圓錐面圓截線路徑的多變量噴涂軌跡優(yōu)化
2022-10-12 05:59:58于永慶
機(jī)械設(shè)計(jì)與制造 2022年10期
關(guān)鍵詞:優(yōu)化
于永慶,曾 勇
(1.鹽城工學(xué)院機(jī)械工程學(xué)院,江蘇 鹽城 224051;2.江蘇大學(xué)機(jī)械工程學(xué)院,江蘇 鎮(zhèn)江 212013)
1 引言
自噴涂機(jī)器人問世以來(lái),就顯示出相對(duì)于傳統(tǒng)手工噴涂的巨大優(yōu)越性,國(guó)內(nèi)外學(xué)者針對(duì)相關(guān)噴涂技術(shù)也展開了一系列的研究,并取得了豐碩的研究成果[1-2]。但面向復(fù)雜曲面的機(jī)器人噴涂軌跡規(guī)劃一直是噴涂機(jī)器人技術(shù)研究的熱點(diǎn)和難點(diǎn)[3]。文獻(xiàn)[4-6]針對(duì)船舶曲面噴涂的涂層均勻度優(yōu)化問題,建立了以噴涂速率、噴涂高度和軌跡間距為優(yōu)化參數(shù)的多變量噴涂軌跡優(yōu)化方法,獲得較好的噴涂效果,但并未討論噴槍沿圓弧軌跡動(dòng)態(tài)噴涂的涂層厚度建模方法。文獻(xiàn)[7-8]針對(duì)圓錐面涂層均勻度優(yōu)化問題,提出了一種基于圓錐母線的噴涂軌跡優(yōu)化方法,通過優(yōu)化軌跡上的噴涂速率和噴涂高度獲得了較好的噴涂效果,但受限于噴涂高度的可變范圍,該方法在圓錐面頂端處難以適用。雖然文獻(xiàn)[9]針對(duì)圓錐面上母線噴涂軌跡存在的弊端,提出了一種圓截線噴涂軌跡規(guī)劃方法,但尚未詳細(xì)給出噴槍沿圓弧軌跡動(dòng)態(tài)噴涂的涂層厚度模型,研究還不夠全面。
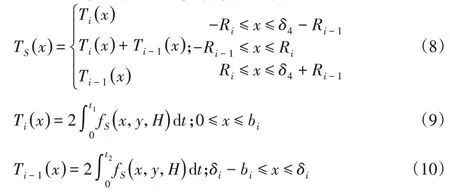
這里針對(duì)圓錐面噴涂的涂層均勻度優(yōu)化問題,首先給出一種等間距的圓截線噴涂路徑生成方法,基于拋物線靜態(tài)噴涂模型,建立噴槍沿圓弧軌跡動(dòng)態(tài)噴涂的涂層厚度分布模型,并建立優(yōu)化目標(biāo)函數(shù)對(duì)噴涂軌跡上的噴涂速率和噴涂高度進(jìn)行優(yōu)化求解,最后在Robotstudio軟件中進(jìn)行仿真實(shí)驗(yàn)驗(yàn)證所提方法的有效性和可行性。
2 靜態(tài)噴涂模型
根據(jù)噴涂工件表面的特征這里選取拋物線模型[10],基于該靜態(tài)垂直噴涂模型,可將噴槍的噴涂高度h考慮為可變參數(shù),如圖1所示,可由微分幾何理論建立噴幅范圍內(nèi)的涂層生長(zhǎng)速率模型:
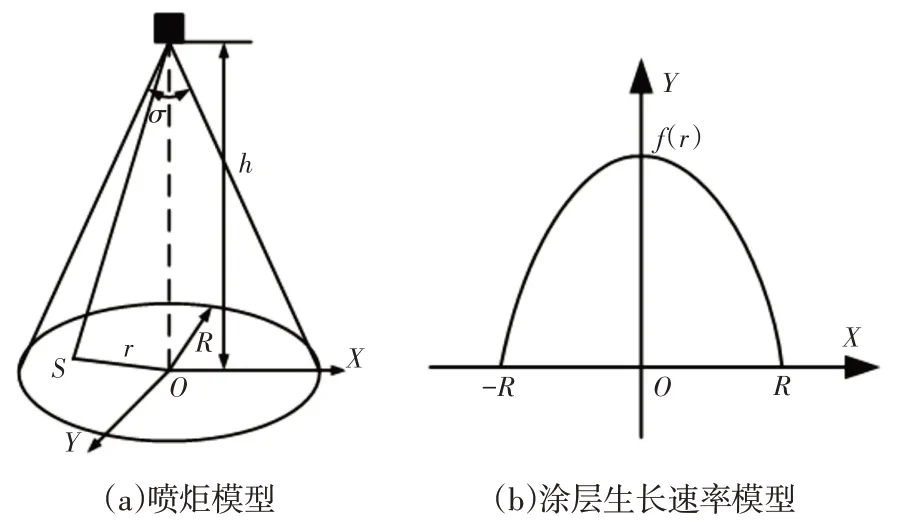
圖1 噴炬模型和涂層生長(zhǎng)速率模型Fig.1 Torch Model and Coating Growth Rate Model

式中:R=h*tan(),R—平面上噴涂半徑;A—常量;h—噴涂高度;α—噴炬張角。
3 噴槍空間路徑生成方法
圓錐面片噴涂軌跡規(guī)劃方式主要有兩種:一種是沿著母線的直線軌跡,另一種是垂直于圓錐軸線的圓截線軌跡。對(duì)于沿著母線的直線軌跡,文獻(xiàn)[8]已運(yùn)用噴槍3D模型對(duì)此問題進(jìn)行求解,這里不再闡述。用垂直于軸線的圓截線規(guī)劃圓錐面上的噴涂軌跡,該軌跡兩側(cè)涂層厚度分布上側(cè)厚、下側(cè)薄,且軌跡平滑符合噴涂機(jī)器人的運(yùn)動(dòng)特性。
3.1 兩種軌跡規(guī)劃方式比較
由于生成的沿母線的直線噴涂軌跡,其噴涂高度h是在許用范圍內(nèi)[hmin,hmax]呈單調(diào)變化,所以只能在噴涂高度h許用范圍內(nèi)的區(qū)域進(jìn)行噴涂,當(dāng)圓錐面高度l1較大時(shí),噴槍移動(dòng)到圓錐面頂端時(shí),此時(shí)的高度h可能會(huì)超出許用范圍,導(dǎo)致涂層厚度均勻性變差,如圖2(a)所示。對(duì)于如圖2(b)所示的短粗型圓錐面,沿母線規(guī)劃噴涂軌跡,噴槍轉(zhuǎn)彎次數(shù)過多會(huì)增加噴涂時(shí)間,在噴涂流量一定的前提下也會(huì)導(dǎo)致涂料的浪費(fèi),也會(huì)降低噴涂效率;而沿圓截線規(guī)劃噴涂軌跡可以有效規(guī)避掉沿母線規(guī)劃噴涂路徑的兩個(gè)弊端,在單一噴涂軌跡上噴涂高度是不變的,可大幅度的提高噴涂效率和涂料的利用率。
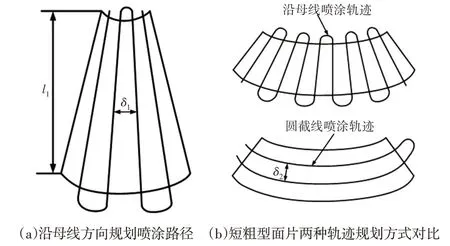
圖2 兩種噴涂軌跡生成方法比較Fig.2 Comparison of Two Spray Path Generation Methods
3.2 沿圓截線噴涂路徑規(guī)劃
為簡(jiǎn)化圓錐面上規(guī)劃噴涂軌跡的復(fù)雜程度,可先將圓錐面擬合成一個(gè)完整的圓錐體,并使圓錐體將圓錐面包絡(luò)在內(nèi),如圖3所示。擬合得到的圓錐體的幾何參數(shù)有底面圓弧半徑D、底面扇形夾角ψ和圓錐高度hs。
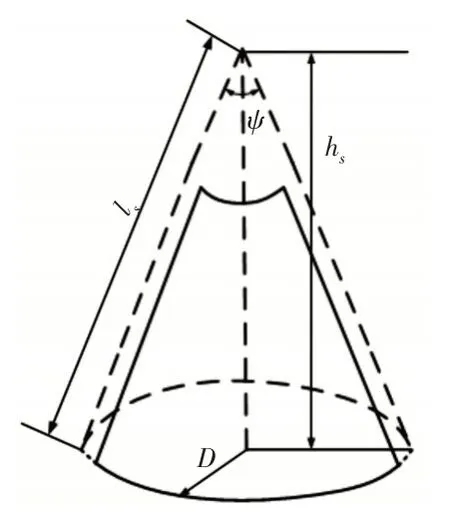
圖3 面片擬合為完整圓錐體Fig.3 Patch Fit to Full Cone
則圓錐體母線長(zhǎng):lS=
如圖4(a)所示,在對(duì)圓錐體進(jìn)行切割之前首先需要確定平面p1、p2的位置。以圓錐體底面所在平面為p0,垂直于圓錐體軸線且過其頂點(diǎn)的平面為p3;以滿足最小涂層厚度值為要求,沿噴涂軌跡曲率半徑方向獲得噴涂軌跡到允許的最小涂層厚度位置點(diǎn)的距離d1、d2;p0沿著圓錐體軸線方向向上平移距離d3既得平面p1,同理將p3向下平移距離d4得平面p1。最后對(duì)剩余母線長(zhǎng)進(jìn)行n等分。
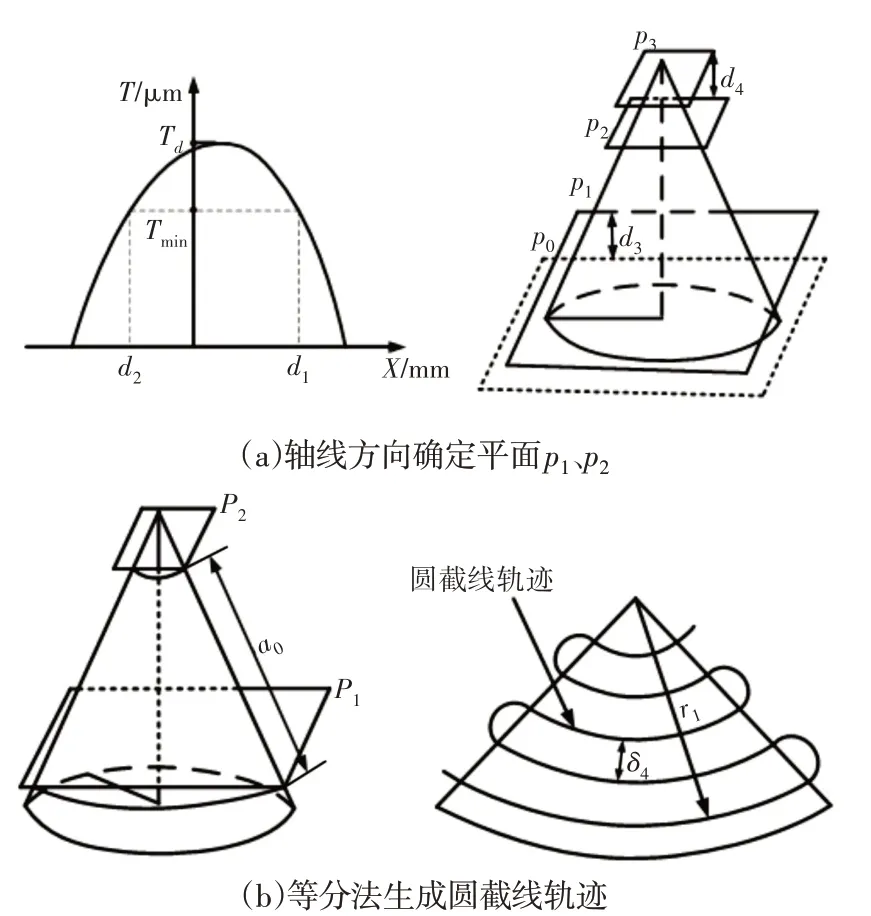
圖4 生成圓截線噴槍軌跡Fig.4 Generate the Gun Track of the Circle Section Line

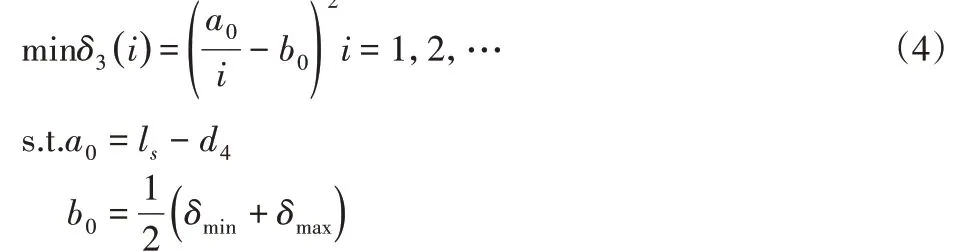
為確保n等分后的間距δ4∈[δmin,δmax],取等分后相鄰圓截線間距與b0差的平方值最小作為目標(biāo)函數(shù)。
等分結(jié)束后利用一系列平行平面與圓錐面求取截交線,這些生成的截面線即為噴槍中心空間軌跡在圓錐面上的投影,將各截面線首尾以切圓弧橋接即可得到圓錐面上的噴槍軌跡。由于在噴涂過程中,噴槍中心(TCP)垂直于圓錐面上噴涂軌跡中任意一點(diǎn)所在的切平面,用單位法向量n表示,且每段軌跡上的噴涂方向保持不變,故根據(jù)工件表面的法向量可以獲得噴槍的實(shí)際噴涂點(diǎn)位置與方向,具體,如圖4(b)所示。對(duì)各截面線沿法向偏置到一定高度,進(jìn)行路徑橋接,從而構(gòu)成圓錐面上完整的噴槍空間圓弧線軌跡。
4 噴涂軌跡優(yōu)化
由于圓錐面上曲率隨著母線單調(diào)變化,為了便于分析圓錐面上涂層厚度的疊加和噴槍軌跡優(yōu)化目標(biāo)函數(shù)的建立,可將圓截線軌跡看成斷開的螺旋線線段,噴槍的一條空間軌跡可定義為噴槍經(jīng)過的一系列點(diǎn)的集合。為了保證噴涂區(qū)域內(nèi)涂層厚度的均勻性,需要對(duì)噴槍速率v、噴涂高度h優(yōu)化,噴槍沿圓截線軌跡噴涂時(shí),在圓錐面上形成的涂料覆蓋范圍投影到平面上是一橢圓形,根據(jù)噴涂工藝要求,噴槍沿曲線的切線方向運(yùn)動(dòng),即噴槍橢圓模型的長(zhǎng)軸方向與曲線的切線方向一致,短軸方向與曲線的法線一致,且噴槍在每一段軌跡上是勻速的,即噴槍沿曲線方向的線速度大小不變。
通常情況下,對(duì)于生成的圓截線噴涂軌跡,噴槍沿軌跡運(yùn)行過程中截面圓半徑是變化的,所以噴涂模型也是變化的,優(yōu)化的路徑參數(shù)也是變化的。
為了降低問題的復(fù)雜性,這里將噴涂軌跡分割為n段,相鄰兩段路徑之間的距離δ4,并設(shè)定每段軌跡上的噴涂速率恒定,具體,如圖5(a)所示。因此在優(yōu)化噴涂參數(shù)時(shí)可具體分析第i段路徑和前一段路徑上涂層厚度的疊加情況,此時(shí)噴槍速率為vi-1和vi,噴涂半徑為Ri-1和Ri。為計(jì)算第i段軌跡所在圓半徑,可將圓錐面展開成一扇形面,在扇形面上進(jìn)行計(jì)算,如圖5(b)所示。
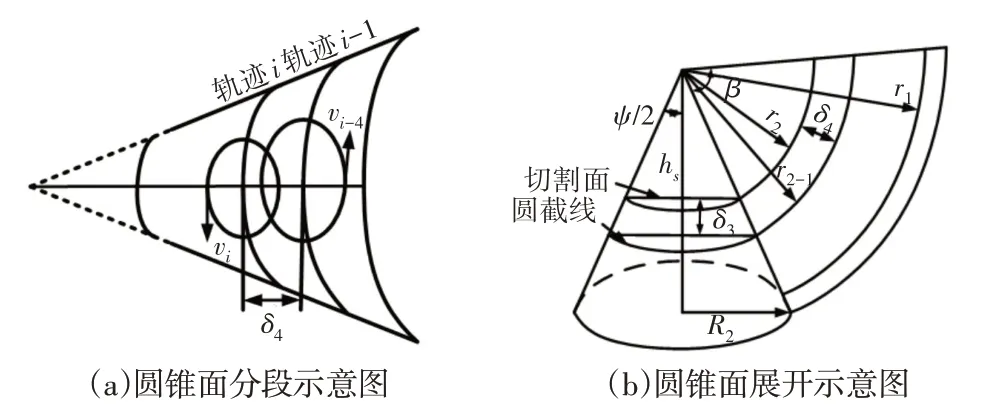
圖5 圓錐面分段和展開示意圖Fig.5 Section and Expansion Diagram of Conical Surface
其中,
根據(jù)圖6所示,當(dāng)噴槍沿圓弧路徑軌跡動(dòng)態(tài)噴涂時(shí),噴槍速率方向?yàn)閳A弧路徑的切線方向,噴槍在圓弧路徑軌跡上的動(dòng)態(tài)噴涂速率為v,噴槍在掃掠過噴幅范圍內(nèi)任意一點(diǎn)S上的噴涂速率為vS,點(diǎn)S所在圓弧的曲率半徑為rS,以圓弧路徑曲率半徑方向?yàn)閤軸,噴槍速率方向?yàn)閥軸建立直角坐標(biāo)系,O點(diǎn)為噴槍中心的投影點(diǎn),其中l(wèi)CD表示點(diǎn)S被噴槍掃掠過的弧長(zhǎng),基于式(1),通過對(duì)時(shí)間t求積分,則S點(diǎn)的涂層厚度為:
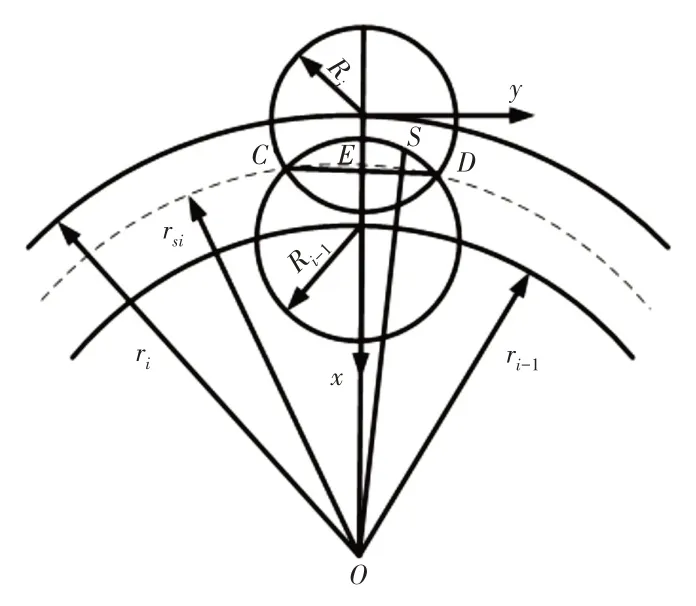
圖6 任意一段圓弧軌跡動(dòng)態(tài)噴涂Fig.6 Dynamic Spraying of Any Arc Trace
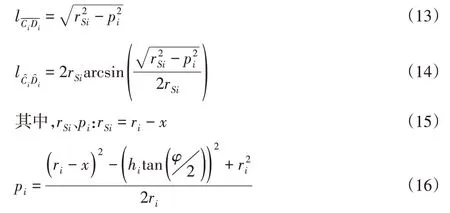
其中,第i條軌跡點(diǎn)S上的噴涂速率和坐標(biāo)值為:

第i條軌跡點(diǎn)S所經(jīng)歷的弦長(zhǎng)及弧長(zhǎng)分別是:
第i條軌跡點(diǎn)S所經(jīng)歷的噴涂時(shí)間為:

同理可得到第i-1條軌跡上點(diǎn)S所經(jīng)歷的噴涂時(shí)間為:
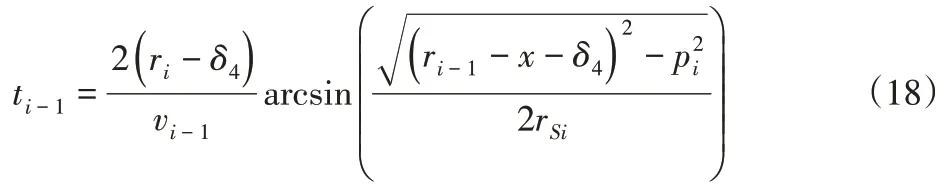
式中:Ti-1(x)和Ti(x)—噴涂時(shí)兩相鄰軌跡上S點(diǎn)的涂層厚度;ti-1和ti—兩相鄰噴涂軌跡上噴槍在S點(diǎn)噴涂時(shí)間的一半;t—噴槍從C點(diǎn)運(yùn)動(dòng)到點(diǎn)D的時(shí)間。vSi—噴槍所在圓弧處切向速率,噴槍沿圓截線曲線軌跡勻速運(yùn)動(dòng)時(shí)的切向速率vi=ωri,其中ω表示噴槍沿曲線軌跡運(yùn)動(dòng)的角速度。因此,圓錐面上涂層厚度除了與噴槍位置和軌跡間距相關(guān)外,還與噴槍運(yùn)動(dòng)角速度有關(guān)。
為了使噴涂區(qū)域內(nèi)的涂層厚度盡可能均勻,取S點(diǎn)的實(shí)際涂層厚度與理想涂層厚度間的方差最小為優(yōu)化目標(biāo)函數(shù):

式中:ΔTd—允許的涂層厚度偏差。
對(duì)上式帶約束的多變量?jī)?yōu)化目標(biāo)函數(shù),可采用模式搜索法進(jìn)行求解,得到各目標(biāo)函數(shù)參數(shù)的優(yōu)化值。
5 仿真試驗(yàn)
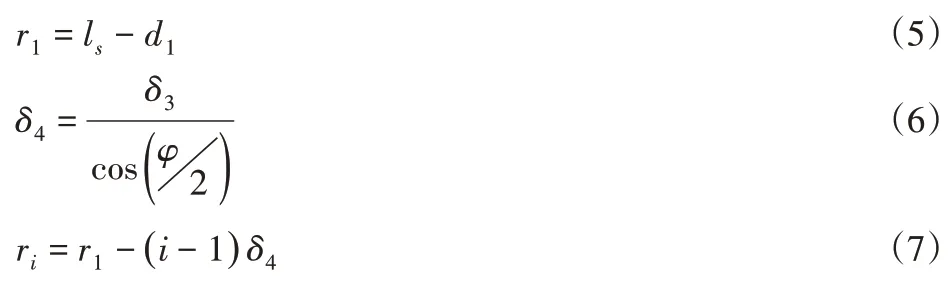
設(shè)理想涂層厚度Td=50μm,允許的涂層厚度誤差ΔTd=10μm,噴槍到工件表面的距離h許用范圍為[161.2,200]mm,噴槍噴射張角φ=28.07°,噴槍噴出的圓錐形涂料底面半徑R的許用范圍為[40.1,50.0]mm,通過平板上的噴涂實(shí)驗(yàn)數(shù)據(jù)得到涂層累積速率為f(r)=(R2-r2)/10(μm/s),優(yōu)化平板上的噴槍軌跡間距范圍為[50.0,60.9]mm。設(shè)擬合后圓錐面底面圓半徑D=240mm,高h(yuǎn)s=180mm,計(jì)算可得ls=300mm,d1=19.7mm,a0=280.3mm,b0=55.45mm,m=5,δ4=56.06。根據(jù)本文提出的噴涂路徑生成方法,在RobotStudio軟件中利用C++進(jìn)行編程,得到噴涂空間路徑,每段圓弧軌跡半徑r1=280.3,r2=224.24,r3=168.18,r4=112.12,r5=56.06,如圖7所示。
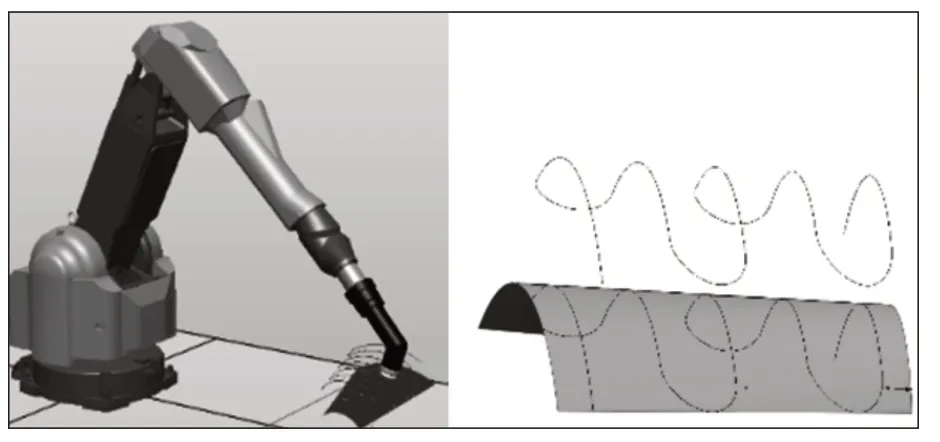
圖7 圓錐面噴涂空間路徑仿真Fig.7 Simulation of Spray Space Path of Conical Surface
以離圓錐面底面邊界最近的圓弧線為種子曲線,設(shè)定沿該段圓弧噴涂時(shí)的噴槍參數(shù),h=200mm,R=50.0mm,并依次優(yōu)化其他軌跡。根據(jù)式(16)優(yōu)化后得到噴涂參數(shù),如表1所示。圓錐面片沿任意母線方向優(yōu)化后的涂層厚度分布,如圖8(a)所示。

表1 優(yōu)化噴涂速度和噴涂高度參數(shù)表Tab.1 Parameter Table of Optimized Spraying Speed and Spraying Height
此時(shí)最大和最小涂層厚度分別為56.12μm和42.17μm;同時(shí)以半徑R=50mm只優(yōu)化噴涂速度為對(duì)照進(jìn)行另一組噴涂試驗(yàn),優(yōu)化后的噴涂速率,如表2所示。沿任意母線方向涂層厚度分布,如圖8(b)所示。此時(shí)最大和最小涂層厚度分別為59.72μm 和41.93μm。
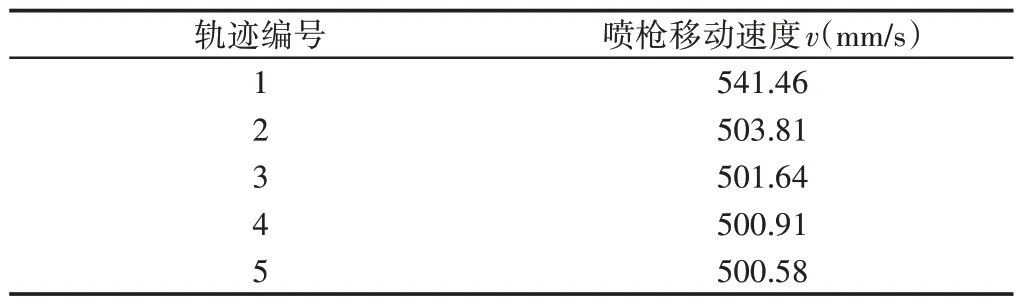
表2 優(yōu)化噴涂速度參數(shù)表Tab.2 Parameter Table of Optimized Spraying Speed
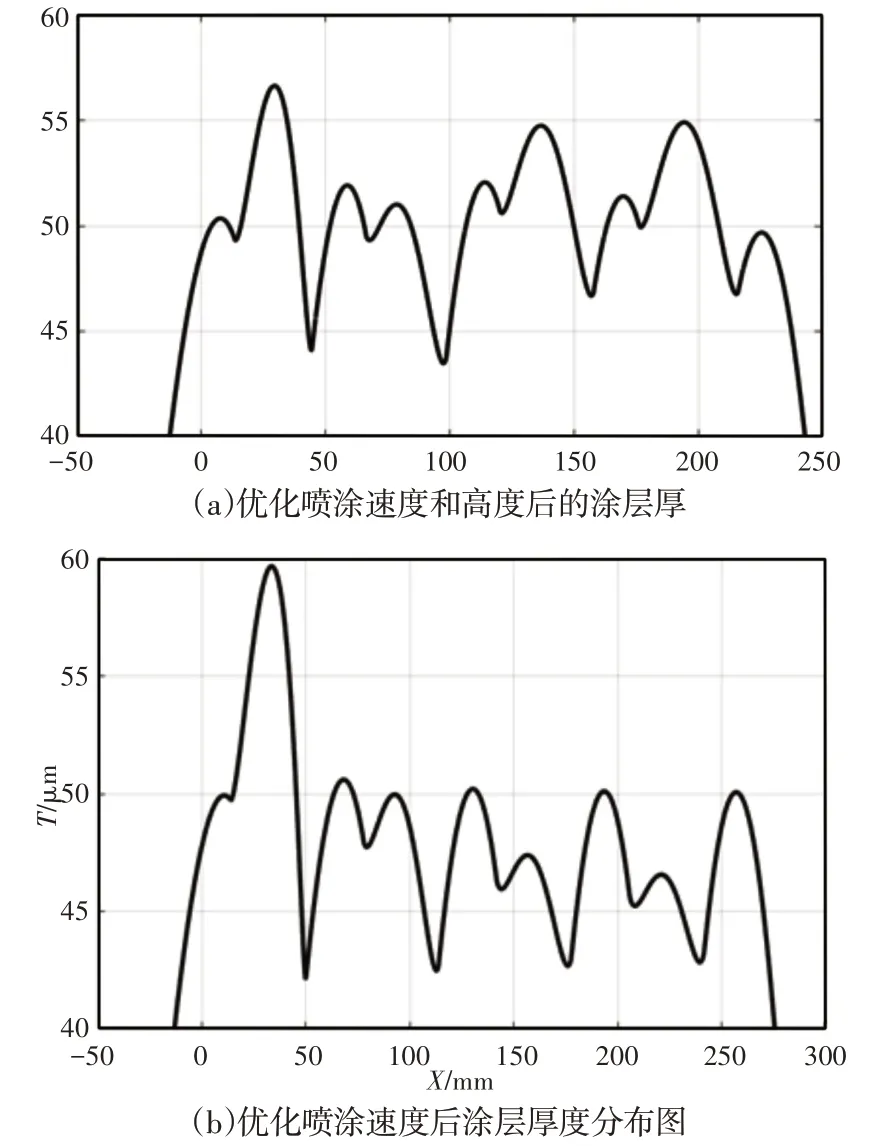
圖8 沿任意母線方向的涂層厚度分布圖Fig.8 Coating Thickness Distribution Along Any Bus Direction
由圖8可以看出,同時(shí)優(yōu)化噴槍移動(dòng)速度和噴涂高度涂層厚度均勻度要明顯好于只優(yōu)化噴涂速度。仿真試驗(yàn)驗(yàn)證了該噴槍數(shù)學(xué)模型和圓弧線軌跡生成方法的可行性和正確性。
6 結(jié)論
這里針對(duì)沿圓截線規(guī)劃圓錐面片時(shí)的軌跡優(yōu)化問題,基于噴槍靜態(tài)噴涂拋物線分布模型,建立圓截線噴涂路徑生成方法,并通過建立目標(biāo)函數(shù)優(yōu)化得到噴涂速率和噴涂高度值,仿真結(jié)果表明:
(1)這里提出的基于圓截線路徑的噴涂軌跡優(yōu)化方法的有效性和有效性。
(2)相比于僅優(yōu)化噴涂速度的單變量噴涂軌跡優(yōu)化,同時(shí)優(yōu)化噴涂速度和噴涂高度的多變量噴涂軌跡優(yōu)化獲得噴涂效果更好。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
今日農(nóng)業(yè)(2020年16期)2020-12-14 15:04:59
消費(fèi)導(dǎo)刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45