基于圖論的船用柴油機(jī)機(jī)身關(guān)鍵孔系加工裝夾方案優(yōu)化
2022-09-21 11:14:48艾杼樺李純金周宏根李國(guó)超馮豐鄭文勝朱明濤曹利平田銳敏劉艷
機(jī)床與液壓 2022年4期
關(guān)鍵詞:關(guān)鍵
艾杼樺,李純金,周宏根,李國(guó)超,馮豐,鄭文勝,朱明濤,曹利平,田銳敏,劉艷
(1.江蘇科技大學(xué)機(jī)械工程學(xué)院,江蘇鎮(zhèn)江 212003;2.陜西柴油機(jī)重工有限公司,陜西興平 713100)
0 前言
機(jī)身屬于薄壁形的殼體零件,結(jié)構(gòu)形狀復(fù)雜,加工的平面、孔多,壁厚不均、剛度低,加工精度要求高,故耗費(fèi)的人力和物力都較大,應(yīng)盡量提高機(jī)身加工效率。在夾緊時(shí),容易產(chǎn)生變形,且在加工和裝夾中容易產(chǎn)生碰傷,故在加工時(shí)需采用相對(duì)的工序集中方法,應(yīng)盡量減少人工搬運(yùn)或裝夾。因此,合理的工藝路線不僅可以節(jié)約制造資源、縮短產(chǎn)品制造周期、降低制造成本,還可以提高產(chǎn)品質(zhì)量和推動(dòng)企業(yè)技術(shù)進(jìn)步,越來越受到企業(yè)的重視。
隨著人工智能的不斷進(jìn)步,遺傳算法、蟻群算法及其混合算法被用于工藝路線優(yōu)化求解。黃華等人將不同特征的加工鏈組合成可行的加工方案集合,然后用遺傳算法對(duì)加工方案排序,以輔助加工時(shí)間最少為優(yōu)化目標(biāo),決策出最優(yōu)的加工方案。高博等人通過分析零件的制造過程,對(duì)加工單元進(jìn)行定義,建立零件的裝夾規(guī)劃數(shù)學(xué)模型,進(jìn)而提出了一種面向制造特征的基于公差推理的裝夾聚類規(guī)劃方法。黃風(fēng)立等根據(jù)零件的加工特征,定義了加工操作單元,建立零件的裝夾規(guī)劃模型,提出了集成順序優(yōu)先約束的多態(tài)蟻群求解裝夾規(guī)劃的優(yōu)化算法。許本勝等從零件幾何尺寸和公差規(guī)范著手,闡述了基于圖論的計(jì)算機(jī)輔助裝夾規(guī)劃方法。上述研究主要是針對(duì)工藝路線優(yōu)化的研究,通過運(yùn)用不同優(yōu)化算法圍繞效率、質(zhì)量等目標(biāo)展開研究;但算法比較復(fù)雜,計(jì)算規(guī)模較大且對(duì)企業(yè)資源的布局要求較高。然而,對(duì)于加工特征及其約束條件較少的零件不需要復(fù)雜的算法。
針對(duì)以上問題,本文作者提出一種基于圖論的船用柴油機(jī)關(guān)鍵孔系加工裝夾方案優(yōu)化方法。首先,對(duì)某型號(hào)柴油機(jī)機(jī)身關(guān)鍵孔系加工特征進(jìn)行詳細(xì)的分析,并確定機(jī)身關(guān)鍵孔系加工工藝方案;其次,根據(jù)工序集中原則,提出一個(gè)基于考慮約束條件的圖論法的機(jī)身裝夾路徑方案。機(jī)身孔系加工過程中,機(jī)身裝夾的次數(shù)對(duì)加工效率有較大影響。針對(duì)機(jī)身孔系的結(jié)構(gòu)特性,劃分不同的加工裝夾位置,在每個(gè)加工裝夾位置對(duì)孔系的具體加工進(jìn)行詳細(xì)分析,推導(dǎo)出最佳的裝夾路徑方案。然后,對(duì)機(jī)身關(guān)鍵孔系加工建立VERICUT數(shù)控仿真模型。利用該模型可以實(shí)現(xiàn)機(jī)身關(guān)鍵孔系加工過程的動(dòng)態(tài)仿真,并對(duì)加工過程中的主軸轉(zhuǎn)速和進(jìn)給速度進(jìn)行優(yōu)化;也可以根據(jù)工件的過切問題,夾具與毛坯、刀具與毛坯的碰撞檢查等,對(duì)NC程序進(jìn)行修改,從而高效、高精度地對(duì)零件進(jìn)行加工。
1 關(guān)鍵孔系加工特征分析
船用柴油機(jī)機(jī)身加工特征包括平面及孔系,其中氣缸孔、曲軸孔及凸輪軸孔孔系加工為關(guān)鍵工序。涉及柴油機(jī)機(jī)身關(guān)鍵孔系的加工特征如圖1所示。
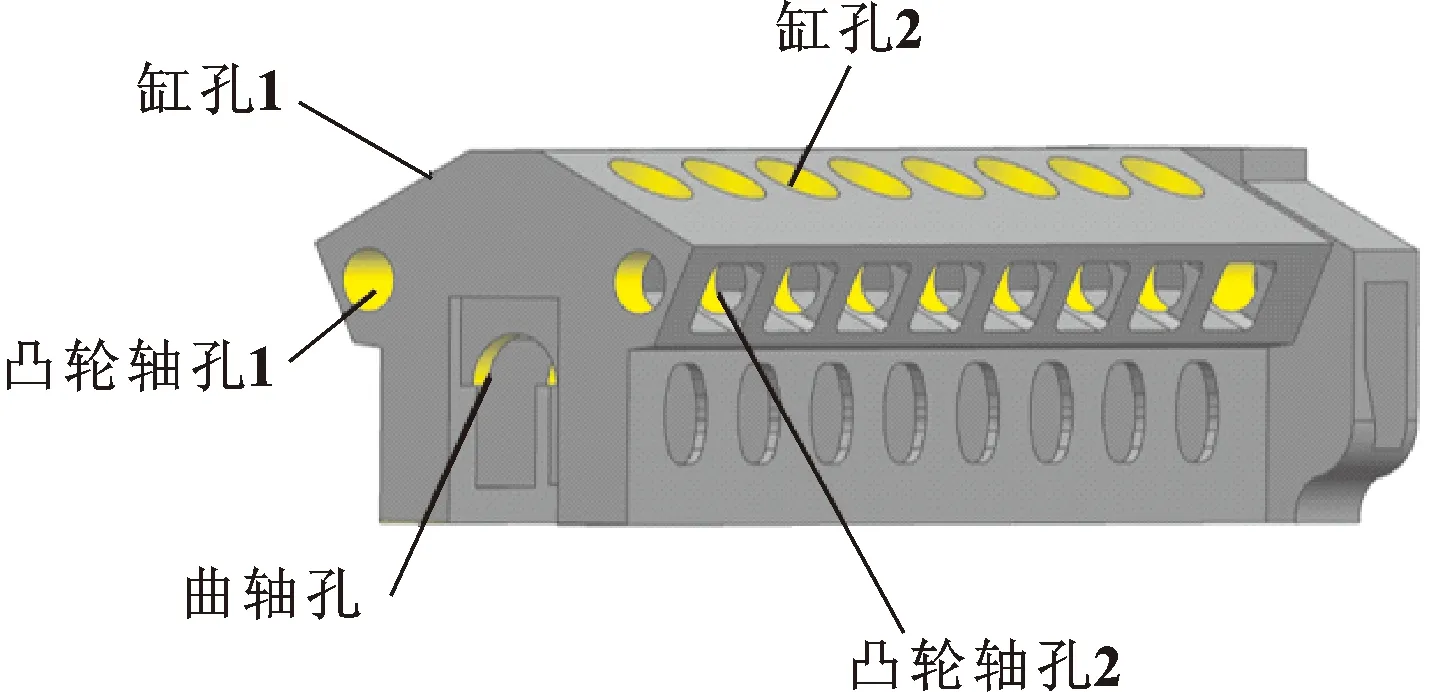
圖1 船用柴油機(jī)機(jī)身加工主要加工特征
2 工藝方案設(shè)計(jì)
機(jī)身主要加工工序是以曲軸孔系為基準(zhǔn)來確定面基準(zhǔn),即關(guān)鍵工序考慮機(jī)身曲軸孔、缸孔和凸輪軸孔鏜銑加工。表1所示為機(jī)身孔系關(guān)鍵加工工序過程。
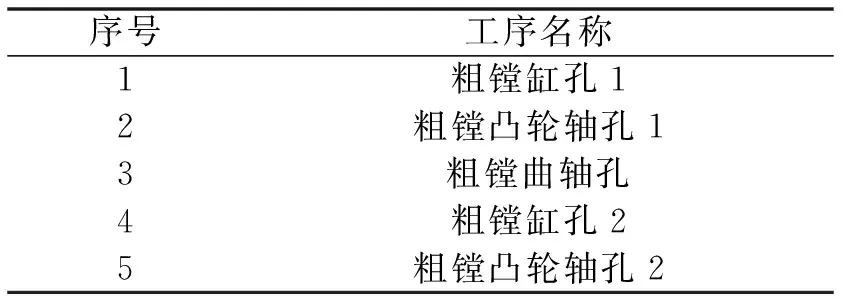
表1 機(jī)身孔系關(guān)鍵加工工序
通過以上一系列的機(jī)身關(guān)鍵孔系加工特征的分析和選取相關(guān)信息,可得到機(jī)身關(guān)鍵孔系相應(yīng)的加工工藝方案。
孔系裝夾方式如圖2所示,在船用柴油機(jī)機(jī)身曲軸孔孔系加工的裝夾位置1處,選用2個(gè)角度為26°的角塊進(jìn)行定位,定位完成后,使用垂直于角塊的螺旋夾緊裝置夾緊機(jī)身;在船用柴油機(jī)機(jī)身凸輪軸孔孔系加工的裝夾位置2、3處,選用1個(gè)角度為26°的角塊進(jìn)行定位,定位完成后,使用垂直于角塊的螺旋夾緊裝置夾緊機(jī)身;在船用柴油機(jī)機(jī)身氣缸孔孔系加工的裝夾位置2、3處,選用1個(gè)角度為26°的角塊進(jìn)行定位,定位完成后,使用垂直于角塊的螺旋夾緊裝置夾緊機(jī)身;隨后,對(duì)機(jī)身各個(gè)關(guān)鍵孔系進(jìn)行粗鏜。
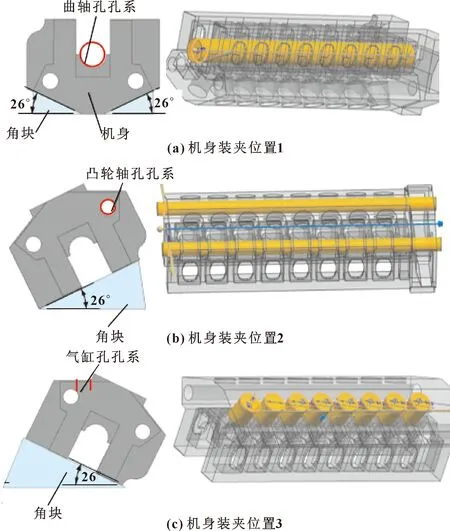
圖2 孔系裝夾方式
3 基于圖論的孔系加工裝夾方案優(yōu)化
歐拉著名的“七橋問題”:一個(gè)步行者怎樣才能不重復(fù)、不遺漏地一次走完七座橋,最后回到出發(fā)點(diǎn)。歐拉解決了此問題,他用簡(jiǎn)單的幾何圖形來表示陸地和橋,如圖3(a)所示。船用柴油機(jī)機(jī)身關(guān)鍵孔系為曲軸孔、凸輪軸孔和缸孔,孔系數(shù)量較少,可由圖論方法解決。
曲軸孔位于整個(gè)機(jī)體中間位置,其作用最為重要,因而以曲軸孔孔系的加工為第一裝夾順序;柴油機(jī)機(jī)身需要加工表面大部分呈對(duì)稱分布,以曲軸孔軸線為例,簡(jiǎn)化裝夾路線,可選擇凸輪軸孔系和缸孔孔系中任意一條為第二裝夾順序。綜合圖論法的解題原理,結(jié)合文中裝夾路徑規(guī)劃問題,得到文中的“尼斯堡橋問題”路徑如圖3(b)所示。其中點(diǎn)~表示機(jī)身不同的加工位置(加工工序),線表示不同的加工工序之間可連續(xù)加工的順序關(guān)系。從到表示處于曲軸孔加工位置的機(jī)身重新裝夾到凸輪軸孔1的加工位置,刀具1換成相對(duì)應(yīng)凸輪軸孔加工刀具2,其中一條裝夾路徑方案→→→→如圖3(c)所示。在開始加工前,設(shè)置關(guān)鍵孔系的加工工序及其刀具號(hào)如表2所示。

圖3 機(jī)身裝夾方案規(guī)劃
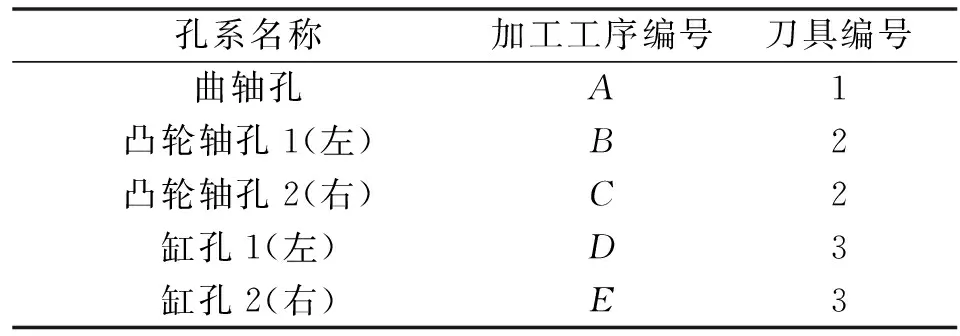
表2 機(jī)身關(guān)鍵孔系加工工藝參數(shù)
同時(shí)考慮機(jī)身加工的約束條件,把優(yōu)化機(jī)身裝夾次數(shù)及其換刀次數(shù)應(yīng)用于實(shí)際機(jī)身加工,減少實(shí)際加工時(shí)間。以裝夾次數(shù)為目標(biāo)函數(shù),換刀次數(shù)為輔來進(jìn)行機(jī)身的裝夾規(guī)劃。
文中裝夾規(guī)劃路徑的約束條件為
(1)凸輪軸孔孔系1與缸孔孔系1的裝夾位置為同一處裝夾位置,即=;
(2)凸輪軸孔孔系2與缸孔孔系2的裝夾位置為同一處裝夾位置,即=;
(3)凸輪軸孔孔系所用刀具均為同一型號(hào)刀具;
(4)缸孔孔系所用刀具均為同一型號(hào)刀具。
根據(jù)裝夾約束條件整理得到路徑圖,如圖4所示。圖中紅色線為裝夾位置的約束關(guān)系,黃色線為刀具型號(hào)的約束關(guān)系。如圖4(a)所示,機(jī)身從位置裝夾到位置,位置面對(duì)3條約束線,選擇最佳約束條件,因此選擇有相同裝夾約束條件的位置,接著位置選擇有相同的刀具約束條件的位置,最后位置選擇有相同約束條件的位置,形成一條完整的機(jī)身關(guān)鍵孔系的粗加工最佳裝夾路徑方案→→→→。
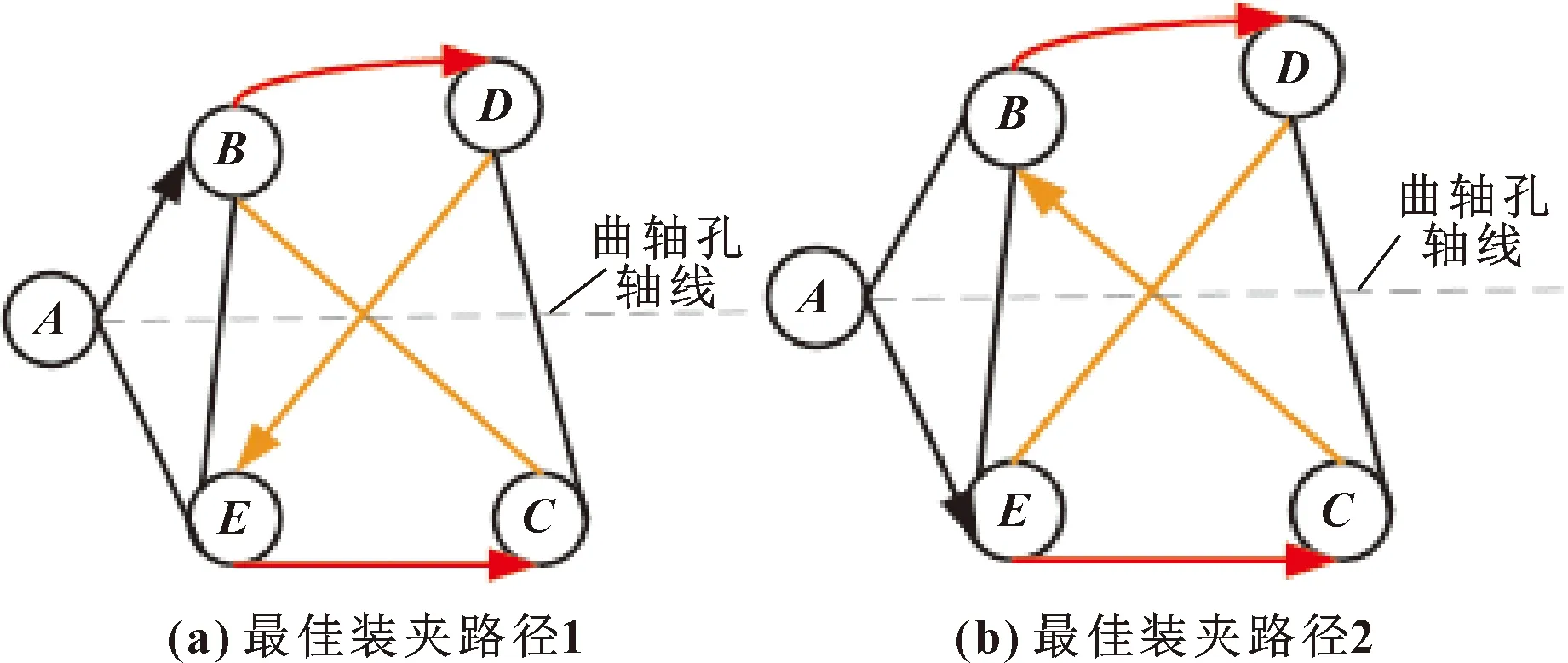
圖4 最佳裝夾路徑
由圖4可知:基于機(jī)身曲軸孔軸線的對(duì)稱性,選擇的最佳裝夾路徑滿足裝夾位置的約束,其次是刀具型號(hào)的約束,得到最佳裝夾路徑→→→→或→→→→。
在保證工藝系統(tǒng)承載能力的前提下,運(yùn)用工序集中原則推理并規(guī)劃得到船用柴油機(jī)機(jī)身最佳的裝夾次數(shù)及其換刀次數(shù)。通過基于約束條件的圖論法推導(dǎo)出加工工序方案,如表3所示。
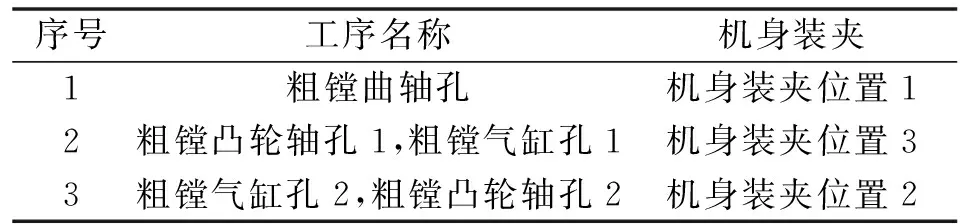
表3 機(jī)身孔系關(guān)鍵加工工序
機(jī)身關(guān)鍵孔系的裝夾工序由5次裝夾減少到3次裝夾,機(jī)身裝夾時(shí)間由5減小到3(表示工人裝夾機(jī)身的時(shí)間)、機(jī)身?yè)Q刀工序時(shí)間由5減小到4(表示工人換刀的時(shí)間),有效地減少了工人裝夾機(jī)身和換刀的時(shí)間,大大提高了加工效率。若不結(jié)合圖論法原理求解機(jī)身裝夾路徑規(guī)劃問題,需要一步步列出可行的方案,花費(fèi)時(shí)間長(zhǎng)、效率低。如圖5所示,U1為粗加工時(shí)曲軸孔孔系的加工工序;U2、U3為粗加工時(shí)凸輪軸孔孔系的加工工序;U4、U5為粗加工時(shí)缸孔孔系的加工工序。
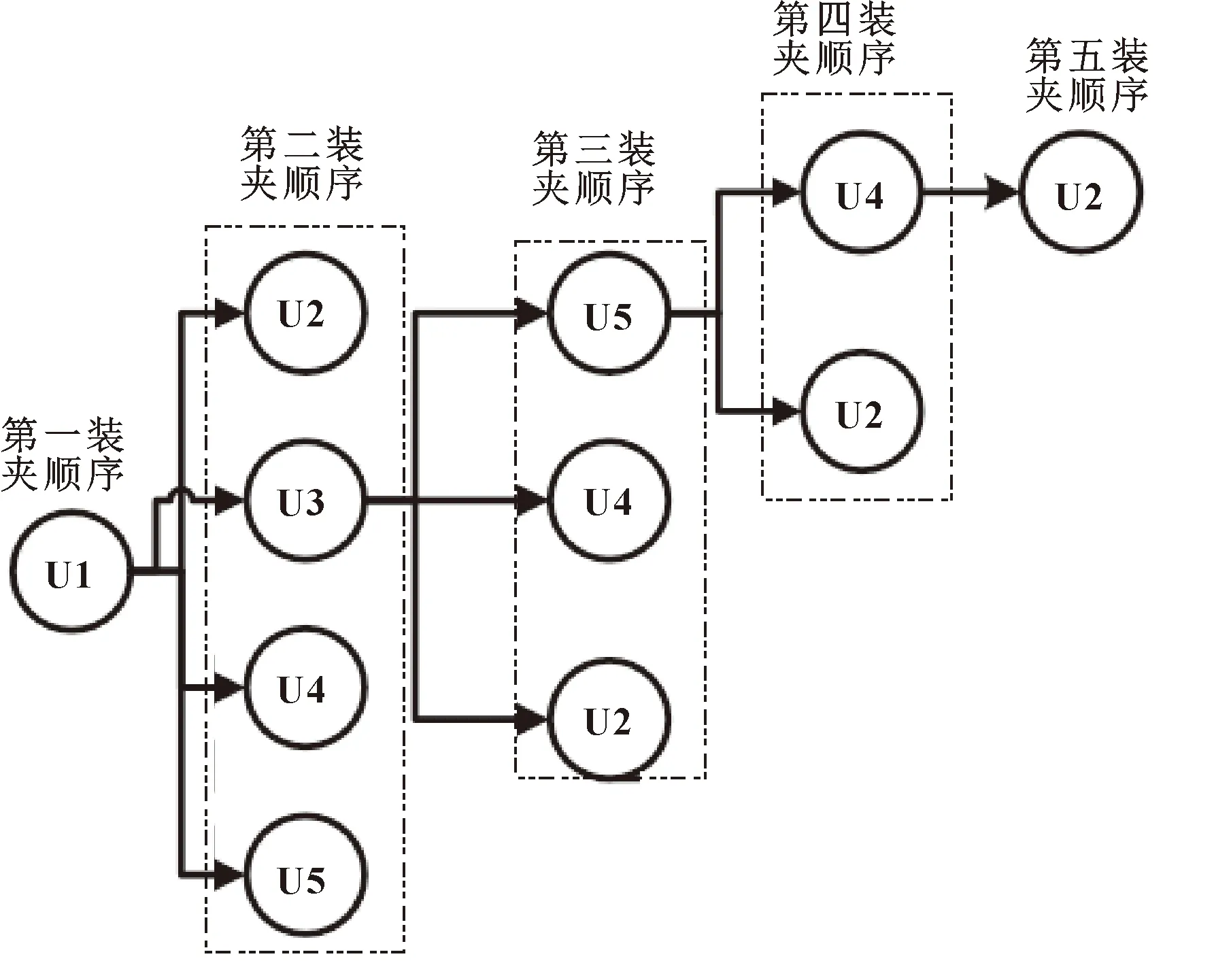
圖5 原機(jī)身裝夾路徑規(guī)劃
總結(jié)規(guī)律并將模型細(xì)致化,分別標(biāo)繪出曲軸孔、凸輪軸孔、缸孔等用刀具加工時(shí)裝夾的次數(shù)和順序,如圖6所示。
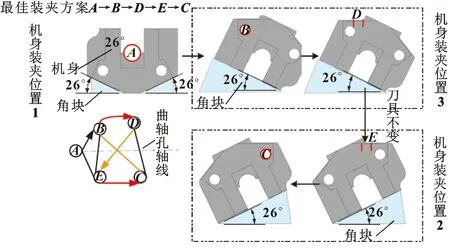
圖6 柴油機(jī)機(jī)身關(guān)鍵孔系最佳裝夾路徑
4 VERICUT仿真驗(yàn)證
構(gòu)建機(jī)床虛擬模型是進(jìn)行仿真加工的基礎(chǔ),構(gòu)建虛擬機(jī)床的目的在于最大限度還原現(xiàn)實(shí)機(jī)床運(yùn)動(dòng),實(shí)現(xiàn)虛擬與現(xiàn)實(shí)同步。利用NX12.0建模構(gòu)建實(shí)體龍門加工中心機(jī)床模型,該模型能真實(shí)反映機(jī)床各個(gè)坐標(biāo)軸的邏輯與運(yùn)動(dòng)關(guān)系,并在數(shù)控程序、數(shù)控系統(tǒng)、刀具等支撐下模擬數(shù)控程序的運(yùn)動(dòng)軌跡,以檢驗(yàn)數(shù)控程序的正確性、合理性。在實(shí)際加工中,通過龍門加工中心對(duì)船用柴油機(jī)機(jī)身進(jìn)行數(shù)控加工,因此選用國(guó)產(chǎn)龍門加工中心為模型構(gòu)建虛擬加工機(jī)床。龍門加工中心結(jié)構(gòu)可分為、、、4個(gè)直線運(yùn)動(dòng)軸及旋轉(zhuǎn)軸,軸繞軸旋轉(zhuǎn)。將實(shí)際機(jī)床按一定形狀尺寸進(jìn)行描述,并按照各部件的邏輯結(jié)構(gòu)關(guān)系和運(yùn)動(dòng)依附關(guān)系組合成機(jī)床抽象模型。
通過手動(dòng)輸入實(shí)現(xiàn)機(jī)床孔系數(shù)控程序的編寫。利用VERICUT可得到工件位置坐標(biāo),采用兩個(gè)坐標(biāo)系定距離原理可快速完成對(duì)刀操作。對(duì)于不具備RTCP功能的數(shù)控系統(tǒng),采用坐標(biāo)系定距原理同樣可實(shí)現(xiàn)機(jī)床軸對(duì)刀。表4所示為部分孔系粗加工NC程序。

表4 部分孔系粗加工NC程序
為驗(yàn)證所構(gòu)建的虛擬機(jī)床鏜削運(yùn)動(dòng)的正確性及船用柴油機(jī)機(jī)身粗加工工藝數(shù)控程序的合理性,對(duì)船用柴油機(jī)機(jī)身關(guān)鍵孔系的粗加工進(jìn)行刀路軌跡規(guī)劃。
以曲軸孔孔系粗加工為例,從刀具起始點(diǎn)到曲軸孔軸線以G00定位功能進(jìn)行、、軸方向的快速進(jìn)給運(yùn)動(dòng),接近曲軸孔孔系時(shí)停止快速進(jìn)給運(yùn)動(dòng),即完成孔系同軸度的對(duì)刀;以G01直線插補(bǔ)功能進(jìn)行軸方向的進(jìn)給運(yùn)動(dòng),在離曲軸孔孔系10 mm位置處停止進(jìn)給運(yùn)動(dòng),即完成曲軸孔孔系的進(jìn)給運(yùn)動(dòng);以G91增量值功能增量-120 mm、軸旋轉(zhuǎn)360°×30(圈數(shù))進(jìn)行進(jìn)刀進(jìn)給運(yùn)動(dòng);以G91增量值功能增量+120 mm、軸旋轉(zhuǎn)360°×10(圈數(shù))進(jìn)行旋轉(zhuǎn)退刀運(yùn)動(dòng);以G01直線插補(bǔ)功能進(jìn)行軸方向的安全退刀運(yùn)動(dòng),繼續(xù)運(yùn)動(dòng)到下一個(gè)離曲軸孔孔系10 mm處的位置;重復(fù)以上步驟,完成整個(gè)曲軸孔孔系粗加工工序。圖7所示為NC程序編寫的加工部分機(jī)身關(guān)鍵孔系的刀具走刀軌跡。
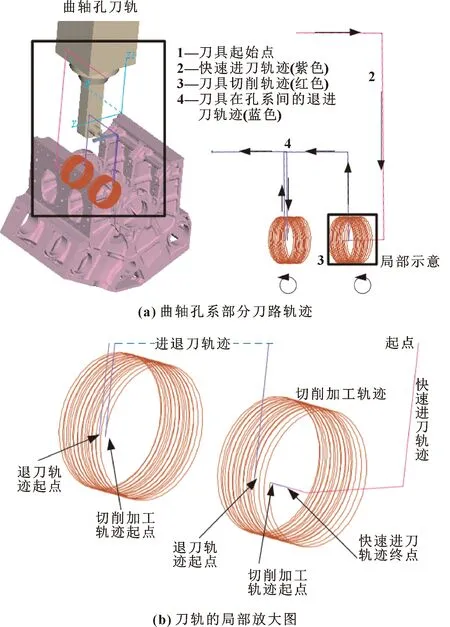
圖7 機(jī)身關(guān)鍵孔系刀具軌跡
在數(shù)控銑削加工中,刀具路徑主要包括實(shí)際切銑路徑和空切路徑。包括超出零件待加工表面的空走刀部分和輔助走刀部分(進(jìn)刀、退刀等)。在其他加工條件確定的情況下,實(shí)際切銑路徑和空切路徑是影響加工能耗與加工效率的主要因素。完成柴油機(jī)機(jī)身各孔系加工的時(shí)間可分解為3個(gè)部分:
=++
故對(duì)以上幾個(gè)操作時(shí)段進(jìn)行刀具進(jìn)給優(yōu)化研究,可得面向加工效率的刀具路徑進(jìn)給優(yōu)化目標(biāo)函數(shù):

其中:表示主軸轉(zhuǎn)速;表示圈數(shù);表示進(jìn)給速度。
改進(jìn)進(jìn)給速度后,明顯優(yōu)化了刀具路徑,減少了零件加工周期,達(dá)到了提高加工效率的目的。VERICUT優(yōu)化前后時(shí)間對(duì)比如表5所示。
由表5可知:在船用柴油機(jī)機(jī)身關(guān)鍵孔系加工過程中,刀具路徑優(yōu)化后,鏜削加工時(shí)間減少了17.24%,表明采用優(yōu)化后的刀具路徑能有效降低加工時(shí)間、提高加工效率,且其加工效果良好,能滿足加工要求。
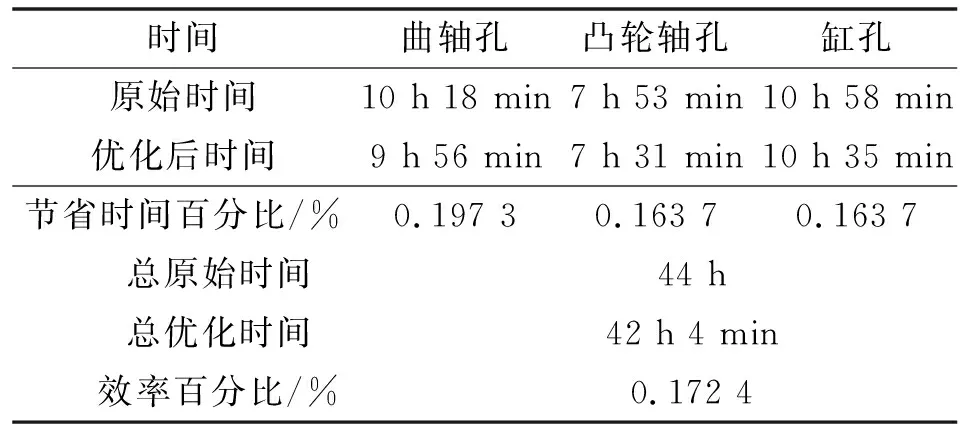
表5 VERICUT優(yōu)化前后時(shí)間對(duì)比
綜上所述,利用基于圖論優(yōu)化得到的最佳機(jī)身裝夾路徑方案,人力所消耗的機(jī)身輔助工序總時(shí)間為;經(jīng)VERICUT數(shù)控仿真軟件進(jìn)行刀具進(jìn)給優(yōu)化后得到的總加工時(shí)間為42 h 4 min;機(jī)身輔助工序時(shí)間和機(jī)身加工時(shí)間為機(jī)身粗加工總時(shí)間,機(jī)身粗加工完成所花費(fèi)的時(shí)間為42 h 4 min+。
5 結(jié)論
用VERICUT數(shù)控仿真軟件優(yōu)化了刀具路徑,減少船用柴油機(jī)關(guān)鍵孔系的加工時(shí)間,鏜削加工時(shí)間減少了17.24%;同時(shí),利用工序集中原則且基于約束條件的圖論法推導(dǎo)出最佳的裝夾方案,得到最小的機(jī)身裝夾次數(shù)和換刀次數(shù),即機(jī)身裝夾次數(shù)為3次、換刀次數(shù)為4次。
猜你喜歡
中老年保健(2022年1期)2022-08-17 06:14:48
中學(xué)生數(shù)理化(高中版.高考理化)(2021年6期)2021-07-28 06:21:04
保健醫(yī)苑(2020年1期)2020-07-27 01:58:24
流行色(2020年9期)2020-07-16 08:08:32
人大建設(shè)(2019年9期)2019-12-27 09:06:30
當(dāng)代水產(chǎn)(2019年1期)2019-05-16 02:42:14
NBA特刊(2014年7期)2014-04-29 00:44:03
傳記文學(xué)(2014年8期)2014-03-11 20:16:54
中國(guó)商人(2013年1期)2013-12-04 08:52:52
汽車與新動(dòng)力(2012年5期)2012-03-25 10:09:44
