5R60鋁合金焊接接頭微觀組織與力學性能研究*
2022-09-21 01:59:22李清波周古昕李金寶
新技術新工藝 2022年7期
李清波,周古昕,毛 華,李金寶
(1.哈爾濱第一機械集團有限公司,黑龍江 哈爾濱 150000;2.中國兵器工業集團第五二研究所,浙江 寧波 315103)
俄羅斯自20世紀70年代開始含鈧鋁合金的研究,至今已研發出十余種應用于艦船、航天器、特種車輛等領域的高性能工業含鈧鋁合金,至今俄羅斯含鈧鋁合金材料基礎與工程應用研究已基本成熟[1-3]。我國通過中俄合作項目、“十五”規劃項目等先后開展了鋁鈧中間合金、高強高韌可焊含鈧鋁合金板材及配套焊絲等研究,取得了一系列科技成果[4-5]。5R60鋁合金是中國兵器工業集團第五二研究所開發的一種新型高強、耐蝕、可焊鋁合金,合金成分體系在主合金化元素Mg、Zn、Mn、Zr、Ti基礎上添加微量稀土Sc元素,有效地促進和提高了其加工性能和使用性能,已經應用于兵器、艦船及各類有高強耐蝕要求的焊接結構中。5R60鋁合金H131狀態板材在防高速沖擊性能與7xxx系鋁合金相當的情況下,焊接、耐蝕性能突出且由于密度較低而表現出一定的減重效果;H136狀態板材在防爆應用中效果優良,綜合性能明顯優于5059合金。H116狀態5R60板材在較高力學性能條件下,表現出優異的耐海水鹽霧腐蝕及硝酸腐蝕失重性能,尤其適合在船舶和海洋環境下應用,效果優于俄羅斯01561合金。5R60作為高強、耐蝕、易焊鋁合金在未來輕型鋁合金材料先進制造領域具有廣闊的應用前景。
為進一步全面評價5R60鋁合金的焊接性能,本文以13 mm厚5R60鋁合金為研究對象,使用5R59高性能鋁合金焊絲對其進行焊接,并對焊接接頭微觀組織、力學性能進行研究,為5R60鋁合金工程應用提供指導。
1 試驗方案
焊接試驗采用MIG焊接工藝,所用焊絲為中國兵器工業集團第五二研究所研發的φ1.60 mm規格5R59鋁合金焊絲,焊接試板規格為300 mm×150 mm×13 mm。表1為5R60鋁合金板材與5R59焊絲名義化學成分。焊接試板采用“X”型坡口,保護氣體為高純Ar氣,焊接工藝參數見表2,圖1所示為焊接使用的ESAB MIG5000i焊機。

表1 5R60與5R59合金名義化學成分

表2 5R60鋁合金焊接工藝參數
圖2所示為焊接試板及測試試樣取樣示意圖。焊接接頭拉伸性能測試依據標準為GB/T 228.1—2010《金屬材料 拉伸試驗 第1部分:室溫試驗方法》,測試試樣垂直于焊接方向,同時測試4個平行試樣;焊接接頭硬度測試依據為GB/T 27552—2011《金屬材料焊縫破壞性試驗 焊接接頭顯微硬度試驗》,測試位置位于板材中間,測試焊縫中心與母材側熱影響區的顯微硬度。
2 試驗結果與分析
2.1 焊接接頭微觀組織
圖3所示為焊接接頭顯微組織照片,其中WZ為焊縫區,HAZ為熱影響區,BM為母材。熔合區位于熱影響區與焊縫區之間,通常靠近焊縫熔池一側往往形成沿散熱方向的柱狀晶[6]。而在本試驗中,由于5R59焊材與5R60母材成分具有較高適配度,整個焊縫熔池中形成大量與基體共格、高熔點第二相,凝固過程中有足夠的成分過冷存在,只要在低于約1 K的極低過冷度下就可以發生形核[7],焊縫區與熱影響區均形成等軸晶,組織均勻過渡,熔池邊緣未形成柱狀晶。
圖4所示為5R60焊接接頭焊縫區中心位置組織金相,由均勻、細小的等軸晶組成。通過晶粒直徑相對概論分布直方圖(見圖5)分析可知,尺寸分布在7~13 μm之間的晶粒占91.2%,平均直徑為9.6 μm。焊縫區主要由填充焊絲(5R59焊絲)材料焊接時凝固后形成,由于焊接熔池快速結晶,溶質來不及擴散,加之各組元、熔池各部位結晶先后不同,溶質濃度有差異,同時溶質來不及均勻化,從而形成了典型的鑄造組織,這種急冷結晶組織使得焊縫區硬度較低,塑性較差[8-9]。
圖6所示為焊縫區掃描電鏡背散射成像照片,焊縫組織中分布大量初生第二相(見圖6中白色第二相),直徑尺寸小于2.6 μm,由EDS能譜分析結果(見圖7)可知,該相是由Al、Sc、Zr、Ti元素組合形成的多元復合相。
研究表明,當焊縫熔池中含Sc第二相尺寸較小時,極有可能起到晶粒形核核心作用,促進焊縫組織細化,當形成尺寸大于10 μm的初生第二相時,這些較大顆粒的存在可能會對焊縫的力學性能產生不利影響。E. A. Popova等[10]研究指出,由Al、Sc、Zr、Ti元素形成的Al3(ScxZr1-x)、Al3(ScxTi1-x)和Al3(TixZr1-x)等相為L12立方晶格結構,與α(Al)基體具有較高的結構和尺寸匹配度,工業中廣泛應用于鋁合金改性,通過細化晶粒尺寸,降低合金腐蝕敏感性,提高再結晶溫度,提升材料力學性能和焊接性等。Qu Z等[11]使用Al-Mg-Zn-Sc-Zr-Mn焊絲與ER5183焊絲對比焊接7075-T651鋁合金,前者焊接接頭具有較高的接頭強度和延展性,同時表現出更高的抗應力腐蝕性能。
靠近焊縫一側的熱影響區為均勻等軸晶,該區域寬度約為250 μm(見圖3),具有沿母材軋制方向分布的趨勢,且無明顯由Al、Sc、Zr、Ti元素組成的第二相分布。因此該部分等軸晶是在焊接熱輸入作用下形成的再結晶組織,其晶粒直徑相對概論分布如圖8所示,尺寸分布在11~21 μm之間的晶粒占78.7%,平均晶粒直徑為18.4 μm,遠大于焊縫區晶粒尺寸。
圖9所示為焊接接頭拉伸斷口形貌,斷口由大量細小的韌窩組成,具有明顯撕裂棱,屬于典型塑性斷裂,表明焊接接頭具有較高的延展性。
5R60鋁合金焊接接頭焊縫區中Al、Sc、Zr、Ti元素形成的初生第二相尺寸較小,是理想的非均質形核核心,促進焊縫晶粒細化,對提升焊接接頭強度、塑性等綜合性能具有積極作用。
2.2 焊接接頭力學性能
表3為焊接試驗焊接接頭拉伸基本力學性能測試數據,其中最高抗拉強度為367 MPa,平均抗拉強度為358.3 MPa,平均斷后延伸率為12.5%,平均接頭強度系數達0.8,拉伸試樣斷裂位置均位于焊縫區,接頭抗拉強度與斷后延伸率具有一定正相關關系。
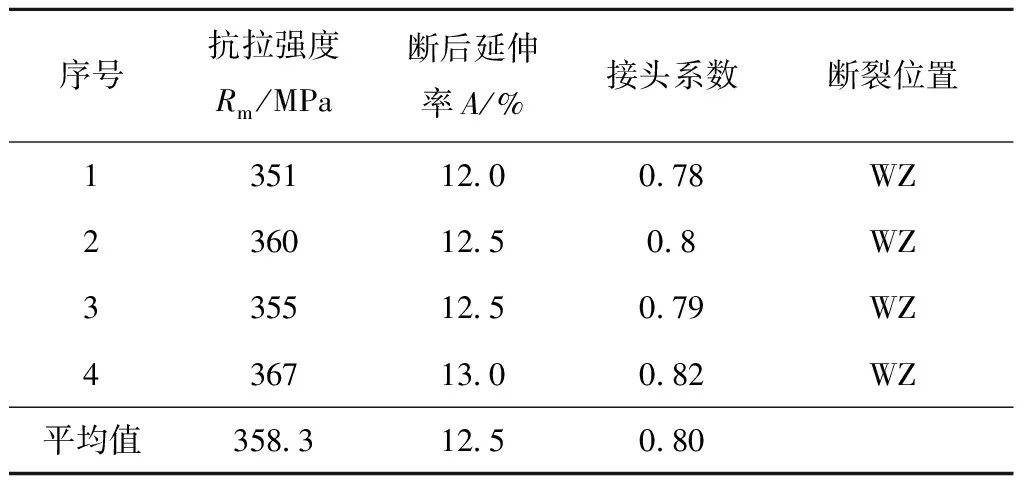
表3 焊接接頭基本力學性能
5xxx系鋁合金焊接依據焊接結構件對焊接工藝性、接頭力學性能和接頭耐蝕性能等的不同要求,通常選用5356、5087和5183等鋁合金焊絲進行焊接。王恩澤等[12]的研究試驗表明,使用ER5087焊絲焊接4和6 mm厚的6082-T6板材,焊接接頭抗拉強度分布在210~260 MPa之間,焊接接頭強度系數為60%~70%,且由于焊接熱循環作用導致母材焊接熱影響區過時效和固溶區的強化相溶解及晶粒粗化,焊接接頭斷裂位置均不在焊縫區。楊明[13]使用ER4043和ER5356焊絲分別焊接14 mm厚的7075-T6鋁合金板材,焊接接頭抗拉強度分別為309.97和267.21 MPa。段浩偉等[14]使用ER5356、ER5087和ER5183焊絲對A7N01S-T5鋁合金進行MIG焊接,試驗結果為采用ER5183焊絲焊接的接頭抗拉強度和斷后伸長率最高,且彎曲性能良好,平均抗拉強度為286.7 MPa,平均斷后延伸率為6.54%。
由上述對比可知,使用5R59焊絲焊接5R60鋁合金的接頭基本力學性能明顯優于當前5xxx系鋁合金焊接技術水平,是一種十分具有廣泛應用潛力的高性能鋁合金焊絲,可進一步開展5R59鋁合金焊絲在兵器、船舶等領域的工程化應用研究。
焊接接頭顯微硬度測試從焊縫中心位置向母材一側依次進行,加載力為200 g,持續時間為15 s,顯微硬度分布曲線如圖10所示。焊縫中心向母材一側6 mm區域為焊縫區,平均硬度為90.5 HV,為接頭性能最薄弱區域。進入母材區后硬度值隨距焊縫中心距離增加快速回升,在距焊縫中心約35 mm處達到母材硬度水平。由此可知,焊接熱輸入對5R60母材性能的影響區域,即熱影響區,寬度實際約為30 mm,而圖3中再結晶組織區域僅為250 μm。
圖11所示為使用含Sc鋁合金焊絲TIG/MIG工藝焊接7xxx系鋁合金板材焊接接頭硬度分布曲線圖[15]。由圖10與圖11對比可知,7xxx系鋁合金由于焊接熱輸入對母材組織的過時效作用,造成焊接接頭存在明顯軟化區,當軟化區硬度低于焊縫區時,拉伸斷口位置可能位于母材區域。5R60鋁合金屬于不可熱處理強化合金,焊接接頭熱影響區中無固溶區和軟化區,性能最薄弱位置通常位于焊縫區或熔合線附近。焊接熱輸入對5R60鋁合金熱影響區的作用機理仍需進一步深入研究。
3 結語
通過上述研究可以得出如下結論。
1)焊縫區內為平均尺寸9.6 μm的均勻等軸晶,該區域內析出大量由Al、Sc、Zr、Ti元素組成的第二相,最大尺寸小于2.6 μm,促進焊縫組織細化,提升焊接接頭強度、塑性等性能。
2)靠近焊縫一側的熱影響區為再結晶等軸晶,再結晶組織區域寬度約為250 μm,平均晶粒尺寸為18.4 μm;焊接接頭斷裂形式為韌性斷裂。
3)5R60鋁合金MIG焊接接頭最高抗拉強度為367 MPa,平均抗拉強度為358.3 MPa,平均斷后延伸率為12.5%,平均接頭系數達0.8,拉伸試樣斷裂位置均位于焊縫區。
4)5R59焊絲焊接5R60鋁合金焊縫區硬度最低,顯微硬度平均為90.5 HV,熱影響區硬度隨距焊縫區距離增大而升高,熱影響區寬度約為30 mm,不存在性能軟化區。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
