風(fēng)電機組軸承加熱技術(shù)研究
2022-09-22 01:23:26王靛
機床與液壓 2022年3期
王靛
(中車株洲電力機車研究所有限公司,湖南株洲 412001)
0 前言
隨著風(fēng)力發(fā)電機組技術(shù)的進步,機組功率等級不斷增加。陸上風(fēng)電機組功率已經(jīng)達(dá)4 MW,行業(yè)最新數(shù)據(jù)顯示5、6 MW都會出現(xiàn);海上風(fēng)電功率等級超過10 MW。隨著機組功率等級增加,主軸承的尺寸與質(zhì)量也越來越大。軸承、軸承座裝配屬于過盈或過渡配合,所以在裝配過程中均需要加熱膨脹。為保證質(zhì)量,在軸承加熱過程中需要嚴(yán)格控制軸承的加熱溫度和內(nèi)外圈溫差。目前,常用加熱方法有油浴加熱、電阻爐加熱、感應(yīng)加熱。感應(yīng)加熱又分為變壓器結(jié)構(gòu)式的軛鐵穿過軸承的加熱方式與采用專用線圈的諧振加熱方式。
油浴加熱的優(yōu)點是設(shè)備簡單、成本低、容易控制,缺點是軸承容易受到污染、單個加熱時間長、燃燒后存在有毒氣體危害人體健康、存在火災(zāi)危險,因此該方法沒有在風(fēng)電行業(yè)使用。
電阻爐加熱優(yōu)點是系統(tǒng)簡單、控制方便、成本較低,可以同時加熱多個軸承;缺點是耗電量大、加熱速度慢。風(fēng)電裝配一般采用串聯(lián)式作業(yè),即先將軸承加熱后裝入主軸,在軸承冷卻過程中加熱軸承座,冷卻完成后軸承座加熱完成,裝入軸承座。由于電阻爐加熱速度慢,不適合用于這種串聯(lián)作業(yè)的場合。
軛鐵耦合加熱原理:一個可以開合的軛鐵上繞有線圈,通入交流電,則相當(dāng)于變壓器原邊,軸承套入軛鐵后相當(dāng)于變壓器次邊,原邊通入電流后,通過軛鐵耦合到次邊,軸承相當(dāng)于次邊短路加熱。這種加熱方式的優(yōu)點是適應(yīng)性很強,只需將軸承套在軛鐵上即可加熱,可適用于多種尺寸;缺點是軛鐵小、與軸承內(nèi)外圈間漏磁大、效率低并且對周邊的金屬及電子產(chǎn)品產(chǎn)生影響。由于大型軸承加熱速度慢,并且無法準(zhǔn)確保證內(nèi)外圈溫差,存在吃掉游隙滾子受壓的風(fēng)險,這類加熱器不建議用于大型風(fēng)電主軸承。
諧振電源加熱主要分為晶閘管、MOSFET、IGBT 3種開關(guān)器件形式。晶閘管優(yōu)點是價格低,缺點是效率低、諧波大、對電網(wǎng)不友好。MOSFET優(yōu)點是開關(guān)速度更快、輸入阻抗低、驅(qū)動功率小、工作頻率高;缺點是電流容量小、耐壓低,一般用于10 kW以下的電源。IGBT優(yōu)點是開關(guān)速度快、損耗小、開關(guān)頻率高、具有耐脈沖電流沖擊能力、通態(tài)壓低;缺點是成本較高、驅(qū)動電路復(fù)雜、對應(yīng)用技術(shù)要求高。
結(jié)合感應(yīng)加熱技術(shù)特點與風(fēng)電機組主軸承加熱工藝需求,從感應(yīng)加熱原理、感應(yīng)加熱設(shè)備方案、運行試驗結(jié)果等方面,開發(fā)一套一拖二的全數(shù)字化IGBT諧振電源加熱設(shè)備。
1 感應(yīng)加熱原理
感應(yīng)加熱原理:將被加熱的金屬工件外繞一組感應(yīng)線圈,當(dāng)線圈中流過交流電流時,會產(chǎn)生相同頻率的交變磁通,交變磁通又會在金屬工件上感應(yīng)出電勢,從而產(chǎn)生感應(yīng)電流,感應(yīng)電流在金屬工件中形成短路,工件有一定的電阻從而產(chǎn)生熱量,實現(xiàn)工件加熱。感應(yīng)加熱原理如圖1所示。
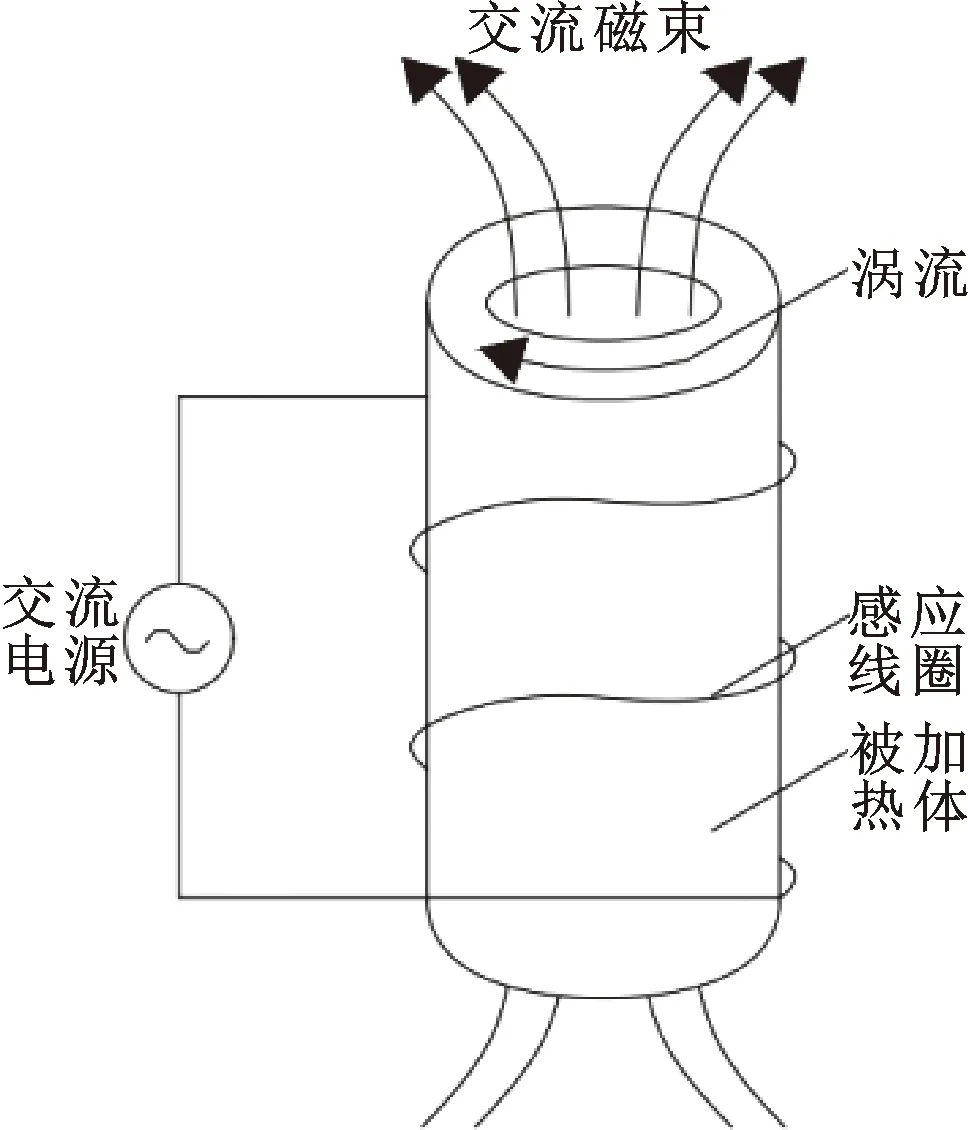
圖1 感應(yīng)加熱原理
諧振的實質(zhì)是電容中電場能與電感中的磁場能互相轉(zhuǎn)換,此增彼減,完全補償。電場能和磁場能的總和時刻保持不變,電源不必與電容或電感往返轉(zhuǎn)換能量,只需要提供電路中電阻所消耗的電能即可。
繞在金屬外面的感應(yīng)線圈中通過交變電流時,會產(chǎn)生同頻率的交變磁通量,工件同時感應(yīng)出感應(yīng)電動勢,由Maxwell方程式可得:

(1)
式中:是線圈匝數(shù),負(fù)號是因為感應(yīng)電勢總是阻止磁通變化。
=Sin
(2)
有效值為

(3)
金屬工件必定有電阻,則金屬工件可以看成導(dǎo)體,感應(yīng)電勢在通過電阻后形成回路,產(chǎn)生渦流,消耗的功率為
=cos=444cos
(4)
根據(jù)焦耳-楞次定律,可得:

(5)
式中:為電流通過電阻產(chǎn)生的熱量(J);為電流有效值(A);為工件等效電阻(Ω);為工件通電時間(s)。
由此可見,感應(yīng)加熱是感應(yīng)線圈把電能傳遞給要加熱的金屬,然后電能在金屬內(nèi)部轉(zhuǎn)換成熱能,感應(yīng)線圈并不與被加熱體直接接觸,能量通過電磁感應(yīng)傳遞。
2 感應(yīng)加熱電源方案設(shè)計
風(fēng)電機組主軸承需要內(nèi)外圈同時加熱來控制游隙,所以要將內(nèi)外圈溫差控制在一定的溫度范圍。因此,采用一拖二的加熱電源方案,即一臺主機同時輸出兩路電源,兩路電源之間需要互相通信彼此的工作狀態(tài)與軸承內(nèi)外圈的溫度,計算溫差是否在設(shè)定范圍內(nèi)。在風(fēng)機主軸裝配過程中不僅要加熱軸承,軸承座、軸套也需加熱,在電源功率設(shè)計時需要按最大工件考慮。
2.1 功率計算
根據(jù)240/900軸承、軸承座的尺寸與質(zhì)量信息(見表1),軸承座最重,可以按其質(zhì)量計算。加熱時間定為30 min,考慮到北方氣溫較低,加熱范圍-10~90 ℃。

表1 軸承與軸承座信息
軸承座需加熱中間與軸承配合部位,根據(jù)能量守恒定理,軸承座所需要的熱量為
=Δ=175×10
(6)
式中:為軸承座材料(碳鋼)比熱容,=465 J/(kg·℃);為質(zhì)量,=3 766 kg;Δ為所需溫升,Δ=100 ℃。
所需功率為

(7)
式中:為電源功率(kW);為加熱所需時間(s);為電源效率。
根據(jù)以上計算,電源1除加熱軸承外圈還需加熱軸承座,因此功率選擇120 kW。電源2用來加熱軸承內(nèi)圈,功率選擇60 kW。
2.2 系統(tǒng)構(gòu)成
整個軸承感應(yīng)加熱系統(tǒng)由工控機、控制單元、功率單元、諧振單元、隔離單元、加熱器、溫度采集系統(tǒng)、控制軟件等組成,系統(tǒng)框圖如圖2所示。
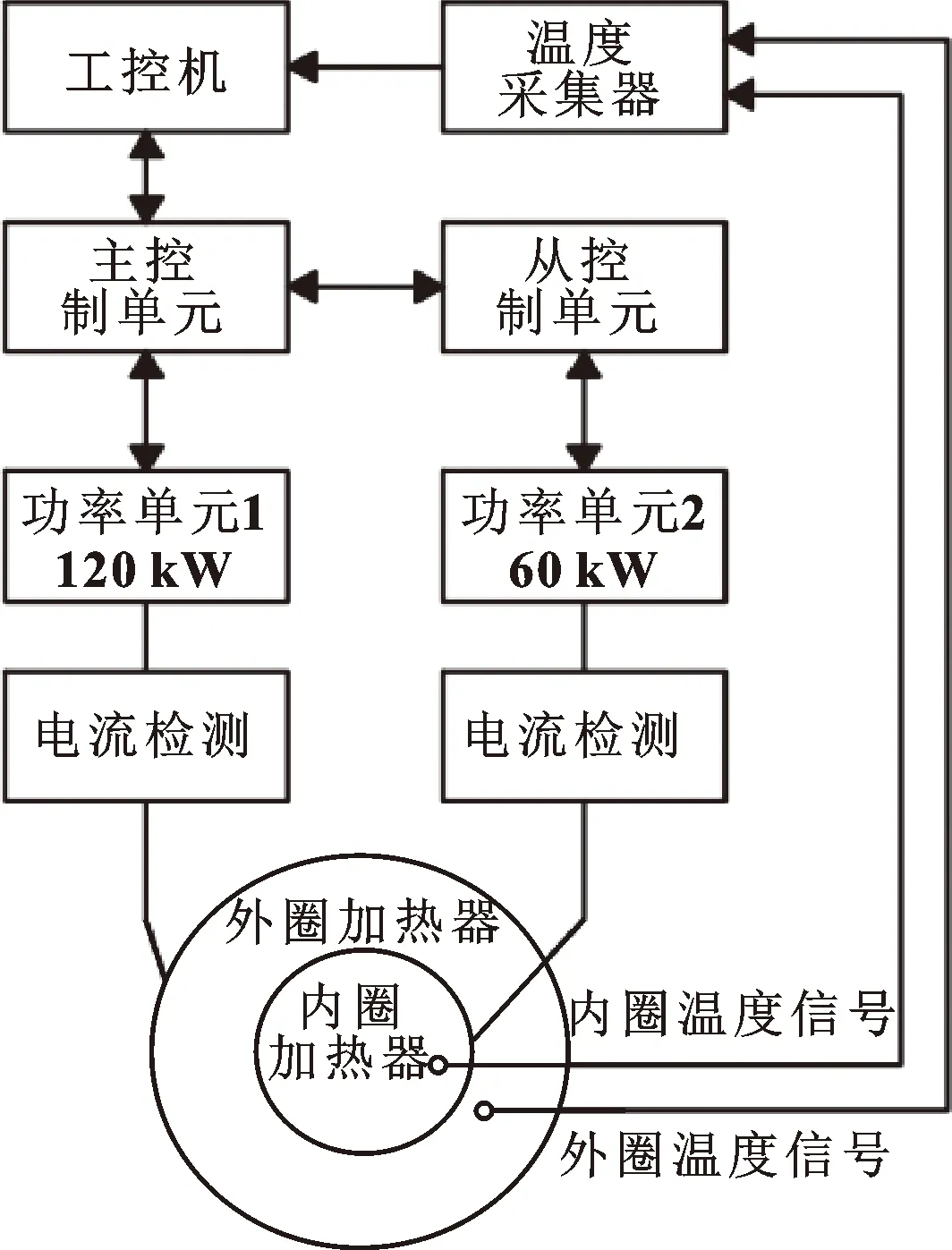
圖2 軸承感應(yīng)加熱系統(tǒng)框圖
3 溫度計算與運行試驗

Δ=+06
(8)
式中:為過盈量,=0.266+0.1=0.366 mm;Δ為膨脹量,Δ=+0.6=0.266+0.1+0.6=0.966 mm。
軸承內(nèi)圈加熱溫度為
=+Δ
(9)

(10)
式中:為軸承加熱設(shè)定溫度(℃);為環(huán)境溫度(℃);Δ為軸承內(nèi)圈溫升(℃);為軸承內(nèi)徑(mm);為軸承鋼的線性膨脹系數(shù)(1/℃),=12.5×10(1/℃)。
取30 ℃、取900 mm,則加熱溫度為
=+Δ=+Δ(×)=1058 ℃
計算內(nèi)外圈溫差。在內(nèi)外圈加熱時需要保證軸承徑向游隙的變化量小于軸承理論的最小游隙,因此需要控制內(nèi)外圈溫差最大值。240/900軸承徑向游隙為0.43~0.56 mm,取0.43 mm。

(11)
式中:Δ為內(nèi)外圈溫差引起的游隙變化量(mm);Δ′為內(nèi)外圈溫差(℃);為軸承外徑(mm);為軸承理論徑向游隙最小值(mm)。
根據(jù)公式(11)可得:

理論上內(nèi)外圈溫差小于31.5 ℃就可以滿足滾子不被擠死的情況,但是為防止加熱探頭采集誤差以及在探頭沒有監(jiān)測到溫度最高點等特殊情況,將溫差設(shè)置為20 ℃較為合理。
按照以上計算結(jié)果,對240/900軸承進行加熱試驗,加熱前在工控機顯示屏上分別設(shè)置外圈與內(nèi)圈目標(biāo)溫度。考慮到在加熱完成后至裝配過程中有一定的時間差,由于自然對流散熱的關(guān)系,這段時間內(nèi)溫度會降低約5 ℃,所以裝配外圈目標(biāo)溫度設(shè)置為90 ℃、最大加熱功率百分比65%,內(nèi)圈目標(biāo)溫度設(shè)置為110 ℃、最大加熱功率百分比46%。通過分別設(shè)置內(nèi)外圈兩組電源的功率百分比值,可以控制內(nèi)外圈加熱的速度,讓外圈溫度升速更快,避免因內(nèi)圈加熱速度過快而使?jié)L子受到擠壓。在軟件里設(shè)置控制算法與保護策略,如某些不確定因素導(dǎo)致內(nèi)圈溫度高于外圈溫度30 ℃時,電源就會停止加熱,報溫度異常故障。根據(jù)不同軸承型號與不同參數(shù),設(shè)置相對的控制與保護參數(shù)。240/900軸承外圈目標(biāo)溫度為90 ℃、內(nèi)圈目標(biāo)溫度為110 ℃,各自的實際溫度(至少3個探頭中的任意最大值)達(dá)到設(shè)定目標(biāo)溫度時,電源控制系統(tǒng)就會進入保溫控制。通過PID恒溫控制算法,讓實際加熱溫度始終保持在目標(biāo)溫度,保持2 400 s后記錄軸承內(nèi)外圈溫度,如240/900軸承加熱溫度記錄表(見表2),軸承外圈溫差控制在6 ℃以內(nèi)、內(nèi)圈溫差控制在3 ℃以內(nèi),滿足軸承加熱技術(shù)要求。

表2 240/900軸承加熱溫度記錄
4 小結(jié)
通過研究加熱原理、研究和對比不同加熱技術(shù),確定采用諧振電源加熱方式。結(jié)合被熱工件的結(jié)構(gòu)、參數(shù)確定加熱設(shè)備功率等級和結(jié)構(gòu)形式。通過開發(fā)一拖二智能化的IGBT數(shù)字感應(yīng)加熱電源,大大提高加熱工作效率。以240/900軸承為例,加熱時間由原來專用軸承加熱器的3 h縮短到0.5 h內(nèi),加熱效率提高了5倍。采用智能化加熱電源后,既能同時加熱內(nèi)外圈,又能監(jiān)測內(nèi)外圈的溫差,不會出現(xiàn)擠壓滾子的情況。采用PID恒溫控制算法,保證了加熱目標(biāo)溫度的精準(zhǔn)度,可提高軸承裝配精度,降低因軸承裝配工藝給整機帶來的可靠性差與壽命短的問題。
