竹片粗銑連續(xù)化定向進料系統(tǒng)設(shè)計與試驗*
2022-10-15 08:37:02蔣鵬飛周建波傅萬四孫曉東胡喜雷
林業(yè)科學 2022年6期
關(guān)鍵詞:系統(tǒng)
蔣鵬飛 張 彬 周建波 傅萬四 孫曉東 胡喜雷
(1.國家林業(yè)和草原局哈爾濱林業(yè)機械研究所 哈爾濱 150086; 2.國家林業(yè)和草原局林業(yè)機電工程重點實驗室 哈爾濱 150086;3.國家林業(yè)和草原局林業(yè)裝備工程技術(shù)研究中心 哈爾濱 150086; 4.中國林業(yè)科學研究院木材工業(yè)研究所 北京 100091;5.湖南省林業(yè)科學院 長沙 410004)
我國是世界上竹資源最豐富的國家,共有竹類植物39屬530余種,竹種資源、竹林面積、竹材蓄積和產(chǎn)量均居世界首位,素有“竹子王國”的美譽(李玉敏等,2019)。竹材收縮量小,彈性和韌性極強,且耐壓、耐磨、耐潮,抗拉強度是木材的2~25倍,抗壓強度是木材的2倍,作為一種代替木材的綠色可再生材料,具有廣闊的應(yīng)用前景(劉延鶴等,2020; 張達山,2014; 閆薇等,2019); 但由于竹材特殊的細胞結(jié)構(gòu)以及竹青黃面特殊的生化性質(zhì),目前對于竹材大多需要去除竹青和竹黃后利用其竹肉部分(張曉東等,2013; Osorioetal.,2018),如竹材人造板、竹編竹席、竹刀叉勺等竹制品,是將破竹后竹片銑去竹青竹黃后經(jīng)重組、拉絲、沖切制成的(周建波等,2020)。竹制品加工過程中,逐根分選竹片后依次送入粗銑機是極為關(guān)鍵的步驟,現(xiàn)有竹片深加工前段輸送進料方式主要依靠人工操作,生產(chǎn)成本高、加工效率低,無法滿足高效率和高質(zhì)量的竹材加工生產(chǎn)需求,研究竹片粗銑連續(xù)化定向進料系統(tǒng)對推動竹材加工向全程自動化升級具有重要意義。
破竹后的竹片通常成堆無序堆放,將竹片以竹黃面朝上的方式逐根送入粗銑機,竹片粗銑連續(xù)化定向進料系統(tǒng)首先需要解決的是黏連竹片相互分離、竹青黃面自動識別和翻轉(zhuǎn)、竹片有序進料等問題。國內(nèi)外針對破竹后竹片分選作業(yè),僅有部分學者開展了竹片自動化生產(chǎn)探索,主要涉及竹片自動分揀系統(tǒng)研究和基于機器視覺的竹片表面缺陷研究(Bhandarkaretal.,1998; Rojasetal.,2011; Mauruschatetal.,2016)兩大領(lǐng)域,大部分研究開發(fā)識別控制系統(tǒng),通過顏色傳感器或工業(yè)相機采集到單根竹片顏色信息后配合機械手或其他分選裝置對竹片進行分類,對環(huán)境光線要求相當高,各型設(shè)備受光線變化影響容易出現(xiàn)誤檢測(丁幼春等,2009; 高云等,2009; 宋昕等,2010; 鄭偉等,2018); 同時,這些研究鮮見分選過程中的竹片運動分析以及機械結(jié)構(gòu)對竹片分選效果的影響因素分析,且針對竹片顏色分選的系統(tǒng)設(shè)計均基于單根竹片進行,忽略了一個工業(yè)現(xiàn)場最常見的問題——如何將破竹后的成堆竹片分離為單根竹片。
綜上,由于竹材自身的力學特性、外觀、缺陷的多樣性以及竹片加工特有的生產(chǎn)工藝限制,目前竹片分離定向粗銑連續(xù)生產(chǎn)仍處于半機械化、半手工狀態(tài),針對竹片外觀狀況以及相關(guān)分選設(shè)備雖有部分報道(傅萬四等,2011; 盧秋芬,2019),但尚未見實際應(yīng)用。鑒于此,本研究針對竹片粗銑前分選定向作業(yè)效率低、分選效果差、人工依賴程度高等問題,以破竹去竹節(jié)后的竹片為研究對象,提出竹片粗銑連續(xù)化定向進料系統(tǒng)技術(shù)方案,設(shè)計傾斜式振動升運鏈、階梯式分離系統(tǒng)、竹青黃面識別和翻轉(zhuǎn)系統(tǒng)及自動送料系統(tǒng)等機械結(jié)構(gòu),完成三維模型和整機的加工與裝配,并對整機進行試驗驗證,以期為竹材加工連續(xù)化、自動化、智能化奠定基礎(chǔ)。
1 主要機械結(jié)構(gòu)及工作原理
竹片粗銑連續(xù)化定向進料系統(tǒng)是用于破竹后竹片分選、分離定向、粗銑送料的自動化加工設(shè)備,通過整合竹片振動升運鏈、階梯式分離系統(tǒng)、竹青黃面識別和翻轉(zhuǎn)系統(tǒng)以及自動送料系統(tǒng),并按照竹片先傾斜振動分離、接著青黃面識別翻面、最后軸向出料的方式,實現(xiàn)竹片有序輸送出料。
1.1 整體設(shè)計
考慮到竹材特殊的結(jié)構(gòu)性質(zhì)和竹片精確分選要求,竹片粗銑連續(xù)化定向進料系統(tǒng)采用模塊化設(shè)計,主要包括用于上提并初步分離竹片的傾斜式振動升運鏈、用于分離傾斜式振動升運鏈上多根竹片的階梯式竹片分離單元、用于竹青朝上翻面的翻轉(zhuǎn)單元以及用于接收下落竹片并進行軸向輸送出料操作的自動送料單元。竹片粗銑連續(xù)化定向進料系統(tǒng)如圖1所示。
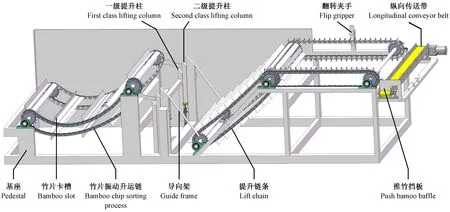
圖1 竹片粗銑連續(xù)化定向進料系統(tǒng)Fig. 1 Continuous directional feeding system for bamboo slice milling
1.2 工作原理及主要技術(shù)指標
竹材加工中,為降低竹青、竹黃對產(chǎn)品的影響,通常需將竹片進行徑向銑削,去除竹青、竹黃(傅萬四等,2012)。將竹筒截成1.0~2.5 m竹段,經(jīng)破竹、去內(nèi)節(jié)加工后,得到如圖2所示竹片。
為分離相互黏連的竹片,設(shè)計傾斜式振動升運鏈和階梯式提升柱(圖1)。竹片進入傾斜式振動升運鏈,鏈條卡槽內(nèi)存在多根竹片,電機帶動升運鏈向上提升竹片,通過機械振動,竹片依靠重力和慣性力初步分離,輸送至階梯片分離系統(tǒng)。階梯式分離系統(tǒng)通過氣缸帶動兩級提升柱,將傾斜式振動升運鏈上初步分離的竹片組精確分離為單根竹片,逐根進入鏈條傳送帶上的檢測槽位,步進傳送至竹青、竹黃檢測系統(tǒng)(圖1); 對可能存在的未完全分離的竹片,階梯式分離系統(tǒng)上的光電感應(yīng)開關(guān)會自動檢測工作位上是否仍有2根及以上竹片存在,系統(tǒng)將自動暫停運行并報警,等工作人員排除故障后手動重啟系統(tǒng)。

圖2 破竹后竹片F(xiàn)ig. 2 Bamboo slices
工業(yè)高速相機通過圖像識別系統(tǒng)給出信號控制自動翻轉(zhuǎn)夾手,將竹青面朝上的竹片翻轉(zhuǎn)180°,步進式鏈條傳送帶繼續(xù)前進將竹片輸送至粗銑自動進料機構(gòu)實現(xiàn)竹片自動分選定向輸送。對青黃面未能識別的竹片,圖像識別系統(tǒng)會自動將采集到的竹片圖像存入數(shù)據(jù)庫,等待工作人員判定,同時出料系統(tǒng)暫停輸送出料,防止竹青面朝上的竹片進入粗銑機。
竹片粗銑連續(xù)化定向進料系統(tǒng)主要參數(shù)如表1所示。

表1 竹片粗銑連續(xù)化定向進料系統(tǒng)主要參數(shù)Tab.1 The main parameters of continuous directional feeding system for bamboo slice milling
2 竹片運動過程分析
竹片分選過程主要依靠傾斜式振動升運鏈和階梯式分離系統(tǒng)實現(xiàn)成堆竹片分離,通過對振動升運鏈上竹片的運動過程以及竹片到達升運鏈頂點后竹片的拋送過程進行分析,確定影響竹片分選效果的主要因素。
2.1 振動分選過程竹片運動特征分析
成堆竹片置于升運鏈上,竹片通常處于相互層疊、相互黏連狀態(tài),將竹片黏連體理想化為一個規(guī)則矩形。升運鏈由電機驅(qū)動,當電機停轉(zhuǎn)時,升運鏈靜止,因鏈條和竹片重力,升運鏈處于“下凹”松弛狀態(tài); 當電機啟動時,升運鏈突然轉(zhuǎn)動,其承重部分瞬間有繃直趨勢,對竹片形成一個向上沖擊力。電機按照一定時間周期運轉(zhuǎn)、停止,竹片隨升運鏈做斜向上振動的類簡諧運動,在沖擊力作用下相互分離。竹片分選過程狀態(tài)變化如圖3所示。

圖3 竹片分選過程狀態(tài)變化Fig. 3 Status change of bamboo slice sorting process

圖4 竹片受力情況Fig. 4 The force analysis diagram of bamboo slice
運動過程受力情況如圖4所示。黏連竹片受垂直于卡槽向上的支撐力為Fn。將2根黏連竹片視為一個剛體,則其滿足以下運動學方程:
Ft+fj-2mg×sinα=2mg×aT;
(1)
fj=μ1×N1;
(2)
N1=2mg×cosα。
(3)
式中:α為升運鏈運動方向與水平面夾角(°);Ft為卡槽對黏連竹片的推力(N);aT為黏連竹片沿提升鏈向上的加速度(m·s-2);fj為黏連竹片與卡槽的靜摩擦力(N);m為單根竹片質(zhì)量(kg);g為重力加速度(m·s-2);N1為黏連竹片對卡槽底部的壓力(N);μ1為竹片與卡槽之間的最大靜摩擦系數(shù)。
式(1)、(2)、(3)迭代得:
(4)
為將2根黏連竹片互相分離,上層竹片向提升鏈運動方向的加速度ax應(yīng)小于2根黏連竹片沿提升鏈向上的加速度aT,即:
aT>ax。
(5)
上層竹片滿足以下運動學方程:
fd-mg×sinα=mg×ax;
(6)
fd=μ2×N2;
(7)
N2=mg×cosα。
(8)
式中:fd為竹片間動摩擦力(N);N2為黏連竹片對卡槽底部的壓力(N);μ2為竹片與竹片之間的最大靜摩擦系數(shù)。
將式(6)、(7)代入式(8),得:
μ2cosα-sinα=ax。
(9)
將式(4)、(9)代入式(5),得:
(10)
分析式(10)可知,升運鏈傾斜角及竹片與卡槽、竹片與竹片之間的摩擦系數(shù)對竹片黏連分離影響較大。由于本研究中卡槽采用不銹鋼制造,竹片與不銹鋼板、竹片與竹片之間的最大靜摩擦系數(shù)平均值固定(許斌等,2000),因此影響竹片黏連分離的主要因素為升運鏈傾斜角α。
2.2 拋送過程竹片運動特征分析
竹片進入階梯式分離系統(tǒng)時,因前后系統(tǒng)之間存在高度差,故會被拋起做一段拋物線運動。由于竹片自身特殊的纖維性狀,破竹后的竹片桿形會向竹黃面彎曲(楊邦國等,2020),做拋物線運動時,重力作用下大部分竹片會轉(zhuǎn)向竹黃面朝上,這可有效減少后續(xù)識別翻面的操作量,提升竹片分選效率。
描繪竹片運動軌跡時,升運鏈運行速度、驅(qū)動齒輪直徑、鏈帶與竹片之間的摩擦系數(shù)等對其均有影響,竹片間的相互黏連也會對運動軌跡造成影響,為方便研究,通常將模型簡化。
當升運鏈升至最高點時,竹片將被向前拋出,對其進行力學分析如圖5所示。竹片被拋離升運鏈前,受到升運鏈的慣性力Fg和支持力Fn,竹片具有離心力Fr,竹片與升運鏈之間具有摩擦力f。建立水平直角坐標系,竹片隨升運鏈運動過程中,作用在竹片質(zhì)心的離心力Fr可由下式得出:
(11)
R=r+h。
(12)
式中:Fr為竹片的離心力(N);m為竹片質(zhì)量(kg);vφ為竹片運動速度(m·s-1);R為竹片質(zhì)心半徑;r為升運鏈傳動鏈齒輪分度圓半徑,r=0.07 m;h為竹片質(zhì)心距升運鏈上表面高度(m)。
當Fr≥FG時,即:

(13)
(14)
式中:FG為重力在離心力反向方向的分力(N);θ為竹片與升運鏈表面切線方向夾角(°)。

圖5 頂端拋送竹片過程力學模型Fig. 5 Mechanical model of bamboo slices
竹片脫離升運鏈,沿拋物線軌跡運動。假設(shè)竹片脫離升運鏈時θ→0,竹片運動方向與升運鏈線速度方向相同,分以下2種情況(圖6)對拋物線軌跡進行討論(劉金萍等,2010)。
1) 當升運鏈運行速度較大,竹片的離心力大于等于重力在離心力反向方向的分力時,即Fr≥FG,θ→0,vφ2/R≥g,此時竹片在升運鏈與驅(qū)動齒輪的相切處Q被水平拋出,如圖6a所示。
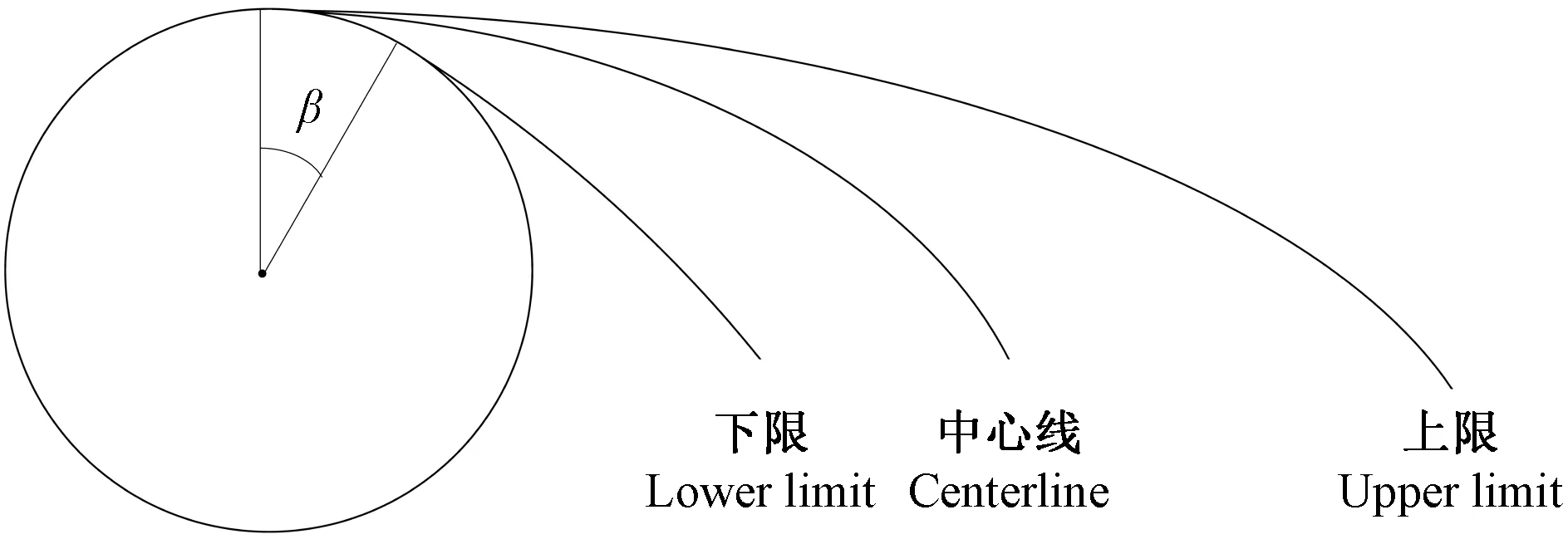
2) 當升運鏈運行速度較大,竹片的離心力小于重力在離心力反向方向的分力時,即Fr 運行角度β由下式確定: (15) 式中:vβ為竹片在分離點P處的速度(m·s-1);β為竹片跟隨升運鏈運行角度(°)。 竹片拋物運動軌跡如圖7所示。根據(jù)運動軌跡上下限,可以合理設(shè)計導向桿結(jié)構(gòu)(符海嬌,2017)。由式(14)、(15)可知,竹片拋物運動軌跡主要與vφ和vβ相關(guān),由于vφ和vβ為升運鏈上竹片不同狀態(tài)下脫離升運鏈的速度,故其大小完全由升運鏈轉(zhuǎn)速控制。 圖6 竹片拋出模型Fig. 6 Throw model of bamboo slices 圖7 竹片拋出軌跡Fig. 7 Throw trajectory model of bamboo slices 在實際生產(chǎn)中,升運鏈驅(qū)動齒輪半徑固定為0.15 m,竹片厚度約0.05 m,即R一定,且升運鏈轉(zhuǎn)速≤3 m·s-1。 1) 當vφ≥1.97 m·s-1時,vφ2/R≥g,即竹片水平拋出,其運動軌跡如圖6a所示; 2) 當vφ≥1.97 m·s-1時,為保證竹片跟隨升運鏈運行角度β≤30°,即vβ2/gR≥cos30°、vβ≥1.3 m·s-1時竹片能夠以斜向下拋出并落至后續(xù)裝置中。綜合以上分析,升運鏈轉(zhuǎn)速1.3 m·s-1≤v≤3 m·s-1。 竹青黃面的顏色和光澤度差異較大(李能等,2014),本研究設(shè)計基于圖像視覺的竹青黃面識別和翻轉(zhuǎn)系統(tǒng)。該系統(tǒng)主要包括圖像采集裝置(工業(yè)高速相機)、光源和自動翻轉(zhuǎn)夾手及多個光電傳感器等,如圖8所示。 圖8 翻面定向裝置示意Fig. 8 Schematic diagram of orientation device 利用臺達公司(Delta Electronics, Inc.)生產(chǎn)的PVS100-C05 MGGAB工業(yè)高速相機(500萬像素),配合配套的PC-BASE機器視覺軟件,實現(xiàn)對竹青黃面的識別檢測。 為提高出料速度,鏈條傳送帶不間斷地將竹片送至工業(yè)高速相機下方,圖像識別系統(tǒng)識別竹黃面朝上時,自動翻轉(zhuǎn)夾手不動作,鏈條傳送帶保持升運鏈轉(zhuǎn)速向前運動將竹片送出; 當識別到竹青面朝上時,鏈條傳送帶暫停輸送,通過PLC程序控制自動翻轉(zhuǎn)夾手夾取竹片,翻轉(zhuǎn)180°使竹片竹黃面朝上。竹青黃面智能識別系統(tǒng)和竹片智能翻轉(zhuǎn)機構(gòu)循環(huán)動作,直至所有竹片檢測完畢。 該系統(tǒng)對竹青黃面的識別速度為每根0.15 s,所檢測竹片寬度5~8 cm,分選轉(zhuǎn)速最大3 m·s-1,以最大轉(zhuǎn)速運行情況下,系統(tǒng)仍有充足時間完成竹片檢測。 以產(chǎn)自福建建甌不同直徑的3~5年生毛竹(Phyllostachysedulis)為試驗材料,先將毛竹按照試驗要求定段、破竹得到新鮮竹片,然后將寬度統(tǒng)一切割為5 cm和7 cm 2類,同時打磨去除邊緣毛刺。依據(jù)1 600、1 700、1 800、1 900和2 000 mm長度分為5組,每組50根竹片。竹片分選定向試驗現(xiàn)場如圖9所示。 圖9 竹片分選定向試驗現(xiàn)場Fig. 9 Directional test of bamboo slice separation 影響竹片分離率的關(guān)鍵技術(shù)參數(shù)為升運鏈轉(zhuǎn)速和傾斜角,同時竹片長度對分選效果也有一定影響,在前期工藝性試驗基礎(chǔ)上,詳細探究3種參數(shù)對竹片分離、定向效果的影響。試驗指標主要包括竹片分離率及竹青黃面識別率。每種長度毛竹試驗組以不同升運鏈轉(zhuǎn)速和傾斜角分別進行3次重復試驗,排除干擾較大的誤差數(shù)據(jù)后,取竹片分離率和竹青黃識別率均值。 竹片分離率ηzi為: (16) 竹青黃面識別率ηs為: (17) 式中:ηzi(i=1為寬度5 cm竹片,i=2為寬度7 cm竹片)為2種寬度竹片的分離率(%);ηs為竹青黃面識別率(%);nmi為進入竹青黃面識別系統(tǒng)前卡槽內(nèi)僅有1根竹片的竹片總和(根);nz為系統(tǒng)識別出竹青黃面的竹片總和(根);ni為一次進入分選機分選的竹片總數(shù)(根);n2為進入竹青黃面識別系統(tǒng)的單根竹片總數(shù)(根)。 4.3.1 不同升運鏈轉(zhuǎn)速對竹片分離、定向效果的影響 當分選機其他參數(shù)不變時,升運鏈轉(zhuǎn)速對竹片分選效果具有較大影響。試驗前,設(shè)定升運鏈傾斜角為35°,選用2 000 mm長竹片為試驗組,試驗過程中通過選擇不同電機轉(zhuǎn)速控制升運鏈轉(zhuǎn)速,保證竹片分離率高于90%。選取升運鏈轉(zhuǎn)速分別為2.90、2.50、2.10、1.70、1.30 m·s-1,每組試驗至少重復3次。剔除異常數(shù)據(jù),按照式(16)、(17)計算各升運鏈轉(zhuǎn)速下竹片分離率和竹青黃面識別率,取平均值,結(jié)果如表2所示。 表2 升運鏈轉(zhuǎn)速對竹片分選定向效果的影響Tab.2 Effect of lifting chain rotating speed on the selection of bamboo slices 由表2可知,竹青黃面識別率與升運鏈轉(zhuǎn)速呈負相關(guān),升運鏈轉(zhuǎn)速較慢,識別系統(tǒng)能夠獲得更為清晰的竹青黃面圖像,竹青黃面識別率較高。 綜合分析可得,竹片分離率隨升運鏈轉(zhuǎn)速加快先上升后下降,竹青黃面識別率隨升運鏈轉(zhuǎn)速加快逐漸下降。故實際作業(yè)過程中,在盡可能加快升運鏈轉(zhuǎn)速的同時,需考慮對分選效率和竹青黃面識別率的影響。 4.3.2 不同升運鏈傾斜角對竹片黏連分離效果的影響 升運鏈基點與最高點的高度差決定升運鏈運動方向與水平面夾角α(簡稱升運鏈傾斜角)。根據(jù)式(10)可知,升運鏈傾斜角對竹片黏連分離效果影響較大。試驗前,選用2 000 mm長竹片為試驗組,設(shè)定升運鏈轉(zhuǎn)速為2.10 m·s-1。選取升運鏈傾斜角分別為45°、40°、35°、30°、25°,每組試驗至少重復3次,取平均值,結(jié)果如表3所示。 表3 升運鏈傾斜角對竹片黏連分離效果的影響Tab.3 Effect of lifting chain inclination angle on bamboo slice separation 由表3可知,當升運鏈傾斜角較小時,竹片容易聚集在升運鏈最低處,因竹片黏連體與升運鏈之間的摩擦力達不到抬升所需摩擦力,故竹片分離效果較差,分離率較低。當升運鏈傾斜角由25°增至45°,竹片分離率提升顯著,5 cm寬竹片分離率從94.1%升至96.3%,7 cm寬竹片分離率從93.3%升至95.5%。但實際生產(chǎn)中,當升運鏈傾斜角過大時,竹片容易從升運鏈卡槽中脫落,無法被提升至升運鏈最高點進入階梯式分離系統(tǒng),因此需要結(jié)合實際,兼顧竹片分離率和輸送效率。 4.3.3 不同竹片長度對竹片黏連分離效果的影響 不同長度竹片,在堆疊狀態(tài)下接觸面面積不同,其相互間摩擦力略有差異,同時不同長度竹片質(zhì)量也不盡相同,根據(jù)振動分離階段黏連竹片分離條件公式Ft/2mg+μ1cosα>μ2cosα,竹片質(zhì)量和相互間摩擦力對竹片黏連分離具有交互作用。為明確不同竹片長度對竹片黏連分離效果的影響,試驗前,設(shè)定升運鏈傾斜角為35°,升運鏈轉(zhuǎn)速為2.10 m·s-1。由于工業(yè)利用的竹片長度通常為1 500~2 000 mm,故選取竹片長度分別為1 600、1 700、1 800、1 900、2 000 mm,每組試驗至少重復3次,取平均值,結(jié)果如表4所示。 表4 不同竹片長度對黏連分離效果的影響Tab.4 Effect of different bamboo length on separation efficiency 由表4可知,隨著竹片長度增加,竹片分離率先上升后下降,但相比升運鏈轉(zhuǎn)速和傾斜角對竹片黏連分離的影響較小。1 600~2 000 cm寬竹片分離率基本達到工業(yè)要求的95%以上分離率。 4.4.1 試驗設(shè)計 在完成升運鏈轉(zhuǎn)速、升運鏈傾斜角、竹片長度3種參數(shù)的單因素試驗后,以5 cm寬竹片為試驗樣本,以竹片分離率為試驗特征值,將升運鏈轉(zhuǎn)速、升運鏈傾斜角、竹片長度3種因素分別設(shè)置5個水平,運用二次回歸正交旋轉(zhuǎn)組合設(shè)計優(yōu)化試驗,各因素范圍為: 升運鏈轉(zhuǎn)速1.5~2.7 m·s-1、升運鏈傾斜角25°~45°,竹片長度1 600~2 000 mm。通過F檢驗得出3組因素對竹片分離效果影響的顯著性水平,進而在約束條件下求解出3組因素的最優(yōu)解。試驗因素及水平如表5所示。 表5 影響因素及水平Tab.5 Level table of influence factor 每組試驗重復3次,取平均值,結(jié)果如表6所示。 4.4.2 結(jié)果分析 采用Design-Expert 11軟件對試驗結(jié)果進行二次回歸分析,并進行多元回歸擬合,得到竹片分離率Y的回歸方程如下: Y=95.70+0.634 4x1-0.391 7x2-0.231 7x3+ 0.287 5x1x2-0.262 5x1x3+0.087 5x2x3+ 0.043 4x12-0.221 8x22-0.734 4x32。 (18) 由表7可知,回歸方程的失擬性檢驗F1=2.28,P=0.143 6,表示失擬性差異不顯著; 回歸方程的顯著性檢驗F2=17.10,P<0.000 1,表示回歸方程為極顯著,即回歸方程的預測值與實際值吻合度較好,回歸方程較為合理。 F越大,表明試驗因素對評價指標的影響越大,三因素對竹片分選效果的影響順序為升運鏈傾斜角>升運鏈轉(zhuǎn)速>竹片長度。 4.4.3 試驗結(jié)果的響應(yīng)面分析 采用Design-Expert 11軟件對數(shù)據(jù)進行處理,得到升運鏈傾斜角x1、升運鏈轉(zhuǎn)速x2、竹片長度x3之間的顯著和較顯著交互作用以及對竹片分離率Y的影響。圖10 ~12分別為各因素間響應(yīng)曲面和等高線。 由圖10A可知,當升運鏈傾斜角一定時,竹片分離率Y隨升運鏈轉(zhuǎn)速增加先增大后減小,最優(yōu)升運鏈轉(zhuǎn)速范圍為1.6 ~2.1 m·s-1; 當升運鏈轉(zhuǎn)速一定時,竹片分離率Y與升運鏈傾斜角呈正相關(guān),最優(yōu)升運鏈傾斜角范圍為35°~42°; 其中,升運鏈傾斜角為竹片分離率的主要影響因素。由圖10B可知,升運鏈傾斜角與升運鏈轉(zhuǎn)速的交互效應(yīng)顯著。 表6 各因素對竹片分離效果的影響二次正交旋轉(zhuǎn)組合試驗結(jié)果Tab.6 Experimental results of quadratic orthogonal rotation combination 由圖11A可知,當升運鏈傾斜角一定時,竹片分離率Y隨竹片長度增加先增大后減小,最優(yōu)竹片長度范圍在1 680~1 820 mm之間; 當竹片長度一定時,竹片分離率Y與升運鏈傾斜角呈正相關(guān),最優(yōu)升運鏈傾斜角范圍為35°~45°; 其中,升運鏈傾斜角為竹片分離率的主要影響因素。由圖11B可知,等高線為橢圓形,升運鏈傾斜角與竹片長度的交互效應(yīng)顯著。 由圖12A可知,當升運鏈轉(zhuǎn)速一定時,竹片分離率Y隨竹片長度增加先增大后減小,最優(yōu)竹片長度范圍在1 610~1 720 mm之間; 當竹片長度一定時,竹片分離率Y隨升運鏈轉(zhuǎn)速增加先增大后減小,最優(yōu)升運鏈轉(zhuǎn)速范圍為1.3 ~2.0 m·s-1; 其中,升運鏈轉(zhuǎn)速為竹片分離率的主要影響因素。由圖12B可知,等高線為近似圓形,升運鏈轉(zhuǎn)速與竹片長度的交互效應(yīng)不顯著。 4.4.4 參數(shù)優(yōu)化與驗證 采用Design-Expert 11軟件中的優(yōu)化模塊對3種因素進行約束條件下的求解,根據(jù)對響應(yīng)面的分析以及竹片分選作業(yè)實際工作條件和性能要求,選擇優(yōu)化約束條件為: YMaxY1(x1,x2,x3), (19) 表7 竹片分離率Y方差分析①Tab.7 Y-variance analysis of bamboo slice separation rate 圖10 Y=f(x1,x2)的響應(yīng)面(A)和等高線(B)Fig. 10 Response surface(A) and contour map(B) of Y=f(x1,x2) 圖11 Y=f(x1,x3)的響應(yīng)面(A)和等高線(B)Fig. 11 Response surface(A) and contour map(B) of Y=f(x1,x3) 通過優(yōu)化求解,得到竹片升運鏈轉(zhuǎn)速1.6 ~2.0 m·s-1、升運鏈傾斜角35°~42°、竹片長度1 750~1 850 mm時,竹片分離輸送效果最好,竹片分離率達96.5%~96.8%。 按照上述優(yōu)化工藝參數(shù),結(jié)合作業(yè)現(xiàn)場實際條件以及較好的竹青黃面識別率,選定竹片粗銑連續(xù)化定向進料系統(tǒng)的主要作業(yè)參數(shù)為升運鏈轉(zhuǎn)速2.0 m·s-1,升運鏈傾斜角40°,竹片長度1 800 mm,通過3組驗證性試驗,得到相對應(yīng)的竹片分離率為96.7%,竹青黃面識別率為97.6%,表明相關(guān)優(yōu)化組合合理,能夠滿足現(xiàn)場應(yīng)用需求。 1) 基于振動和階梯分離方式設(shè)計的竹片粗銑連續(xù)化定向進料系統(tǒng),可實現(xiàn)對破竹后成堆竹片的黏連分離、有序定向進料、竹青黃面智能識別定向和粗銑自動進料,為竹片粗銑連續(xù)化定向進料系統(tǒng)研發(fā)提供一種思路。 2) 在竹片粗銑連續(xù)化定向進料系統(tǒng)應(yīng)用試驗中,升運鏈轉(zhuǎn)速1.6~2.0 m·s-1、升運鏈傾斜角35°~42°、竹片長度1 750~1 850 mm,竹片分離輸送效果最好,分離率達96.5%~96.8%; 實際生產(chǎn)中,可選定升運鏈轉(zhuǎn)速2.0 m·s-1,升運鏈傾斜角40°,在上述參數(shù)水平下,對長度1 800 mm竹片的分離效果最佳,分離率達96.7%,竹青黃面識別率達97.6%,竹片分選及竹青黃面識別效果較好,滿足現(xiàn)場應(yīng)用需求。 圖12 Y=f(x2,x3)的響應(yīng)面(A)和等高線(B)Fig. 12 Response surface(A) and contour map(B) of Y=f(x2,x3)
3 竹片識別翻面過程設(shè)計

4 優(yōu)化試驗與結(jié)果分析
4.1 試驗條件

4.2 試驗方案與指標

4.3 單因素試驗分析與討論


4.4 二次回歸正交旋轉(zhuǎn)組合試驗與結(jié)果分析




5 結(jié)論

猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32