凸輪軸工作面點蝕坑冷焊再制造工藝與性能研究
2022-10-18 07:38:44孫秀懷殷子強王守仁王磊吳成武張建鵬李重陽
山東科學 2022年5期
關鍵詞:區域
孫秀懷,殷子強*,王守仁,王磊,吳成武,張建鵬,李重陽
(1. 濟南大學 機械工程學院,山東 濟南 250022;2. 中國石油集團濟柴動力有限公司,河北 滄州 062650)
內燃機作為一種動力機械,可將化學燃料燃燒釋放出的熱能轉化為動能。軸類零件作為內燃機中的關鍵部件,在內燃機正常工作過程中發揮著不可或缺的作用。但軸類零件在服役過程中易發生摩擦磨損、腐蝕以及疲勞失效,從而影響整個動力系統的正常運轉性能[1]。針對失效零部件,進行維修再制造是綠色制造的重要組成部分,不僅成形速度快,還具有節能、節材、節約成本等優點,受到相關學者以及企業的青睞[2-3]。
對于磨損后的軸類零件維修再制造,常用工藝方法包括激光熔覆[4]、電弧堆焊[5]、熱噴涂[6]等。熱噴涂層與基體材料結合強度較低,再制造零件在服役過程中容易發生噴涂層剝落,不能保證足夠的結合強度,修復后的零件在服役過程中容易再次發生磨損[7]。使用電弧堆焊技術修復磨損軸類零件,雖有較高的結合強度,但由于其熱輸入量較高,修復過程中對零件的反復加熱也易于造成零件應力積累,給零件的尺寸精度、機械性能帶來不利影響[8]。激光熔覆在熱輸入方面克服了電弧堆焊的缺點,但其高昂的設備成本在一定程度上限制了該技術的廣泛使用[9]。冷焊技術是一門新發展起來并得到廣泛應用的技術,在很多傳統焊接技術無法滿足要求的情況下發揮著重要作用,通過瞬間放電產生的高熱能將專用焊絲熔覆到工件的破損部位,達到與原有基材牢固熔接的目的[10-11]。采用冷焊修復時,電極尖端瞬時溫度可達到10 000 ℃左右,零件在很小的區域內經歷了快速熔化膨脹、凝固收縮的過程,導致修復區域應力變化情況復雜[12]。許多學者研究冷焊修復后零件的使用性能,但對冷焊修復區域殘余應力分布情況的研究很少,殘余應力嚴重影響著零部件的使用壽命。凸輪軸作為內燃機中的典型零件,關系著內燃機的穩定運行,而點蝕是凸輪軸最常見的磨損形式,所以本文以點蝕失效的45鋼凸輪軸為例,采用冷焊技術作為再制造工藝對其進行了修復,并通過對修復區域殘余應力場以及表面強度的測試分析,研究修復區域殘余應力與硬度的分布規律。
1 實驗設備與方法
本文研究對象為45鋼凸輪軸,凸輪軸的磨損情況包括軸頸磨損和工作表面的磨損,以最常見的工作表面點蝕磨損為例進行研究,待修復表面如圖1(a)所示。凸輪軸的表面熱處理工藝為滲碳淬硬,硬化層深度為1.1~1.5 mm,合格品表面硬度應達到56~62 HRC。為了達到凸輪工作表面的硬度要求,選用的焊絲為SKD-11,焊絲直徑1.2 mm,化學成分見表1。該焊絲含碳量較高,淬透性、淬硬性較好,同時具有良好的高溫強度、高溫耐疲勞性能以及高耐磨性能。實驗中選用HRWA-3250冷焊設備修復磨損凸輪,采用精密脈沖點焊模式,實驗原理如圖2所示,對破損區域修復時采用多點補焊的方式,電極尖端瞬時放熱產生高能熱,將填充焊絲熔覆到基體以及先補焊焊點表面。在多點補焊過程中,補焊點之間有足夠的相對停止時間,熱量會通過基體擴散到界外,從而大為減小修復區域的熱量積累,減小裂紋產生傾向。冷焊電流的大小決定著焊點質量的好壞,電流越大焊點越大,根據先前的實驗研究,為保證良好的焊點質量,選擇電流為130 A,脈沖時間為130 ms。為了保證焊點區域不被氧化,工作過程中采用純度為99.99%的氬氣作為保護氣體。
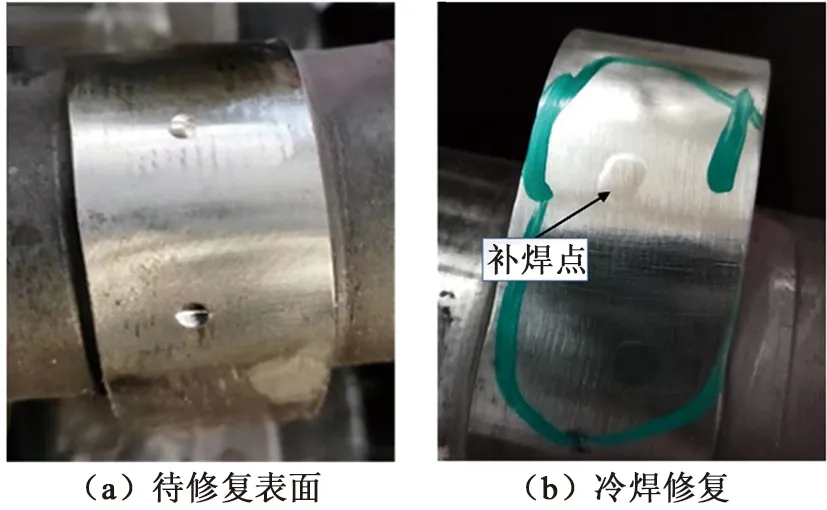
圖1 凸輪軸待修復與冷焊修復表面Fig.1 Camshaft surface to be repaired and the surface repaired using cold welding

表1 SKD-11化學成分
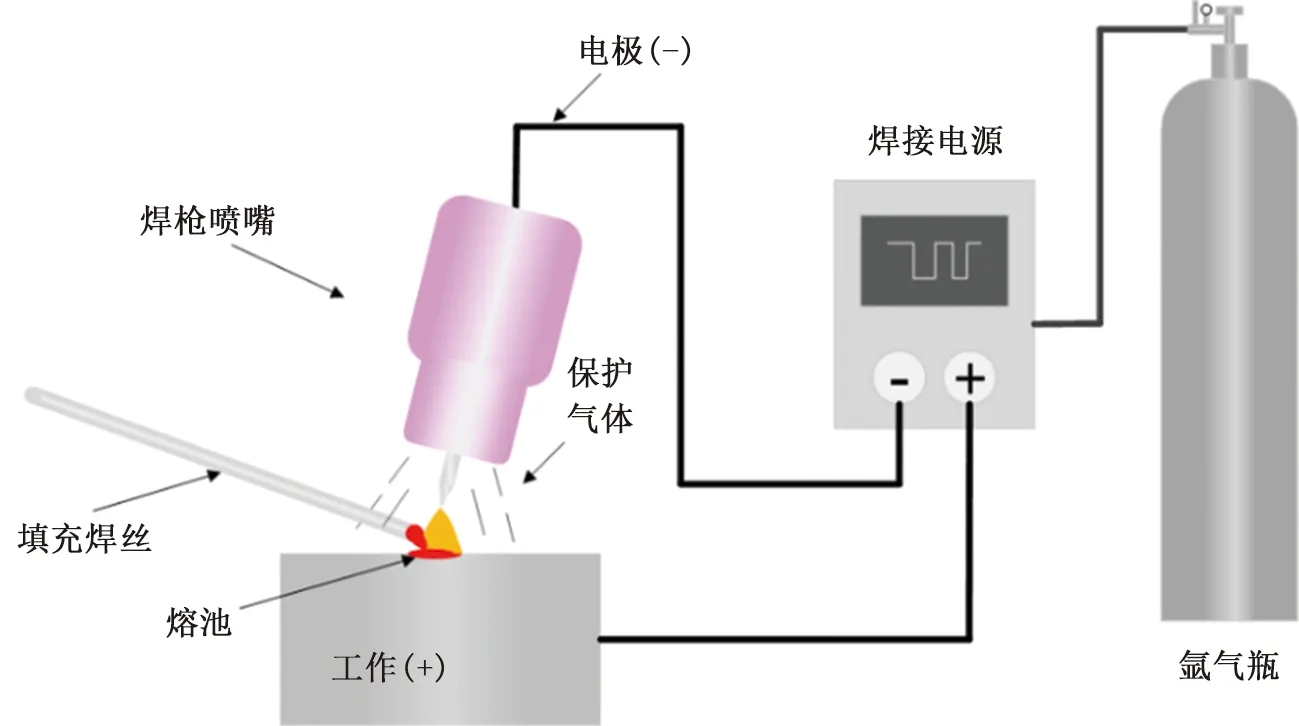
圖2 實驗原理圖Fig.2 Schematic of the repairing experiment
經冷焊修復后的凸輪軸如圖1(b)所示。經機械打磨去除余高,觀察補焊點位置未見明顯缺陷,熔覆材料與基體結合良好。
將打磨后的凸輪軸修復區域通過Proto-Ixrd Combo X 射線殘余應力測試儀進行殘余應力檢測,選用靶材為Cr靶,具體測試條件如表2所示。殘余應力測試點的布置如圖3所示,各點之間間隔2 mm,得到焊點周圍的殘余應力分布情況。利用402MVD維氏硬度計對凸輪軸修復區域進行顯微硬度檢測,選擇載荷大小為500 g,壓痕持續時間10 s,每點測量5次取平均值,經查表后得到洛氏硬度。進一步,使用線切割沿補焊點截面切開,沿補焊點中心自上而下每隔0.5 mm測量其截面顯微硬度。對所取試樣截面用砂紙打磨、拋光,用4%硝酸酒精腐蝕液腐蝕后在Axio Imager 2金相顯微鏡下觀察截面顯微組織。利用Rtec MFT-50摩擦磨損實驗機對材料進行往復式干摩擦磨損實驗,選用的對磨球材料為GCr15,設置載荷為50 N,往復頻率為3 Hz,摩擦時間30 min,實驗完成后利用電子天平測量磨損后的質量損失,利用白光干涉儀測定磨痕中間截面的寬度與深度。

表2 表面殘余應力測試條件
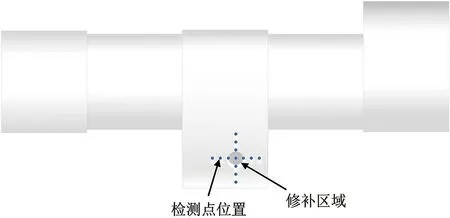
圖3 表面殘余應力與硬度檢測位置Fig.3 Positions for determining surface residual stress and hardness
2 結果與討論
2.1 組織分析
圖4展示了補焊點處的顯微組織,補焊點與基體熔合良好,未發現裂紋、氣孔等缺陷。修復過程中電極尖端放電將熔覆材料熔化至液態,并過渡到待修復基體上。由于SKD-11中碳、鉻元素含量較高,所以在高溫下形成奧氏體+碳化物的萊氏體組織,碳化物彌散分布于基體之上,增加材料的耐磨性能。補焊點與附近基體存在很大的溫度梯度,凝固過程中碳原子在奧氏體中的溶解度下降并失去活動能力而不發生擴散,一部分溶解在奧氏體中的碳析出,另一部分溶解在奧氏體中的碳在γ-Fe向α-Fe轉變過程中保留下來,造成α-Fe中的碳遠超其正常的溶解度,形成馬氏體組織(M)。修復后補焊點溫度保持在室溫,過高的碳含量也能夠提高奧氏體的穩定性,最終導致基體中含有殘余奧氏體(RA)。
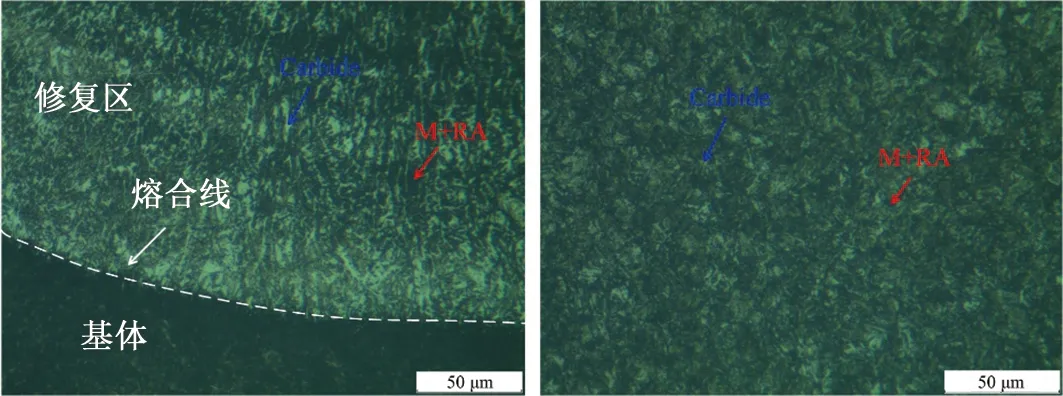
圖4 修復區域顯微組織Fig.4 Microstructure of the repaired area
2.2 表面殘余應力分析
殘余應力顯著影響零件的服役性能,補焊點表面殘余應力三維曲面圖如圖5所示,由圖中可以看出,凸輪軸表面測得的殘余應力均為壓應力,在補焊點中心位置的殘余應力為-205.42 MPa,在所有測試點中展現了最小的殘余應力。圖6展示了在補焊點橫向以及縱向的殘余應力,隨著距補焊點中心位置的增加,表面殘余應力有增加趨勢,在距離補焊點中心4~6 mm處,受凸輪軸表面強化的影響,其殘余應力最高可達到-526 MPa。
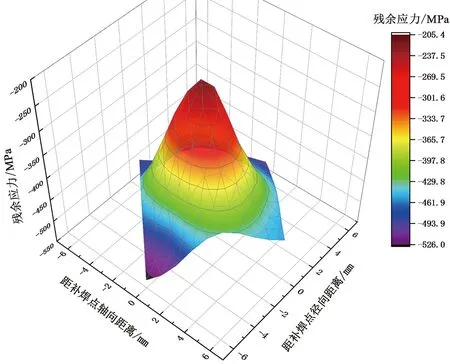
圖5 殘余應力三維曲面圖Fig.5 Three-dimensional surface plot of residual stress
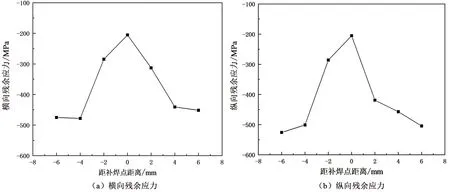
圖6 殘余應力值Fig.6 Residual stress values
冷焊過程中每個脈沖放電時間為130 ms,間隔時間為870 ms,會在小范圍產生較大的溫度梯度,溫度場的不均勻性以及相變應力導致殘余應力的產生。在點蝕坑修復過程中,補焊材料受熱膨脹會受到周圍基體材料限制產生壓應力,在冷卻收縮過程中又受到周圍基體材料約束產生拉應力,隨著溫度的不斷降低,拉應力最終保留下來。同時,補焊點包含有大量的馬氏體組織,馬氏體形成時晶格切變,其體積發生膨脹,容易產生很大的內應力。然而,受表面強化作用的影響,整個工件處于壓應力狀態,補焊點在冷卻凝固過程中產生拉應力,抵消了一部分壓應力,所以焊點位置殘余應力最小。
2.3 硬度分析
補焊點及周圍區域表面洛氏硬度三維曲面圖如圖7所示,在補焊點中心位置測得表面硬度值為58.1 HRC,在所有測量點中展現了最小的硬度。圖8展示了修復區域軸向以及徑向表面硬度,在距補焊點中心2 mm左右的熔合線附近,硬度有所增加,平均為60.5 HRC左右,在4~6 mm處受表面強化作用的影響,其平均硬度達到了61.7 HRC,均滿足凸輪軸表面硬度的要求(58~62 HRC)。進一步測試了補焊點截面硬度,如圖9所示,在補焊點處硬度明顯高于基體,補焊點處的組織為馬氏體+殘余奧氏體+碳化物,馬氏體的存在以及碳化物在基體組織中的彌散分布增加了位錯運動的阻力,有助于提高補焊點的硬度。隨著距表面距離的增加,表面強化作用減弱,硬度逐漸趨于平穩。
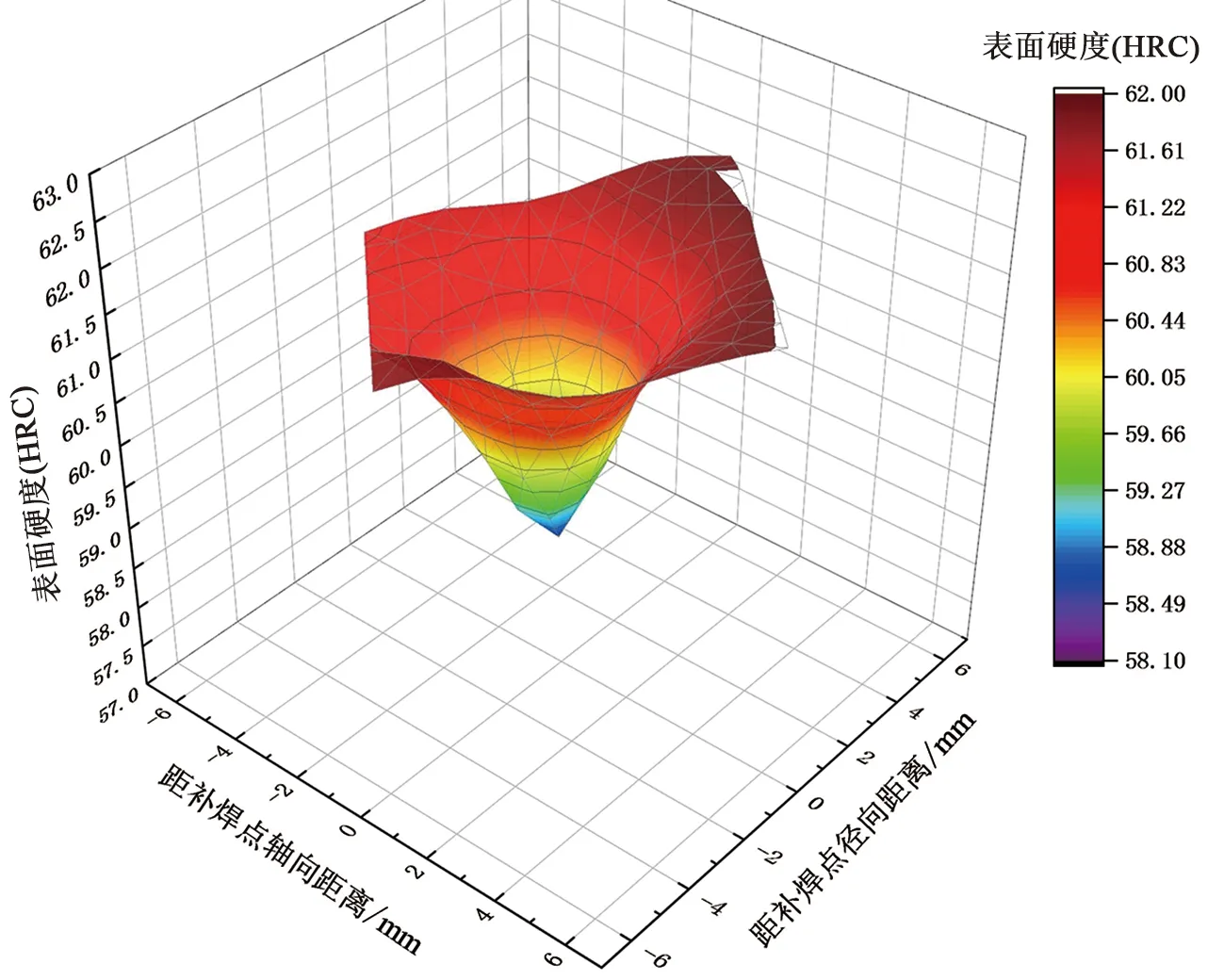
圖7 表面硬度三維曲面圖Fig.7 Three-dimensional surface plot of surface hardness
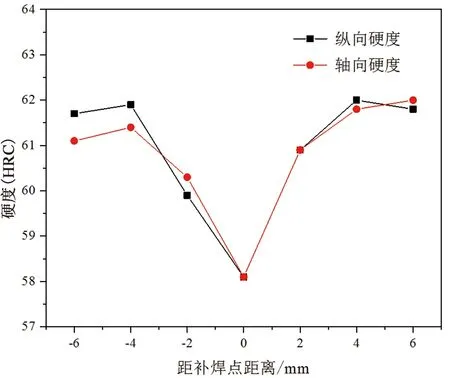
圖8 補焊點表面硬度Fig.8 Hardness values
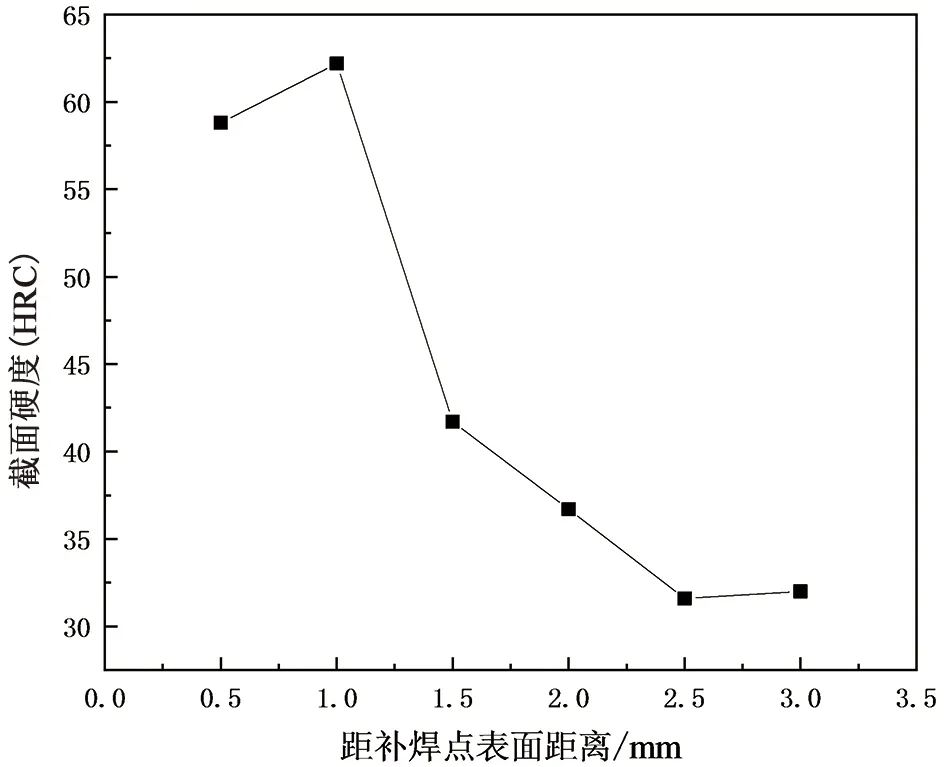
圖9 補焊點截面硬度Fig.9 Section hardness values of the area repaired via cold welding
2.4 干摩擦磨損分析
測量可知不同試樣磨損后的質量損失,凸輪軸內部基體、修復區域以及凸輪軸滲碳層的平均磨損量分別為0.64、0.29、0.27 mg。結果表明凸輪軸滲碳層的磨損量最小,而內部基體磨損量最大,修復區域的磨損量僅次于凸輪軸滲碳層。進一步利用白光干涉儀測定磨痕中間截面的深度以及寬度,如圖10所示,修復區域的最大磨痕深度為0.052 mm,其最大磨痕寬度為1.42 mm,磨痕深度與寬度明顯小于凸輪軸內部基體。而凸輪軸滲碳層最大的磨痕深度為0.058 mm,但磨痕寬度與平均磨痕深度均略小于修復區域,說明凸輪軸滲碳層的耐磨性能略優于修復區域,這主要取決于各區域材料的硬度,其材料的硬度越高,耐磨性能越好。
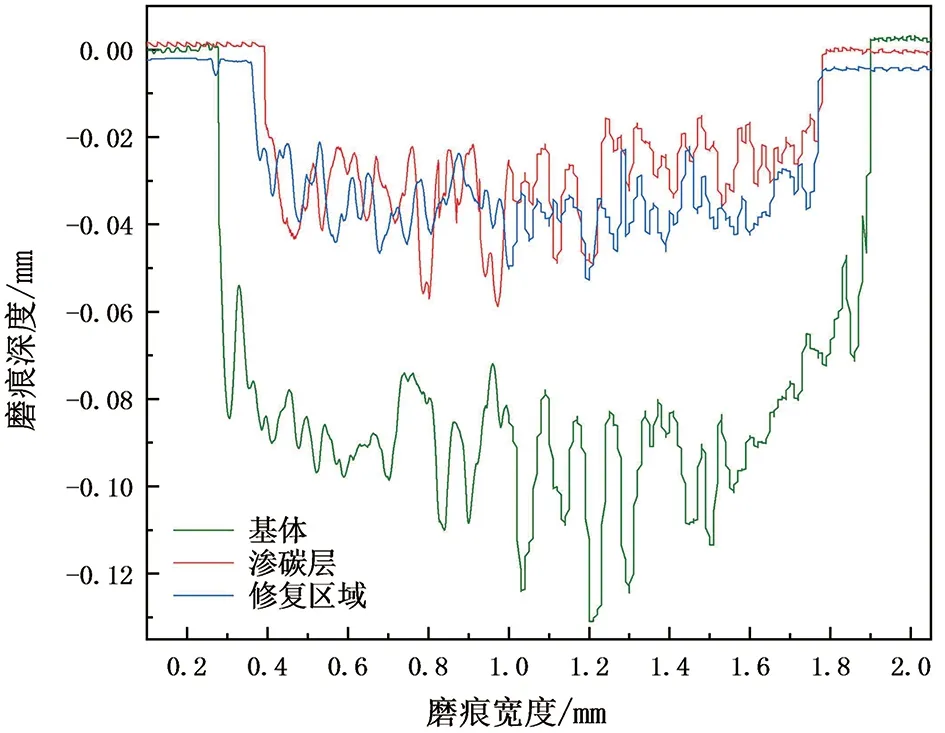
圖10 干摩擦條件下的磨痕深度Fig.10 Depth of crack under dry-friction condition
3 結論
通過冷焊技術修復凸輪軸表面點蝕坑,研究了修復區域殘余應力以及硬度分布規律,并得出以下結論:
(1)使用冷焊技術修復凸輪軸工作表面,基體與補焊材料熔合良好,基體組織以馬氏體為主,同時保留有部分殘余奧氏體,碳化物彌散分布于基體組織之上。
(2)經冷焊修復后的凸輪軸表面整體呈現壓應力狀態,焊點中心位置的應力最小。隨著距離中心位置的增加,殘余應力增加。
(3)補焊點中心硬度為58.1 HRC,距補焊點中心距離增加,凸輪軸表面硬度增加,其硬度均滿足凸輪軸表面硬度要求,在截面處,修復區域呈現最高的硬度。
(4)修復區域平均磨損量為0.29 mg,最大的磨痕深度與最大磨痕寬度為分別為0.052 mm、1.42 mm,其耐磨性能優于凸輪軸內部基體,略低于凸輪軸滲碳層。
后續工作中,可以嘗試通過激光沖擊強化、噴丸等方式對補焊點處進行局部強化處理,改善修復區域應力狀態以及提高硬度,以更好地滿足使用要求,提高凸輪軸使用壽命。
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15