大型不銹鋼筒體成型制造技術(shù)及變形控制
2022-09-23 14:07:18祁世讓賀彥鵬黨艷鋒
中國新技術(shù)新產(chǎn)品
2022年12期
陳 銳 祁世讓 賀彥鵬 黨艷鋒
(杭州浙富核電設(shè)備有限公司,浙江 桐廬 311504)
0 引言
不銹鋼大型筒體類零件一般指的是水電、壓力容器、石化、核電等重大裝備領(lǐng)域的重要關(guān)鍵部件。其工藝流程涉及冶金、鍛造、焊接、熱處理、機(jī)械加工、測量等工序流程。其質(zhì)量直接影響重大裝備的運(yùn)行和安全可靠,同時(shí)反應(yīng)了整個(gè)社會(huì)制造體系的健全、水平等綜合能力,是重大裝備制造的重要技術(shù)指標(biāo)。該文主要針對直徑較大、高度較高的筒體進(jìn)行闡述。摸索一條非常規(guī)的不銹鋼大筒體制造技術(shù)路線,保證生產(chǎn)制造的順利進(jìn)行。
1 零件結(jié)構(gòu)說明及工藝性分析
1.1 設(shè)計(jì)及結(jié)構(gòu)說明
材料為奧氏體不銹鋼(S30408)。整個(gè)零件由底板、過渡段、下部筒節(jié)、上部筒節(jié)(含上法蘭)四部分組成,共三條環(huán)焊縫,底板為鍛件,其余均為鋼板;下部筒節(jié)分布6條環(huán)槽,底板的平面度0.1/300mm,整體不超過0.38mm;6條環(huán)槽的同軸度要求0.3mm,如圖1所示。整體焊接完成后,工件整體加工上部法蘭面及內(nèi)壁上段內(nèi)孔。
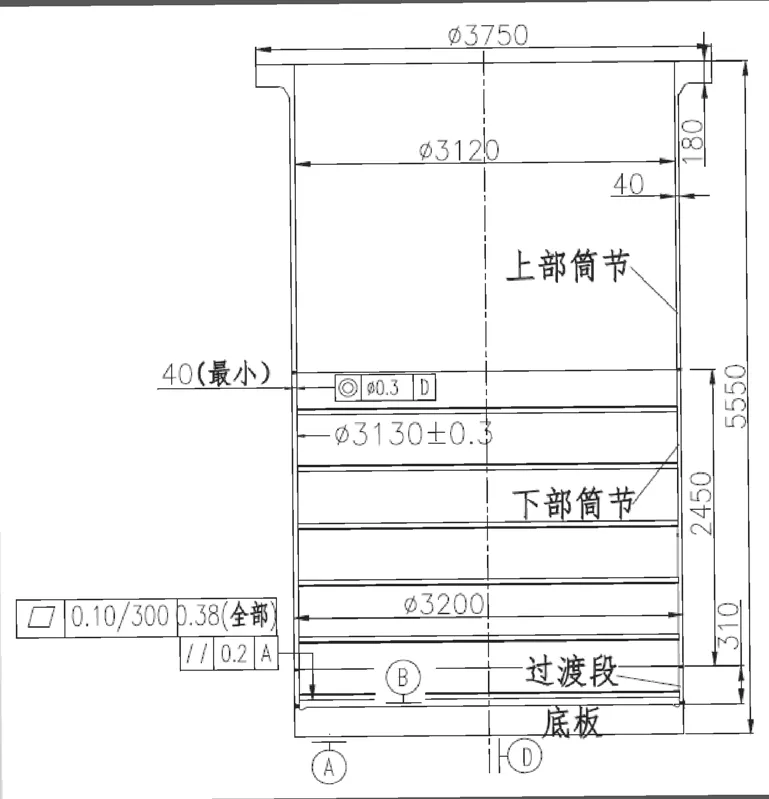
圖1 筒體構(gòu)造示意圖
1.2 制造工藝性分析
底板采用鍛件加工而成,其余各件采用鋼板卷板、焊接而成。因?yàn)楣ぜ搀w較深,且底部平面的形位公差有平面度要求,筒體較深(最深環(huán)槽約2700mm),難以在焊接后加工,因此筒體需要分段由下而上逐段焊接。另外由于下部筒節(jié)分布有6組環(huán)槽,且環(huán)槽在焊接完成后同軸度的控制在0.3mm以內(nèi),所以制造的難點(diǎn)在于對焊接變形的控制,該文采用高效穩(wěn)定的設(shè)備、合理的防變形支撐工裝及底面的變形控制,以達(dá)到設(shè)計(jì)要求;……
登錄APP查看全文
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實(shí)用技術(shù)(2021年1期)2021-02-27 08:26:18
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24