脈沖寬度54 μs,占空比1/11,進給速度8 μm/s,線鋸速度6 m/s,)Fig.15 Surface morphology of single-crystal silicon(pulse width 54 μs, duty cycle 1/11, feed rate 8 μm/s,wire speed 6 m/s)

圖16 單晶硅表面形貌(脈沖寬度74 μs,占空比1/11,進給速度8 μm/s,線鋸速度6 m/s)Fig.16 Surface morphology of single-crystal silicon(pulse width 74 μs, duty cycle 1/11, feed rate 8 μm/s,wire speed 6 m/s)
3.2 非電參數對RMRR和Sa的影響

圖17 進給速度與線鋸速度對材料去除率的影響(脈沖寬度為64 μs,占空比為1/11)Fig.17 The influence of feed speed and wire speedon MRR(pulse width 64 μs, duty cycle 1/11)
圖17所示為進給速度與線鋸速度對單晶硅材料去除率RMRR的影響,可以看出,當線鋸速度相同時,隨著進給速度的增大,材料去除率RMRR不斷增大,這是因為較大的進給速度使得金剛石顆粒的磨削作用增強,單位時間內去除更多的材料,從而材料去除率RMRR增大。當進給速度一定時,材料去除率隨著線鋸速度的增大而增大,這是因為隨著線鋸速度的增大,單位時間內參與切削的磨粒數增加,材料去除率隨之增大。
圖18所示為進給速度與線鋸速度對Sa的影響,可以看出,當線鋸速度為4 m/s時,線鋸速度較低,單位時間內參與切削的磨粒數較少,金剛石顆粒無法將大部分電蝕坑與重鑄層磨削掉,盡管進給速度從6 μm/s增加到10 μm/s,但Sa變化不大。當線鋸速度分別為5 m/s和6 m/s時,單位時間內參與磨削的磨粒數較多,隨著進給速度的增大,金剛石顆粒可以磨削掉大部分電蝕坑與重鑄層,如圖19和圖20所示,因此Sa逐漸減小。但是當進給速度大于9時,由于進給速度過大,磨粒切削深度增大,在工件表面產生了較深的劃痕,Sa反而增大。

圖18 進給速度與線鋸速度對Sa的影響(脈沖寬度為64 μs,占空比為1/11)Fig.18 The influence of feed speed and wire speed on Sa(pulse width 64 μs, duty cycle 1/11)

圖19 單晶硅表面形貌(脈沖寬度64 μs,占空比1/11,進給速度6 μm/s,線鋸速度5 m/s)Fig.19 Surface morphology of single-crystal silicon(pulse width 64 μs, duty cycle 1/11, feed rate 6 μm/s,wire speed 5 m/s)

圖20 單晶硅表面形貌(脈沖寬度64 μs,占空比1/11,進給速度9 μm/s,線鋸速度5 m/s)Fig.20 Surface morphology of single-crystal silicon(pulse width 64 μs, duty cycle 1/11, feed rate 9 μm/s,wire speed 5 m/s)
當其他參數相同且線鋸速度由5 m/s增加到6 m/s時,單位時間內參與磨削的磨粒數增加,去除了更多的電蝕坑,使得Sa減小,如圖21和圖22所示。

圖21 單晶硅表面形貌(脈沖寬度64 μs,占空比1/11,進給速度7 μm/s,線鋸速度5 m/s)Fig.21 Surface morphology of single-crystal silicon(pulse width 64 μs, duty cycle 1/11, feed rate 7 μm/s,wire speed 5 m/s)

圖22 單晶硅表面形貌(脈沖寬度64 μs,占空比1/11,進給速度7 μm/s,線鋸速度6 m/s)Fig.22 Surface morphology of single-crystal silicon(pulse width 64 μs, duty cycle 1/11, feed rate 7 μm/s,wire speed 6 m/s)
4 結論
本文針對目前關于A-WEDM微觀切割機理尚不明確的問題,以單晶硅為實驗加工對象,通過設計電路對線鋸絲的導電性進行了驗證并測量了最大放電間隙。通過比較磨粒出刃高度與放電間隙的大小研究了A-WEDM材料去除機理。考察了各參數對材料去除率和表面粗糙度Sa的影響。結論如下:
(1)設計了最大放電間隙檢測電路。由于在電鍍金剛石過程中會有鎳層包裹在金剛石顆粒表面,因此金剛石線鋸具有一定導電性,實驗測得A-WEDM切割單晶硅的最大放電間隙為57 μm,大于金剛石出刃高度,因此在A-WEDM加工初始階段先產生放電腐蝕作用。
(2)通過觀察實驗現象以及加工后工件表面形貌找到了各參數選擇范圍。不同的加工參數組合會導致脈沖寬度內的材料去除速度與脈沖間隔內的材料去除速度產生差值,最終產生不同實驗現象與工藝結果。當占空比大于1/5或進給速度小于3 μm/s時,放電電壓較高,單晶硅表面產生大量電蝕坑與重鑄層。當脈沖寬度小于24 μs時產生短路現象,當線鋸速度小于4 m/s時無法穩定產生放電現象。
(3)在整個A-WEDM切割單晶硅過程中,放電腐蝕作用所占的比例為60.39%~93.54%。
(4)脈沖寬度、占空比、線鋸速度和進給速度的增大可以提高A-WEDM切割單晶硅的材料去除率。單晶硅的表面粗糙度隨著脈沖寬度和占空比的增大而減小,隨著線鋸速度的增大先增大后減小。當線鋸速度為4 m/s時,隨著進給速度的增大,單晶硅表面粗糙度變化不大。當線鋸速度為5 m/s和6 m/s時,隨著進給速度的增大,工件表面粗糙度先減小后增大。