深冷處理對PCBN刀具切削性能的影響研究
2022-11-01 01:34:56鄭光明楊先海常塏碩李學偉
中國機械工程 2022年20期
于 良 鄭光明 楊先海 程 祥 常塏碩 李學偉
山東理工大學機械工程學院,淄博,255000
0 引言
AISI 4340高強度合金鋼憑借自身良好的材料性能,被廣泛用于制造航空、汽車等領域的關鍵部件,例如軸承、齒輪、軸和凸輪[1-3]。因為AISI 4340鋼具有硬度高、比熱低和易于變硬等特點,所以在加工此類工件的過程中存在切削溫度高、切削力大、刀具磨損嚴重等問題,導致加工表面的精度和質量下降。淬硬后的AISI 4340鋼更是難以加工[4-5]。
廣義上的硬切削是指對硬度在50HRC以上的材料進行切削[6]。目前,PCBN刀具憑借強度高、耐高溫、化學性質穩定、導熱性及耐磨性好等特點,被廣泛用于難加工材料加工和硬切削加工中[7-9]。但PCBN刀具在高速硬切削的加工過程中,伴隨著各類磨損現象外,還會產生崩刃、破損等現象[10-11],致使加工質量不穩定,刀具壽命短。
研究表明,PCBN刀具切削AISI 4340鋼(54~56HRC)時,刀具主要磨損機理表現為磨粒磨損、黏結磨損、擴散磨損以及氧化磨損[12];PCBN刀具切削模具鋼(60~62HRC)和硬化鋼(40~60HRC)時,磨粒磨損、氧化磨損、擴散磨損和崩刃是導致刀具失效的主要原因[13-14];PCBN刀具切削GCr15淬硬軸承鋼(58~62HRC)時,前刀面的磨損形式主要為月牙洼磨損,在切削刃和月牙洼附近發生的黏結和擴散磨損比月牙洼底部更加嚴重,同時后刀面黏結磨損和擴散磨損最嚴重區域集中在后刀面切削刃處[15];PCBN刀具高速切削AISI H13模具鋼(53HRC)時,產生的帶狀切屑致使刀具主切削刃產生溝槽,刀具表面黏結大量的工件材料,由于切屑的傳熱性及摩擦力的產生,導致前刀面發生黏結和氧化磨損[16]。
刀具的表面完整性對刀具的切削性能有重要影響。降低刀具表面的粗糙度,能夠減小刀具在切削過程中的摩擦力[17];提高刀具硬度,能夠提高刀具的耐磨性[18-19];提高刀具表面殘余應力,可以提高刀具基體強度,抑制表面裂紋的產生,提高抗沖擊能力和抗彎強度,提高刀具的壽命[20-21]。
目前刀具表面處理技術在硬質合金涂層刀具上的應用比較成熟,對硬質合金涂層刀具進行表面處理可有效地提高刀具的表面性能,延長刀具的壽命。對PCBN刀具進行表面處理,同樣可以有效地提高刀具的耐磨性,延長刀具使用壽命。對PCBN刀具進行拋光處理,相比拋光前,拋光后的前刀面月牙洼磨損減少,耐磨性提高[22]。采用激光沖擊技術強化PCBN刀具能夠延長刀具的疲勞壽命,提高刀具材料的耐磨性[23],但隨著激光沖擊次數的增加,刀具表面的粗糙度提高。采用深冷技術處理涂層刀具可有效地提高刀具的耐磨性和顯微硬度,提高刀具切削性能[24-25],刀具經過深冷處理之后,加工過程中切削力降低,刀具壽命顯著提高[26-27]。對CBN刀具進行液氮深冷處理,與未經處理的刀具相比,深冷處理后的刀具刀面磨損和表面粗糙度均較小,加工工件的表面光潔度更好[28]。
本文采用液氮深冷處理技術對PCBN刀具進行表面處理,分析深冷處理前后,刀具表面完整性的變化,探究深冷處理對刀具磨損形式、磨損機理及刀具壽命的影響,為PCBN刀具的表面處理技術提供理論參考,為高質量、高效加工提供技術支持。
1 試驗設計
1.1 試驗刀具和工件材料
深冷處理試驗刀具選用沃爾德公司(北京)定制的焊接型PCBN刀具,刀具基體為硬質合金,刀具型號為CNGA120404-2N,刀尖半徑0.4 mm,刀桿型號MCLNR2020K12。工件材料為AISI 4340鋼,硬度為(53±1)HRC,工件初始為直徑150 mm、長度300 mm的圓柱棒料,其主要物理性能和化學成分見表1和表2[29]。

表1 AISI 4340鋼的主要物理性能

表2 AISI 4340鋼的主要化學成分(質量分數)
1.2 深冷處理試驗
采用北京中科法威普科技有限公司生產的程序控制深冷箱(SLX-6R)進行深冷處理試驗,以液氮作為制冷劑,滿足降溫及環保需求。深冷箱溫度控制范圍為-190~180 ℃,降溫、升溫速率均為1 ~ 10 ℃/min,低溫控溫精度為±5℃。刀具放在深冷箱內,打開液氮閥門進行深冷處理。刀具深冷保溫時間結束后緩慢恢復到室溫,將刀具拿出放入電阻爐(上海全碩電爐有限公司,QSH-1200M-2020T箱式電阻爐,最高爐溫1200 ℃,升溫速率0~20 ℃/min)中進行回火處理,其中處理溫度150 ℃,升溫速率2 ℃/min,保溫2 h,之后隨爐冷卻到室溫。刀具深冷參數如表3所示。

表3 刀具深冷處理參數
1.3 PCBN刀具表面完整性檢測
PCBN刀具經深冷處理后,使用酒精溶液進行超聲波清洗,時間10 min,去除表面雜質即可。采用顯微維氏硬度計(HVS-1000A)測量刀具表面的顯微硬度,每把刀具測量5次取平均值;采用白光干涉表面輪廓儀(型號Veeco NT9300)測試刀具表面粗糙度,每把刀具測量3次取平均值;采用Quanta250掃描電子顯微鏡觀察刀具表面形貌(SEM);采用X射線殘余應力測試儀(X-stress 3000)測試刀具表面殘余應力,每把刀具測量3次取平均值。采用X射線衍射儀(Smartlab 9kW)分析刀具基體中的物相,靶材為銅靶,測量范圍10°~90°,掃描速度 4°/min。
1.4 高速硬切削試驗
將深冷處理后的刀具進行切削試驗,試驗在大連機床廠CDK6136i數控車床(主軸最大轉速為3000 r/min)上進行,切削方式為連續外圓干車削,切削速度v=300 m/min,進給量f=0.1 mm /r,背吃刀量ap=0.1 mm。硬切削試驗設計如圖1所示。
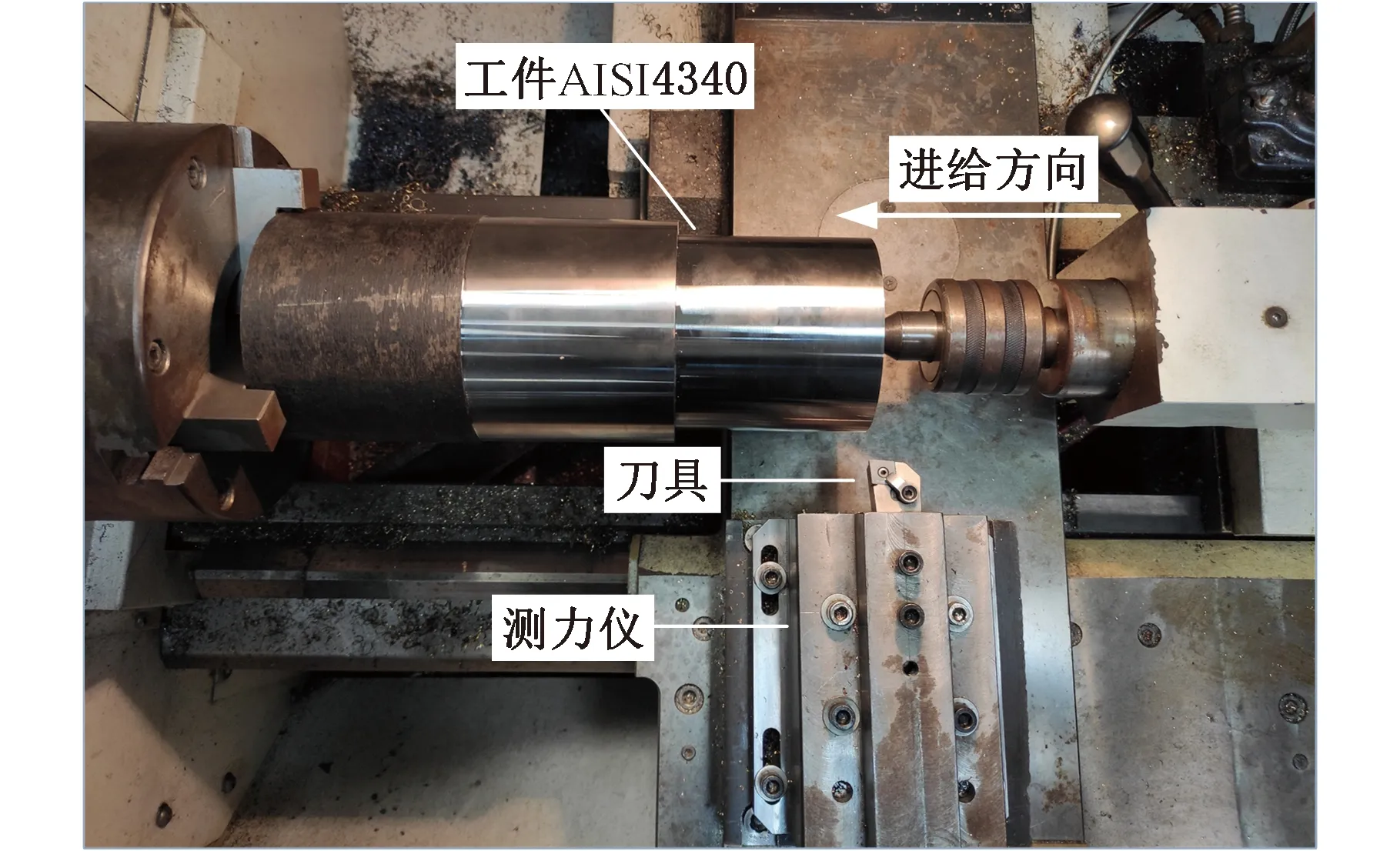
圖1 硬切削試驗設計Fig.1 Hard cutting test design
切削過程中每進給100 mm后使用USB200便攜式數字顯微鏡觀察后刀面磨損量,測量5次取平均值,以后刀面磨損量VB=0.3 mm為刀具失效標準。切削試驗結束后對刀具進行超聲清洗,采用Quanta250掃描電子顯微鏡觀察刀具表面形貌(SEM),同時采用能譜儀(EDS)分析刀具元素變化。
2 試驗結果
2.1 深冷處理對PCBN刀具表面完整性的影響
2.1.1PCBN刀具表面形貌和表面粗糙度
刀具表面的粗糙度和刀具表面形貌對刀具的切削性能有直接影響,刀具表面缺陷越少,刀具形貌越好,表面粗糙度越低,刀具的切削性能越好[30]。圖2所示為深冷處理時間對PCBN刀具表面形貌的影響。由未處理刀具表面微觀圖可知,其中黑色的大顆粒為立方氮化硼,周圍包圍灰白的物質是結合劑,結合劑緊密地包裹著立方氮化硼顆粒。在立方氮化硼顆粒之間的區域存在縮松縮孔現象,原因是在高溫高壓的燒結過程中,溫度分布不均勻,立方氮化硼顆粒之間結合情況不佳,刀具基體燒結密度降低,燒結強度不夠,導致縮松縮孔等表面形貌缺陷增多,降低了刀具表面的質量。

圖2 深冷處理時間對PCBN刀具表面形貌和粗糙度Ra影響Fig.2 Effect of cryogenic treatment time on surface morphology and roughness Ra of PCBN tool
圖2還示出了深冷處理時間對PCBN刀具表面粗糙度Ra的影響。深冷3 h時表面粗糙度值增大,之后減小;在深冷6 h時達到所有深冷處理參數下的最佳表面粗糙度值0.122 μm,與未處理刀具表面粗糙度0.120 μm相比,表面粗糙度增大,但變化幅度不大;深冷12 h、18 h表面粗糙度值略有增大并趨于穩定。由此可知,深冷處理后刀具表面粗糙度沒有提高,原因是深冷處理工藝是在低溫環境下對刀具整體進行溫度處理,不像噴丸、拋光等技術直接作用于刀具表面,即深冷處理對刀具表面的直接作用程度較弱。此外,深冷處理過程中隨著溫度的降低和深冷時間的增加,刀具表面收縮變形會引起表面粗糙度值增大。
由圖2可知,深冷3 h、6 h后刀具的表面形貌開始有改善,表面縮松縮孔等現象明顯減少。產生這些現象的原因是在深冷溫度-190 ℃的環境下,體積收縮,使晶粒之間的缺陷彌合,從而提高了刀具表面的致密度。另外,在深冷環境中原子之間的動能被部分轉移,使得縮松縮孔現象減少,原子之間結合得更加緊密。隨著深冷保溫時間的增加,深冷12 h、18 h后,刀具表面縮松縮孔現象進一步減少,刀具基體強度和致密度進一步提高,立方氮化硼顆粒之間的結合形態開始趨于平穩。與其他深冷處理參數相比,深冷18 h的刀具表面平整、細密,縮松縮孔等缺陷減少甚至消失,表面形貌最好。
由以上結果可知,深冷處理的PCBN刀具的表面粗糙度與表面形貌并沒有直接的聯系,深冷處理對表面形貌影響較大,對表面粗糙度影響較小。
2.1.2PCBN刀具表面殘余應力和表面顯微硬度
圖3所示為深冷處理時間對PCBN表面殘余應力的影響。隨著深冷時間的增加,刀具表面殘余應力(絕對值)不斷增大。原因是深冷處理引起的收縮可使刀具材料本身存在的微小缺陷(如縮松縮孔、應力集中部位)減少,降溫過程中在空位表面產生殘余壓應力,殘余壓應力可以減弱缺陷對刀具材料局部強度的影響。另外,刀具材料在低溫環境下產生塑性變形,宏觀應力的增大導致刀具材料內部晶格產生滑移,刀具材料微觀殘余應力也會相應地增大。

圖3 深冷處理時間對PCBN刀具表面殘余應力的影響(-190 ℃)Fig.3 Effect of cryogenic treatment time on surfaceresidual stress of PCBN tool(-190 ℃)
圖4所示為深冷處理時間對PCBN刀具表面顯微硬度的影響。隨著深冷時間的增加,刀具表面的顯微硬度不斷增大。原因是刀具材料在低溫環境中產生變形,且變形量隨著深冷時間的增加而增大,機械性能也隨之變化,隨著變形能量的不斷增大,晶粒破碎逐漸加強,位錯能量密度增大,畸變增多,且導致材料表面組織和晶粒細化,進而導致晶界面積增大,位錯運動阻力增大,起到強化的作用,因此在宏觀上表現為顯微硬度的增大。
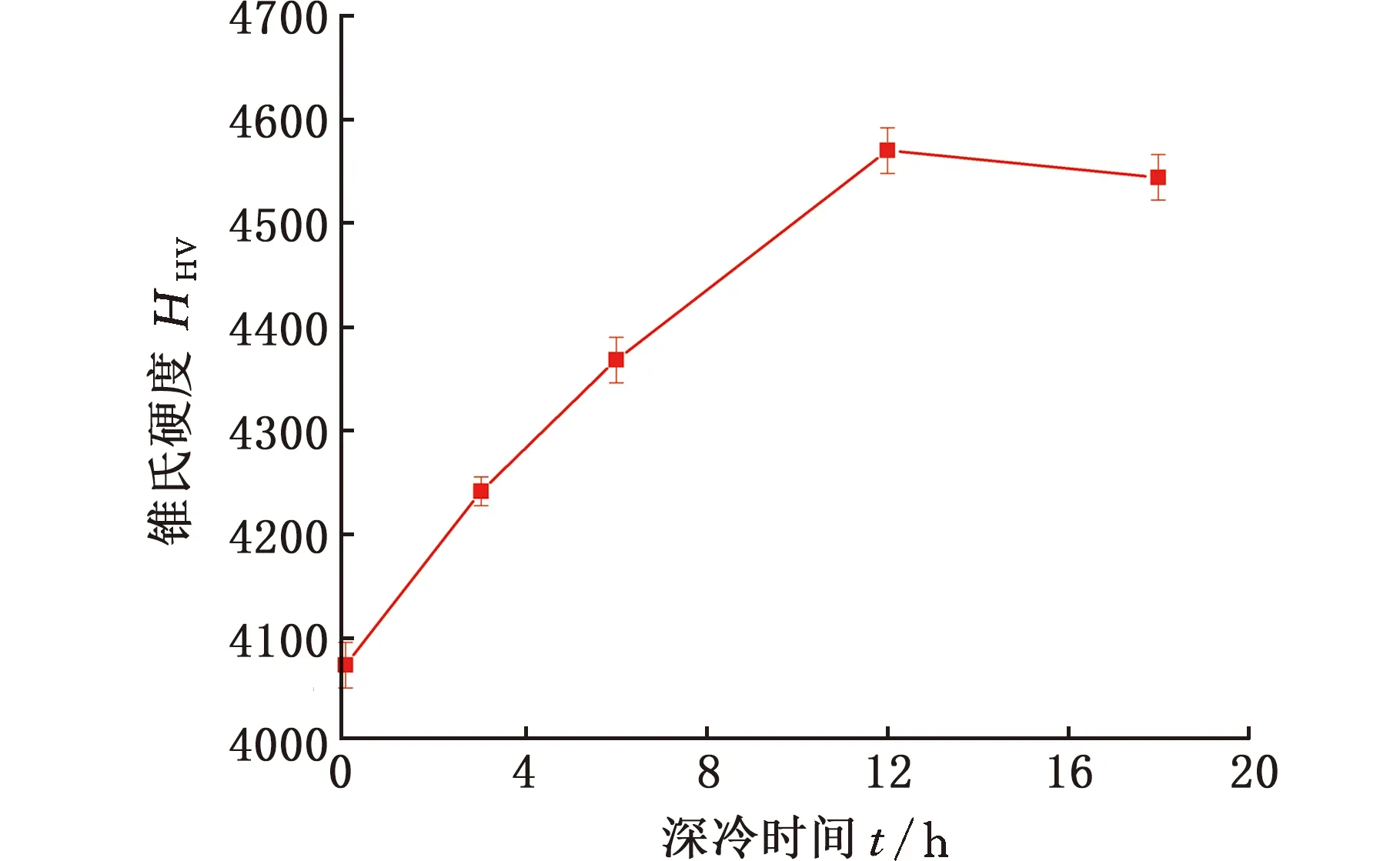
圖4 深冷處理時間對PCBN刀具表面顯微硬度的影響(-190 ℃)Fig.4 Effect of cryogenic treatment time on surfacemicrohardness of PCBN tool(-190 ℃)
由以上結果可知,深冷處理可以顯著增大PCBN刀具的表面殘余應力和表面顯微硬度。
2.1.3PCBN刀具物相
圖5所示為不同深冷處理時間后的XRD圖譜,表4所示為XRD掃描后得到的基體中各相元素含量,刀具材料有TiB2、cBN、TiN、AlN 4種物相。可以發現:在低溫的作用下,深冷處理之后刀具并沒有產生新的相,原因是PCBN材料是在高溫高壓的條件下對cBN和黏結劑進行燒結,相互反應并產生新的物相而制成,在低溫-190 ℃的環境下不具備新相產生的條件。隨著深冷時間的增加,刀具基體中各個相的含量比例會增大或減小,原因之一可能是物相檢測過程中產生誤差(XRD半定量分析物相含量相對誤差在5%~10%左右),原因之二是在深冷處理的降溫、升溫及回火過程中,在溫度的變化過程中,各物相相互之間發生了轉變,但是物相含量變化不大。可知深冷處理對PCBN刀具材料物相的影響很小。
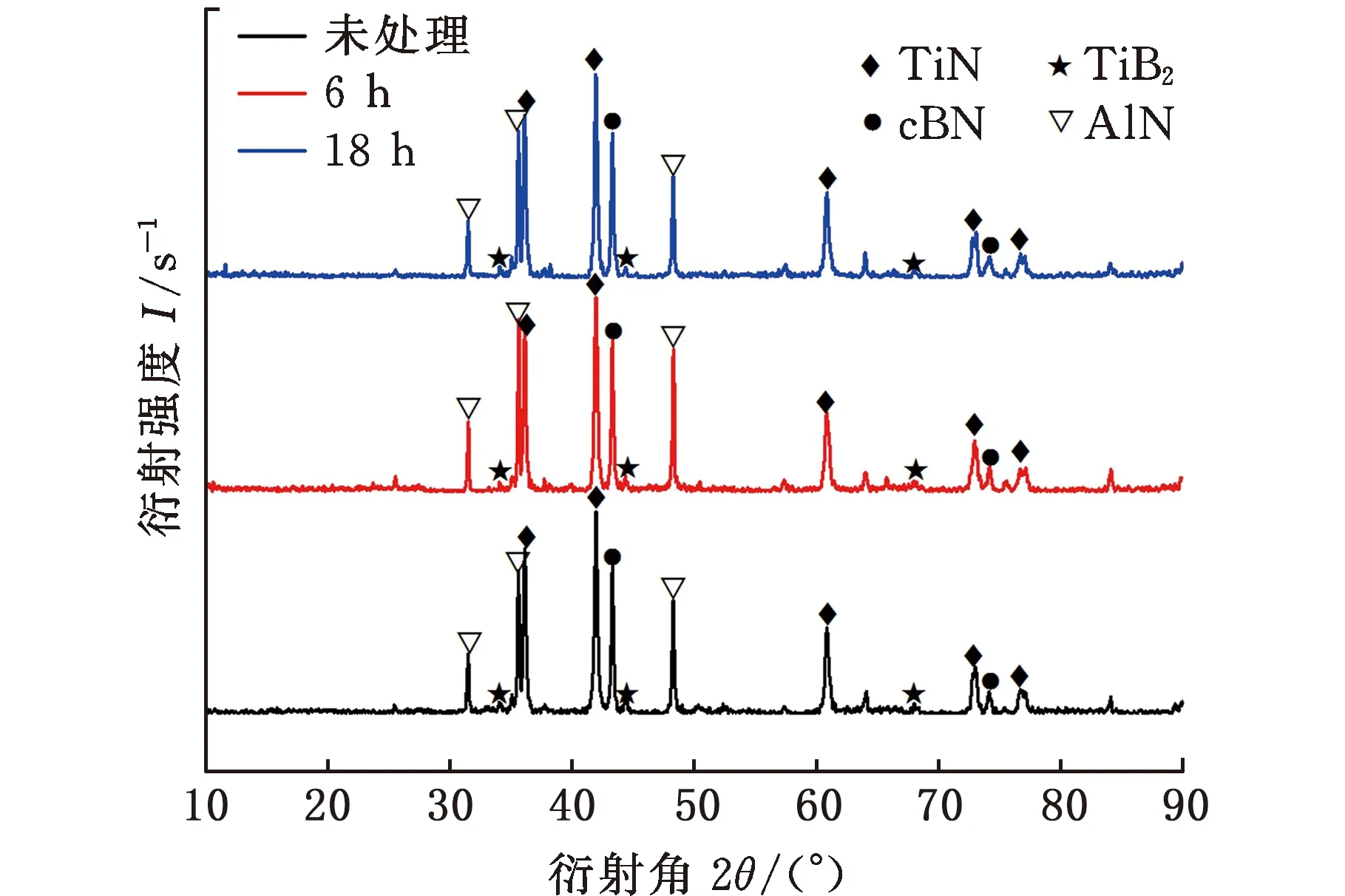
圖5 不同深冷處理時間后的XRD圖譜Fig.5 XRD patterns after different cryogenictreatment times
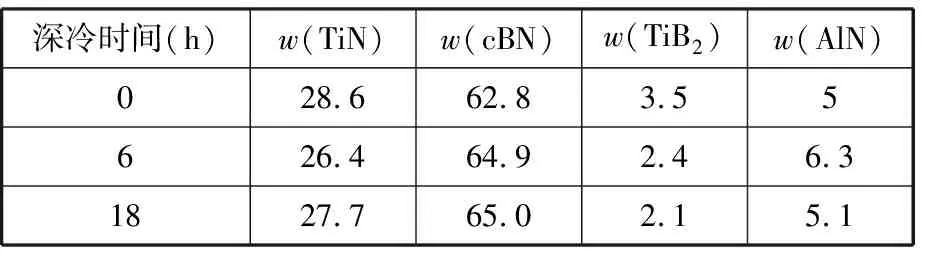
表4 各衍射峰積分強度百分比(質量分數)
2.2 深冷處理對PCBN刀具切削性能的影響
2.2.1深冷處理對PCBN刀具切削壽命的影響
圖6所示為不同表面完整性參數對PCBN刀具切削壽命的影響。可以看到:深冷處理后刀具與未處理刀具相比壽命均有所提高,深冷處理18 h的刀具獲得最佳的刀具切削壽命,達到磨損標準時,與未處理刀具相比刀具壽命提高幅度為24.78%。其次是深冷6 h的刀具,刀具壽命提高幅度為19.57%。由未處理刀具和深冷處理之后刀具的表面完整性參數(圖6)可知,未處理刀具的表面粗糙度值最佳,深冷處理6 h的刀具獲得了所有經深冷處理的刀具中最佳的表面粗糙度。深冷處理12 h刀具的表面的顯微硬度達到最大值。深冷處理18 h刀具獲得最佳的表面形貌,刀具表面殘余應力達到最大值。深冷6 h的刀具比深冷12 h的刀具壽命高2.89%,刀具表面粗糙度和表面顯微硬度分別比深冷12 h刀具的相應值低4.1%和4.4%,表面殘余應力高3.3%,可知深冷6 h刀具壽命更高的原因在于其更低的表面粗糙度和更大的殘余壓應力。深冷18 h的刀具獲得了最佳的表面形貌、表面殘余應力,其表面顯微硬度與深冷12 h的表面顯微硬度相差很小,刀具壽命最長,說明了在表面完整性參數中,表面形貌和表面殘余應力對PCBN刀具壽命的影響較大,刀具表面顯微硬度和粗糙度的影響較小。
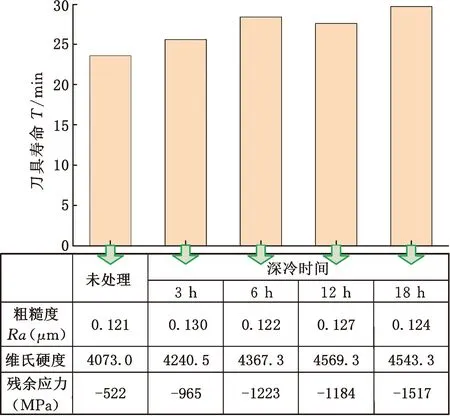
圖6 不同表面完整性參數對PCBN刀具切削壽命的影響Fig.6 Effect of different surface integrity parameterson cutting life of PCBN tool
2.2.2刀具表面完整性對PCBN刀具磨損機理的影響
圖7所示為未處理刀具和深冷6 h刀具、深冷18 h刀具(取刀具壽命最好的兩種參數)三種刀具在磨損值達到0.3 mm時的前刀面磨損形貌。從圖中可以看出在三種刀具的前刀面均出現了黏結物和月牙洼現象,月牙洼出現在靠近刀具的切削刃和負倒棱處的前刀面上,原因是切屑和刀具接觸時伴隨著高溫高壓,接觸區域出現熱軟化、擴散等現象,切屑和刀具材料黏結并帶走刀具材料,最終形成了月牙洼。前刀面切削刃處均出現了一條磨損帶,原因是在切削過程中高溫切屑流過刀具表面,二次產生大量的熱,并伴隨著擠壓產生的應力,切屑在帶走切削熱的同時也帶走了刀具表面的材料,導致切削刃和負倒棱被磨損成傾斜面。相比于深冷6 h和深冷18 h的刀具,未處理刀具的月牙洼底部和負倒棱磨損處出現了切屑黏結現象,原因是深冷處理后的刀具硬度上升,耐磨性提高,切削過程中刀具磨損降低,切削溫度低不容易產生黏結物堆積與積屑瘤。

(a)未處理
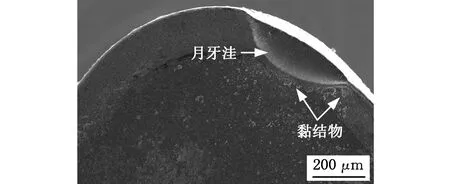
(b)深冷6 h
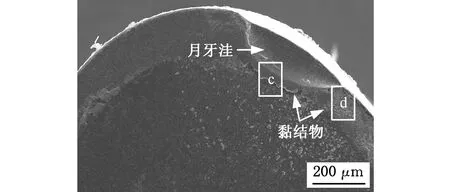
(c)深冷18 h圖7 刀具前刀面磨損Fig.7 Wear morphology of rake face
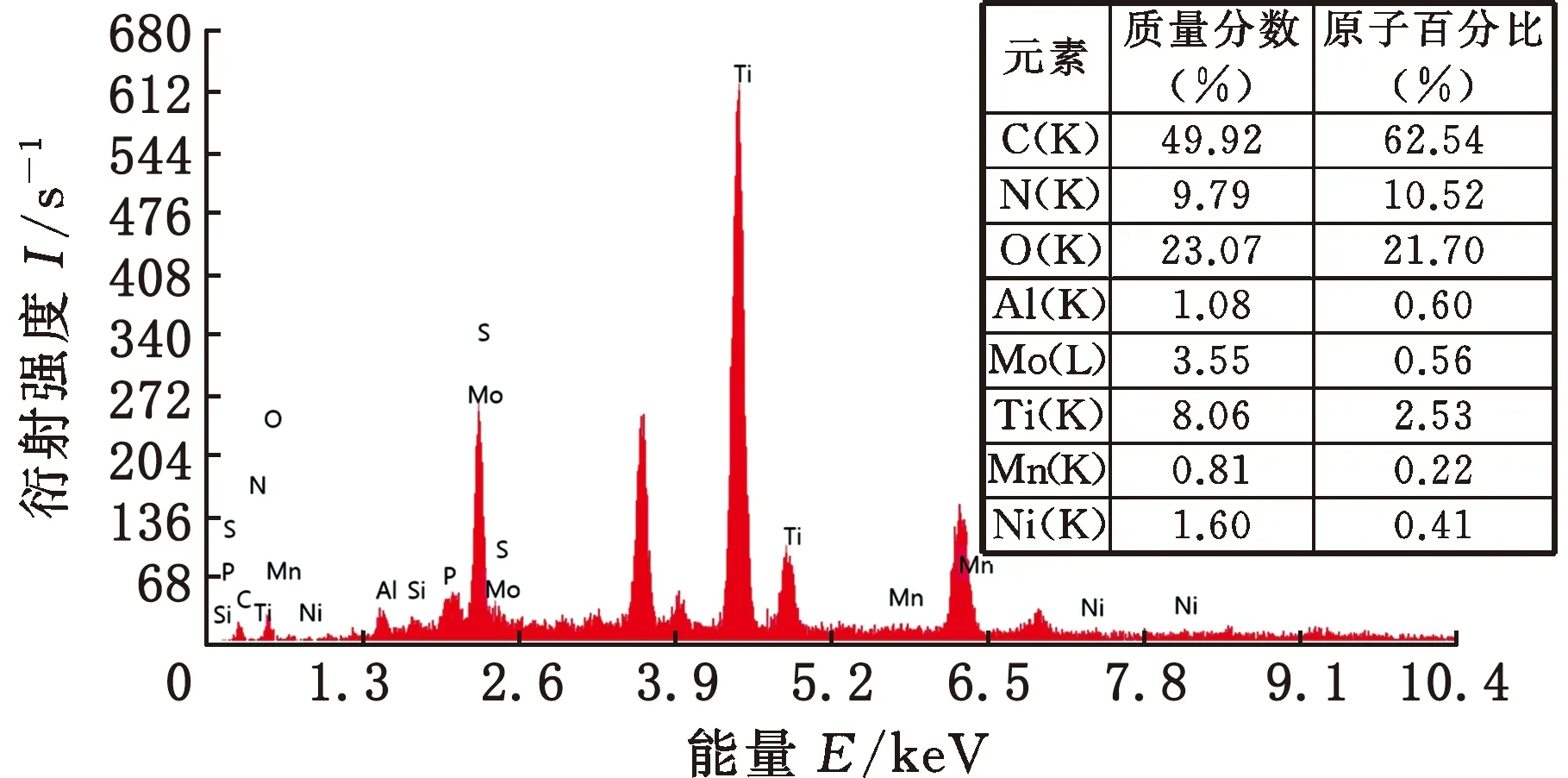
圖8所示為刀具前刀面EDS圖。從圖中可以看出三種刀具的前刀面上出現了C、Si、P、Mn等工件元素,證明發生了黏結磨損。其中,未處理刀具前刀面a處(圖7a)的O元素含量為42.7%,對應深冷18 h刀具前刀面c區域(圖7c)的O元素含量為23.1%;未處理刀具b處(圖7a)的O元素含量為11.54%,對應深冷18 h刀具前刀面d區域(圖7c)的O元素含量為8.26%。O元素含量越高說明位于刀面處的氧化物越多,氧化磨損越嚴重。上述結果說明深冷18 h的刀具能夠有效地減少氧化磨損。原因是深冷處理之后刀具的硬度增大,耐磨性增大,切削溫度降低,另外殘余壓應力的增大能夠有效地抑制刀具表面裂紋的產生,降低了刀具與工件材料之間的親和性,從而降低了氧化磨損的程度。
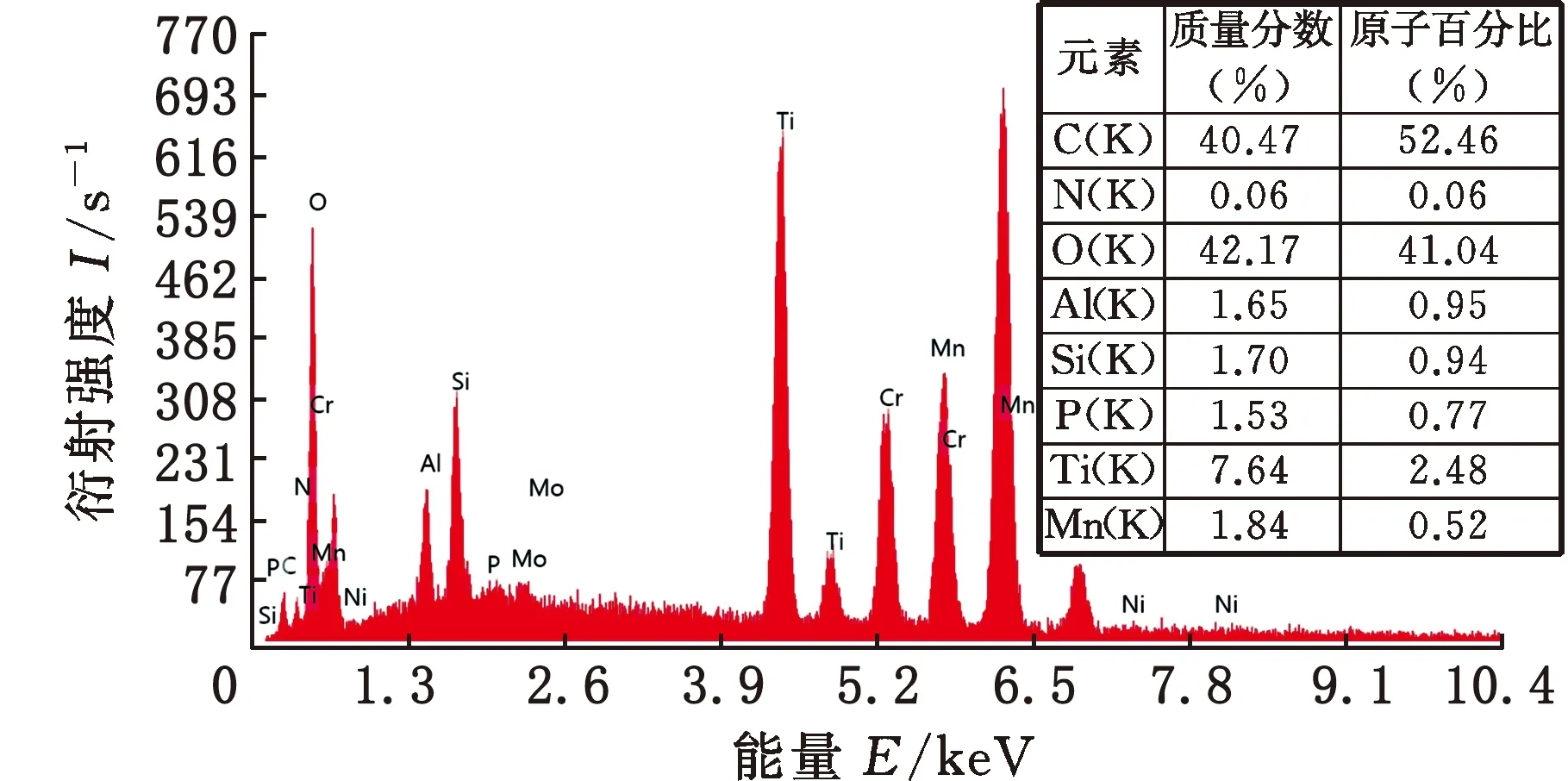
(a)未處理刀具前刀面區域a

(b)未處理刀具前刀面區域b
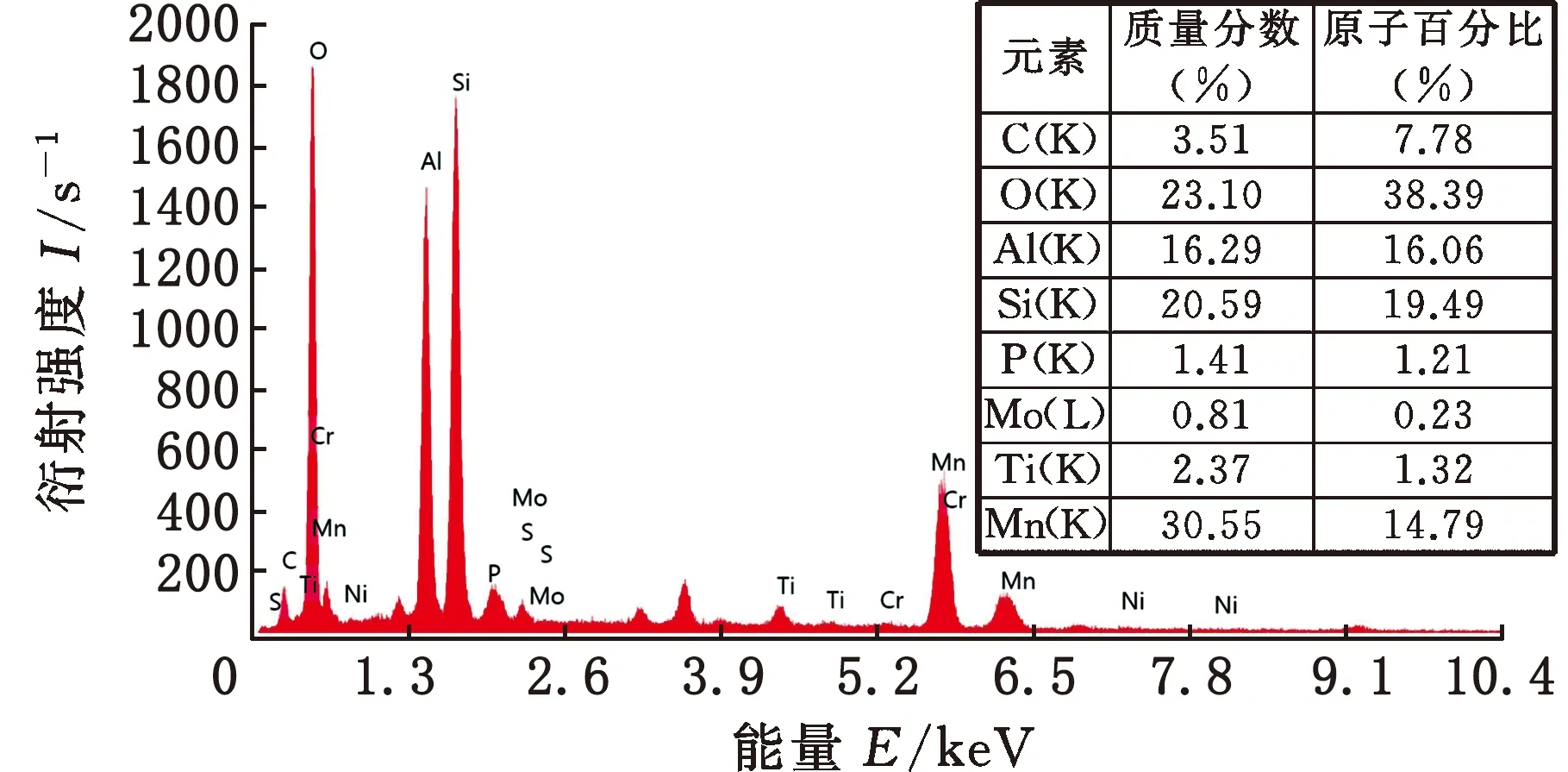
(c)深冷18 h刀具前刀面區域c
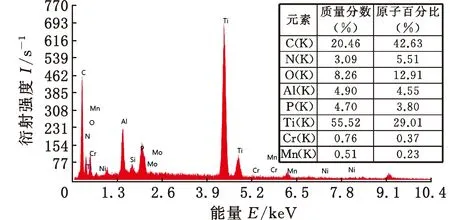
(d)深冷18 h刀具前刀面區域d圖8 刀具前刀面EDS圖Fig.8 EDS diagram of tool rake face
圖9所示為未處理刀具和深冷6 h刀具、深冷18 h刀具三種刀具在磨損值達到0.3 mm時的后刀面磨損形貌。由圖可見在三種刀具后刀面的磨損區域存在黏結層、微崩刃和劃痕現象。在連續切削的過程中切削刃持續受到切削力的沖擊,切削過程不穩定,PCBN刀具硬度高、脆性大容易發生微崩刃。在高速切削過程中,刀具和工件材料相互接觸,刀具中的黏結物質硬度相對較低,切削過程中被工件的硬質顆粒磨損掉,cBN硬質顆粒隨之脫落,在刀具與工件接觸面滾動摩擦造成了磨粒磨損。與深冷6 h的刀具相比,未處理刀具后刀面出現了大面積高溫燒蝕的現象,原因是深冷6 h之后,刀具表面硬度高,耐磨性好,殘余壓應力增大,從而提高了刀具的抗沖擊能力,切削過程穩定,切削溫度低,避免了高溫損傷;深冷18 h之后的刀具,在后刀面切削刃處也出現了小面積的燒蝕,原因是刀具深冷18 h后的表面粗糙度要略高于未處理和深冷6 h的刀具,粗糙度大,摩擦磨損增大極易出現燒蝕、黏結現象,又因為刀具深冷18 h后殘余壓應力和硬度都得到了提高,耐磨和耐熱性能增強,所以只出現了小面積的燒蝕現象。

(a)未處理
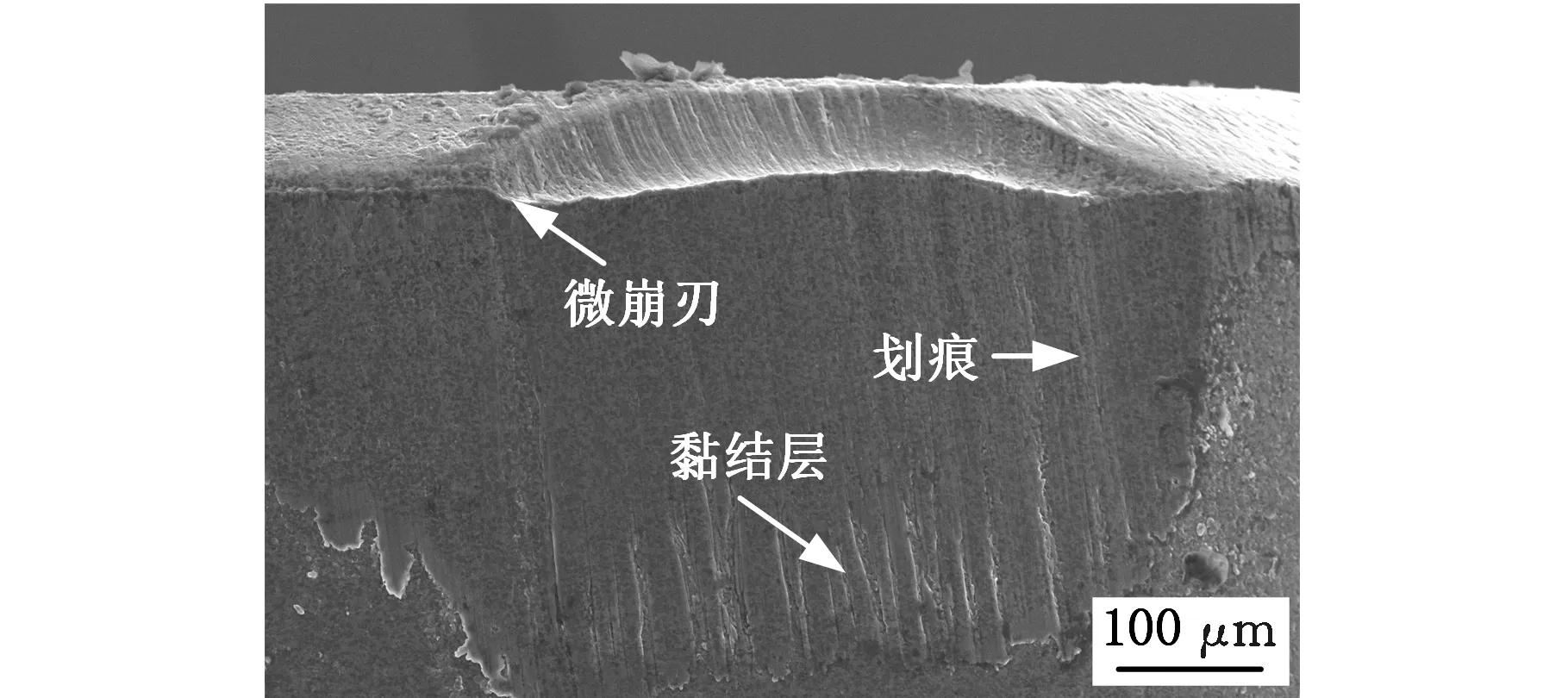
(b)深冷6 h

(c)深冷18 h圖9 后刀面磨損形貌Fig.9 Wear morphology of flank face
圖10為刀具后刀面EDS圖。從圖中可以看出三種刀具的后刀面磨損區域均出現了Cr、C、Si、P、Mn等工件元素,證明后刀面發生了黏結磨損。其中未處理刀具后刀面a處的O元素含量為24.55%,對應深冷18 h刀具后刀面c區域的O元素含量為5.99%,未處理刀具b處的O元素含量為23.07%,對應深冷18 h刀具后刀面d區域的O元素含量為5.48%。此結果同樣說明深冷18 h的刀具能夠有效地減少氧化磨損。

(a)未處理刀具后刀面區域a
(b)未處理刀具后刀面區域b
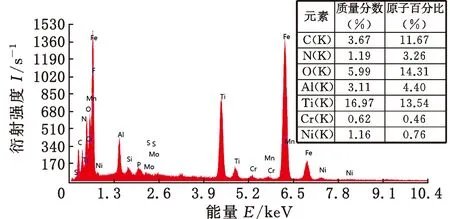
(c)深冷18 h刀具后刀面區域c

(d)深冷18 h刀具后刀面區域d圖10 刀具后刀面EDS圖Fig.10 EDS diagram of tool flank face
3 結論
(1)液氮深冷處理PCBN刀具,主要作用機理是對刀具表面產生低溫強化從而起到增強作用,主要影響刀具表面殘余應力和表面形貌,對表面顯微硬度影響較大,對表面粗糙度影響較小。
(2)深冷18 h可有效減少刀具表面縮松縮孔等原始缺陷,獲得最佳刀具表面形貌和最大殘余壓應力,深冷12 h可獲得最大表面顯微硬度。深冷6 h刀具的表面粗糙度是所有深冷參數中最好的,但與未處理刀具相比粗糙度仍稍有升高。
(3)PCBN刀具經過深冷處理之后,刀具壽命均有不同程度的提高。深冷18 h的刀具壽命最高,與未處理刀具相比提高了 24.78%,由表面完整性可知,表面形貌和表面殘余壓應力對刀具壽命影響較大,其次是刀具表面顯微硬度,表面粗糙度對刀具壽命影響較小。從而說明深冷處理是有效的PCBN刀具表面處理工藝。
(4)深冷處理6 h、18 h的PCBN刀具,在高速硬切削高強鋼后磨損程度得到改善,刀具前刀面切屑黏結等現象減少或消失,刀具后刀面氧化磨損低,刀具耐磨性提高。