質量放大系數對三代輪轂軸承旋壓鉚合仿真的影響
2022-09-21 11:14:58梁天董紹江朱孫科趙興新李洋潘雪嬌蒙志強朱朋
機床與液壓 2022年4期
梁天,董紹江,2,朱孫科,趙興新,李洋,潘雪嬌,蒙志強,朱朋
(1.重慶交通大學機電與車輛工程學院,重慶 400074;2.磁浮技術與磁浮列車教育部重點實驗室,四川成都 610031; 3.重慶長江軸承股份有限公司,重慶 401336)
0 前言
三代輪轂軸承(見圖1)目前在轎車領域運用廣泛,是汽車關鍵零部件之一。相比于傳統輪轂軸承通過螺母將內圈、外圈、滾珠、保持架固定在一起,三代輪轂軸承通過旋壓鉚合工藝將各個零件固定在一起,結構更緊湊、節約了空間、降低了質量。目前,為探究該工藝主要運用有限元仿真的方式。由于三代輪轂軸承具有結構復雜、接觸對較多、收斂困難的特點,主要采用處理高度非線性動力學問題能力更強的顯式算法進行仿真。

圖1 三代輪轂軸承
許多學者對三代輪轂軸承的旋壓鉚合工藝進行了有限元仿真分析。肖耘亞等去掉保持架等非關鍵零件,并將滾珠、外圈等零件設置為剛體,以縮短計算時間,分析了鉚裝力、翻邊的形狀以及內圈的外徑變化。楊軍等人僅考慮了壓頭、大小內圈進行旋壓鉚合仿真,分析了壓頭傾角、保壓時間、壓頭軌跡等因素對三代輪轂軸承的影響。李雪原等僅對小內圈和芯軸進行旋壓鉚合仿真,分析了在不同傾斜角度下,壓頭受到的軸向力和內圈卡緊力。汪潯建立了考慮兩個內圈和法蘭輪轂的接觸模型,進行了輪轂軸承的剛性分析。牛榮軍等利用有限元軟件,仿真分析了僅包含軸端部位和小內圈的旋壓鉚合工藝,分析了該部位應力和應變的特性。由于顯式算法具有計算增量步極小的特點,對旋壓鉚合工藝實際需要的時間較長,仿真難度極大。上述文獻中,對于旋壓鉚合工藝的仿真主要是針對大小內圈部分的分析,未考慮其他零件為彈性體的情況。
李文亞等分析了質量放大系數對攪拌摩擦焊接插入過程的影響。利用質量放大系數,大大減少了仿真計算時間,提高了工作效率。有限元仿真分析是針對三代輪轂軸承旋壓鉚合工藝的重要研究方法。但是,由于旋壓鉚合工藝的實際工作時長、三代輪轂軸承結構特點和工作特點,其仿真耗時極長。本文作者通過仿真分析不同質量放大系數下的旋壓鉚合加工,對比分析三代輪轂軸承小內圈外徑膨脹量、翻邊外徑的差值、鉚裝力情況、小內圈的受載特點和整體應力分布情況,探討質量放大系數對三代輪轂軸承旋壓鉚合工藝的影響,確定合適的質量放大系數。
1 數學模型
1.1 模型參數和邊界條件
在ABAQUS中建立三代輪轂軸承三維模型,考慮到計算量巨大,忽略部分次要零件。在旋壓鉚合工藝中,滾珠相對運動較小,保持架起到隔開作用,受到的載荷較小,則將保持架設置成剛體,且僅保留與滾珠接觸的兜孔和連接兜孔的部位。滾珠的接觸復雜,在滾珠切割后網格質量較差,對計算速度影響極大,但滾珠的接觸載荷等極為重要,保留為彈性體。壓頭剛度相對于其他零件而言較大,故設置為剛體。最終保留為彈性體的有滾珠、大內圈、小內圈、外圈,建立三代輪轂軸承有限元網格模型如圖2所示。各零件的材料屬性如表1所示。同時,對大內圈翻邊部位設置塑性材料屬性。

圖2 三代輪轂軸承有限元網格模型

表1 第三代輪轂軸承單元零件材料屬性
根據實際加工條件,將大內圈的法蘭盤端面固定,對壓頭設置合適的進給速度和旋轉速度。在此次仿真中,為保證旋壓鉚合工藝的合理性,進給量相對于理論厚度增加了0.2 mm,以保證翻邊與小內圈貼合。各個零件通過接觸關系相互連接,滾珠與保持架的接觸設置為無摩擦接觸,滾珠與內外溝道、壓頭與大內圈之間的摩擦因數設為0.12。
旋壓鉚合工藝進給時間為6 s、保壓時間為0.2 s,并考慮在仿真中存在的振動對參數提取的影響,將回退和靜置時間設置為3.8 s,則仿真總時長共10 s。對于以極小穩定增量步計算的顯式求解器而言,該工藝仿真耗時極長,亟需一種可以縮短分析時間的方法,故應適當地考慮質量放大系數。
1.2 質量放大系數
在實際加工中,旋壓鉚合工藝的時間雖然僅有6.2 s,但是在顯式動力學仿真時,由于某結構復雜、網格尺寸限制以及顯式求解時間增量步極短,導致仿真耗時極長,不能在較短時間內得到合適的結果。質量放大作為一種能夠不需要人為提高旋壓鉚合進給速度以減少仿真時間的方法而被考慮。最小穩定時間增量Δ計算公式為
(1)
式中:為模型最小單元長度;為材料的膨脹波速。在三代輪轂軸承的旋壓鉚合工藝仿真中,初始時網格最小單元尺寸出現在滾珠上。對于線彈性材料,膨脹波速為

(2)
式中:為材料的彈性模量;為材料的泊松比;為材料的密度。當材料的密度增加時,材料的膨脹波速降低到原來的1/2次方,隨之,最小穩定時間增量增大到原來的1/2次方。在質量增大后,由于慣性增大,仿真的結果也會受到影響,故需要考慮適當的質量放大系數。
2 仿真結果分析及討論
采用Intel core i9 10900X(3.7 GHz、10核心、20線程,文中仿真為避免死機僅用19線程)進行旋壓鉚合仿真,在沒有考慮質量放大系數的情況下,模型大概要計算20天,計算時間極長,不能用于多種工況的分析以及對旋壓鉚合工藝和三代輪轂軸承結構的優化。在質量放大系數達到10時,模型由于慣性過大會出現過度扭曲、報錯。分別在質量放大系數為10、10、10、10、10時進行仿真,得到不同質量放大系數下,旋壓鉚合仿真工藝仿真總時長如圖3所示。可知:在質量放大系數為10時,仿真總時長為28.63 h;在質量放大系數在10以后時,仿真時間變化減小,且耗時僅幾個小時。
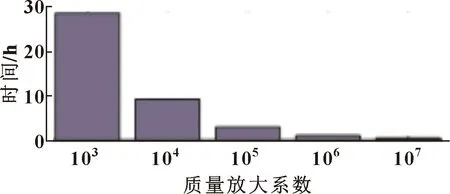
圖3 不同質量放大系數下仿真耗時
2.1 質量放大系數對小內圈軸向位移的影響
在不同質量放大系數下,對小內圈在旋壓鉚合工藝過程中的位移進行研究,結果如圖4所示。小內圈在旋壓鉚合前期,由于受到壓頭的沖擊,產生振動,向上爬升;在旋壓鉚合后期,由于翻邊變形量增大,對小內圈產生下壓作用,故出現明顯的下降,該過程與文獻[2]中現象一致。

圖4 不同質量放大系數下小內圈軸向位移隨時間的變化
在壓頭回退一端后,小內圈穩定處于一個位置,文中將該位置作為小內圈最終的位移量。經分析發現,除質量放大系數為10外,在6.3~6.5 s時,該值趨于穩定,后續可縮短回退及靜置仿真時間,進一步提高計算速度。研究不同質量放大系數下的小內圈的位移量,可知:小內圈最終的位移量隨著質量放大系數增大,逐漸從負值變成了正值;在質量放大系數為10和10時,小內圈的位移量分別為-0.012 882 9、-0.010 564 2 mm,即在相應壓頭進給量作用下,小內圈下降,滾珠和溝道存在擠壓,產生了負游隙。
2.2 質量放大系數對小內圈外徑膨脹量的影響
小內圈在旋壓鉚合加工過程中會發生徑向膨脹,這樣的膨脹對三代輪轂軸承的壽命影響巨大。在不同質量放大系數下,在小內圈的外徑處取若干個點(文中在取翻邊和小內圈各點時,由于取點困難,僅相對均勻地間隔取點,未完全實現同編號為同一點),分析其徑向膨脹量,結果如圖5所示。
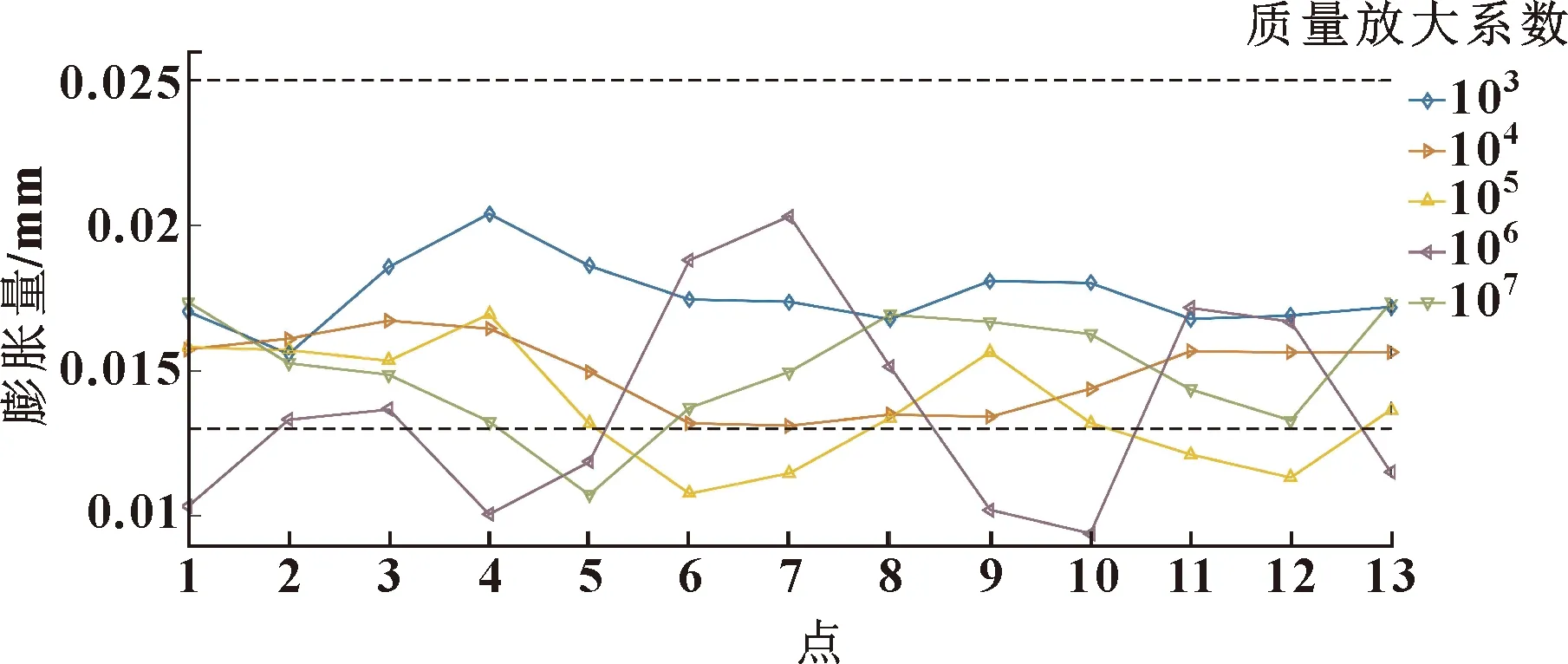
圖5 不同質量放大系數下小內圈外徑膨脹量
由圖5可知:其小內圈外徑的膨脹量均小于實際加工的三代輪轂軸承的外徑膨脹量的最大值;但是,與實際測得的最小值對比時,僅有質量放大系數為10和10時仿真所得到的各點的小內圈外徑膨脹量比實際測得的最小值高;對比不同質量放大系數下的小內圈外徑膨脹量,質量放大系數越小,各點處測得的小內圈外徑膨脹量波動越小,故可以考慮采用較小質量放大系數來進行仿真。綜合對比,質量放大系數為10和10時的小內圈外徑膨脹量更合適。
2.3 質量放大系數對翻邊外徑的影響
將利用不同質量放大系數仿真得到的翻邊外徑減去裝配名義尺寸,并與公差比較,結果如圖6所示。由于進給量設置較大,故翻邊外徑的差值更接近上極限偏差。對比不同質量放大系數仿真得到的翻邊外徑差值,發現僅有質量放大系數為10時,翻邊外徑差值平均值為0.017 mm,其平均值和所取各值總體在公差范圍之內。而質量放大系數為10和10時,靠近上極限偏差,平均值分別為0.022、0.023 mm。在分析模型網格后,認為翻邊部位的網格尺寸較大是原因之一。同時,質量放大系數增大,導致的慣性增大也可能是另一個原因。當質量放大系數過大時,翻邊外徑已經遠離上極限尺寸。
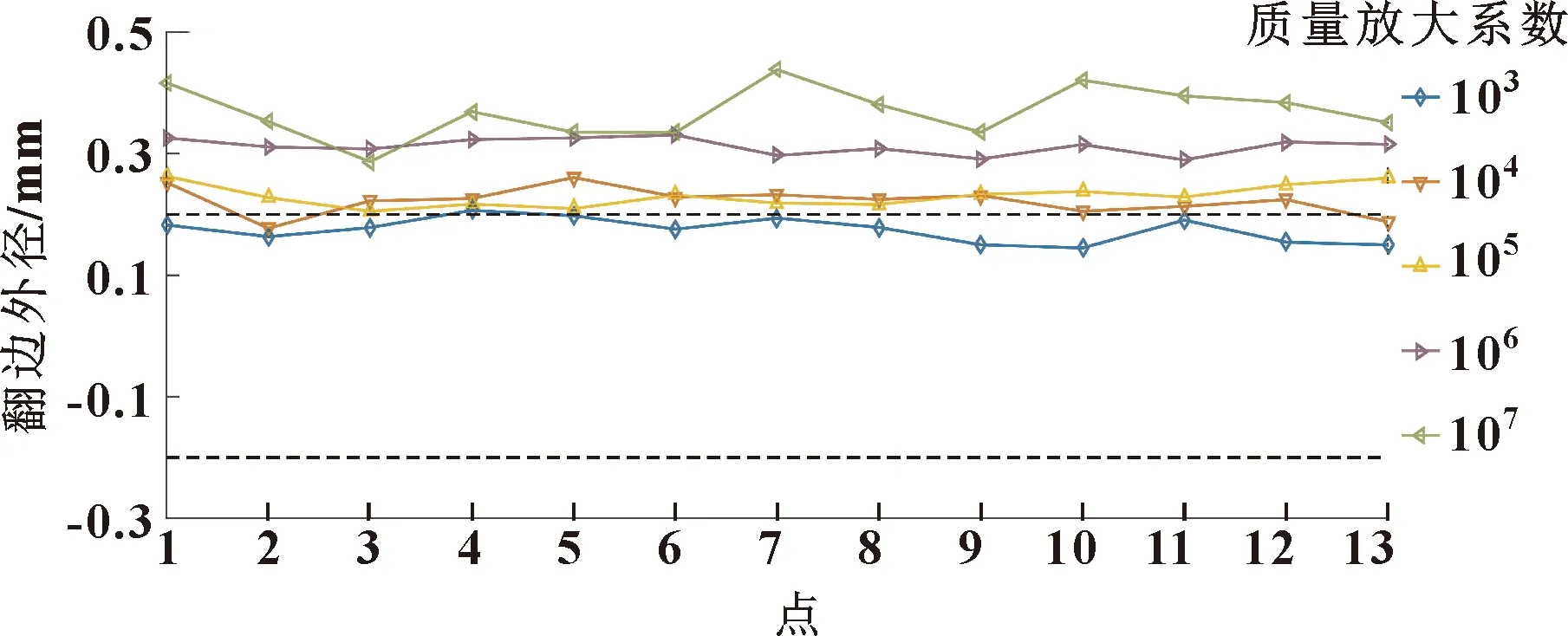
圖6 不同質量放大系數下翻邊外徑
2.4 質量放大系數對鉚裝力的影響
將壓頭受到的反作用力的軸向分力作為鉚裝力。由于=6.2 s以后壓頭與翻邊部位分離,壓頭不受任何載荷作用,故僅對0~6.2 s進行分析,結果如圖7所示。可知:在0~6 s時,壓頭處于旋鉚階段,隨著壓頭與翻邊處的金屬流質接觸面積增大;鉚裝力逐漸增大;在6~6.2 s時,壓頭處于保壓階段,由于翻邊部位發生塑性變形且最終定形,鉚裝力逐漸減小至定值;在6.2~6.3 s時,壓頭回退,脫離與翻邊的接觸,鉚裝力逐漸消失,趨近于0。

圖7 不同質量放大系數下的鉚裝力
總體上看,對于不同的質量放大系數,在整個旋壓鉚合過程中,鉚裝力基本差別較小,這可能是因為雖然有慣性力作用,但是壓頭本身的運動軌跡是固定的,大內圈的自由度也在法蘭盤部位受到限制,沒有設置其余速度、載荷等邊界條件和釋放邊界條件,故質量放大系數對鉚裝力影響相對較小。
2.5 質量放大系數對整體應力和小內圈軸向載荷的影響
在旋壓鉚合加工中,翻邊部位受到的擠壓最大,故應力在該部位集中,如圖8所示。如圖8(a)、(b)所示,在與小內圈倒角接觸的翻邊部位應力最大,故該部位是主要的受載部位,為小內圈提供主要的軸向卡緊力。對比分析不同質量放大系數下的應力,可知在質量放大系數為10和10時,三代輪轂軸承的應力分布較接近,其中最大等效應力分別為501.6、498.5 MPa;其余質量放大系數應力下,三代輪轂軸承應力差別巨大。
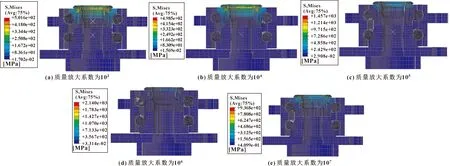
圖8 不同質量放大系數下的應力云圖
對小內圈的軸向受載情況進行分析,結果如圖9所示。其中,小內圈與翻邊的軸向接觸力和大小內圈擠壓變形后內壁的軸向接觸載荷之和應該約等于小內圈與第一排滾珠的軸向接觸合力和大小內圈階梯處的軸向合力之和,如圖10所示。可知:小內圈內壁由于小內圈膨脹后傾斜度較小,其軸向分量極小;與第一排滾珠的軸向接觸載荷隨著質量放大系數的增大而增大,這可能是由于滾珠的自由度沒有受到約束,在質量放大系數增大后,慣性增大,故沖擊力提高。總體的載荷隨著質量放大系數的增大而減小,但質量放大系數在10和10時,總體載荷相差較小,且軸向卡緊力分別為34 134.1、29 324.7 N,隨后載荷減小明顯。故主要考慮質量放大系數在低于10時的分析結果較合理。
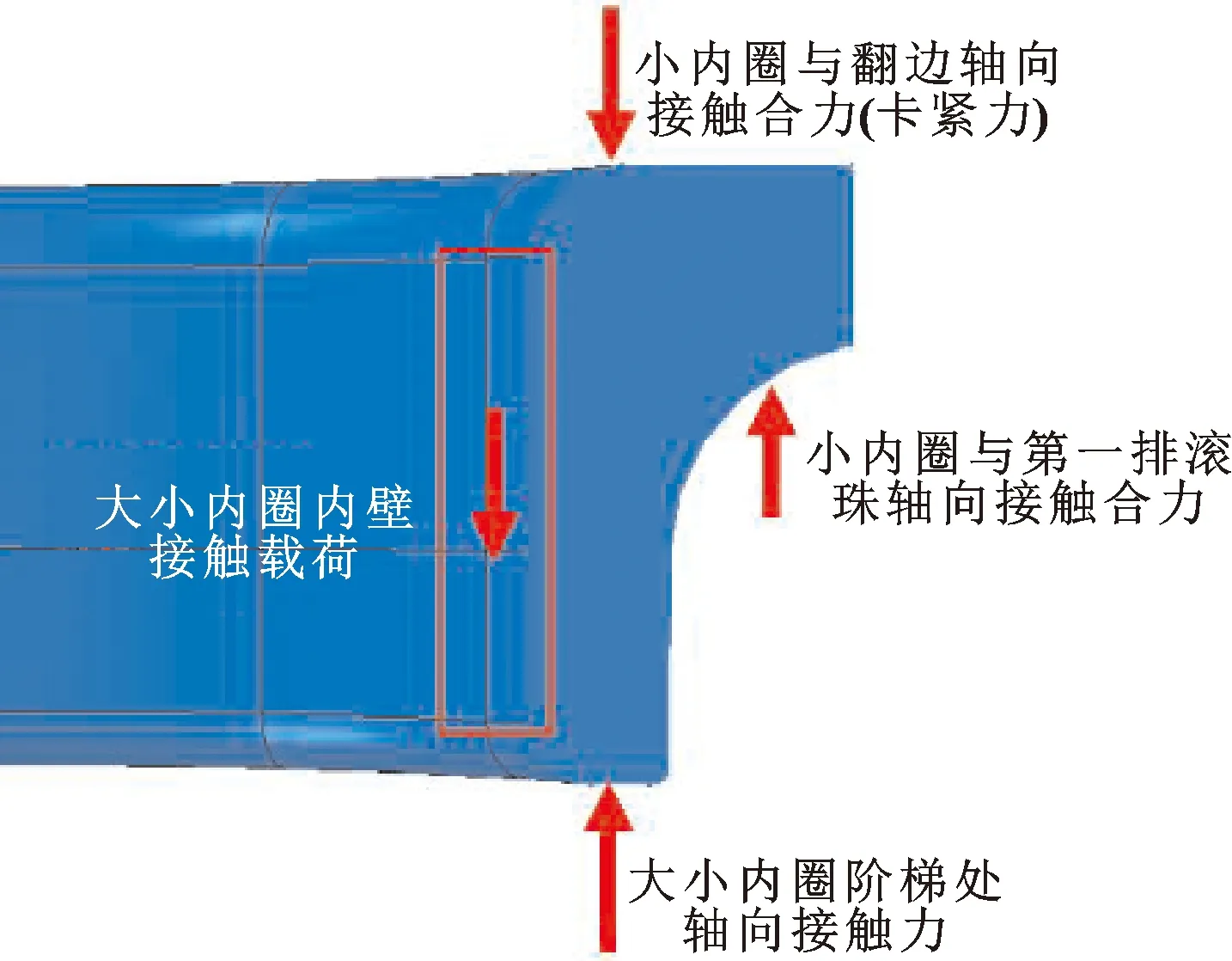
圖9 小內圈軸向受力分析示意

圖10 不同質量放大系數下小內圈的軸向載荷
2.6 模型結果分析和討論
質量放大系數對旋壓鉚合工藝仿真存在影響。從仿真耗時上看,仿真時長隨著質量放大系數增大而降低。
從仿真提取的各數據對比看,在質量放大系數為10和10情況下,小內圈外徑膨脹量均在實測值最大值和最小值之間,且小內圈的受載情況和整體模型的應力分布基本相同。但是,針對翻邊外徑時,僅質量放大系數為10時在公差的上下極限偏差范圍內。在鉚裝力對比時,各質量放大系數所得結果的趨勢和大小均相近。
綜上所述,質量放大系數過大會由于慣性過大等問題導致結果不合理。根據對比分析結果,旋壓鉚合工藝有限元仿真時可以考慮取質量放大系數為10。此外,對于三代輪轂軸承旋壓鉚合仿真,翻邊部位的網格密度同樣影響求解結果。當翻邊部位網格加密后,可考慮利用10的質量放大系數以提高計算速度,可以嘗試將它用于初步分析,為后續更精確的旋鉚仿真分析提供參考。
3 結論
(1) 三代輪轂軸承單元的旋壓鉚合工藝有限元仿真計算量極大、計算耗時長,可考慮利用質量放大系數提高計算速度。
(2) 通過對比分析,發現質量放大系數為10時,仿真結果所受的影響較小;在進行初步分析時,可以考慮取質量放大系數為10,以減少仿真時間,但后續應進一步進行更精確的三代輪轂軸承旋壓鉚合仿真。
(3) 在回退和靜置時間大概約為0.3 s時,小內圈的軸向位移量趨于穩定,鉚裝力為0 N。后續分析時,可以考慮將回退和靜置的時間縮短,以減少仿真時間。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
