鋁合金切削過程刀具磨損預測研究
2022-09-21 08:29:38張鵬宇孟鑫鑫林有希
機床與液壓 2022年17期
張鵬宇,孟鑫鑫,林有希
(福州大學機械工程及自動化學院,福建福州 350116)
0 前言
鋁合金和鋁基復合材料因具有質(zhì)量輕、耐腐蝕、強度質(zhì)量比高等特性,廣泛應(yīng)用于航空航天工業(yè)領(lǐng)域。在實際加工中,由于鋁合金強度較高,易粘附,容易引起刀具磨損。刀具磨損是影響高速切削加工精度和工件質(zhì)量的重要因素,通過實驗研究刀具磨損機制的方法雖然能得到精確的結(jié)論,但費時費力,所以建立一種準確的刀具磨損模型至關(guān)重要。
研究發(fā)現(xiàn)鋁合金的磨損機制主要為黏著磨損、擴散磨損和磨粒磨損。黏著磨損是刀具和工件表面相對滑動時由于黏著效應(yīng)所形成的黏著節(jié)點發(fā)生剪切斷裂所導致的,主要產(chǎn)生于低速切削中。而擴散磨損和磨粒磨損主要產(chǎn)生于高速切削條件下。為分析不同磨損機制,研究人員建立了刀具磨損的理論模型。LUO等提出的刀具磨損理論模型綜合考慮了磨粒磨損、黏著磨損和擴散磨損,因此該模型更接近實際加工情況。
目前,除了經(jīng)典的刀具磨損模型,研究人員還將機器學習應(yīng)用到刀具磨損預測。通過采集切削過程中產(chǎn)生的力信號、振動信號等預測刀具磨損狀態(tài),將刀具后刀面磨損定義為模型的輸出,然后應(yīng)用所使用的模型進行實驗,將模擬的結(jié)果與測量結(jié)果進行分析比較。常用的機器學習模型有人工神經(jīng)網(wǎng)絡(luò)(Artificial Neural Network,ANN)、隱馬爾可夫模型(Hidden Markov Model,HMM)和支持向量機(Support Vector Machine,SVM)等。
本文作者更加系統(tǒng)且全面地綜述鋁合金切削過程中刀具磨損預測的相關(guān)內(nèi)容,總結(jié)經(jīng)典的刀具磨損模型;分析鋁合金切削過程中的刀具磨損機制;梳理用于刀具磨損預測模型信號的測量方法和常用模型。
1 鋁合金切削過程中刀具磨損
鋁合金切削過程的刀具磨損主要分為刀具磨損機制和經(jīng)典的刀具磨損模型兩方面。刀具磨損機制揭示了刀具磨損的本質(zhì),并為經(jīng)典刀具磨損模型的建立奠定了基礎(chǔ)。
1.1 鋁合金切削過程中刀具磨損機制
鋁合金切削過程中,由于其易粘附,強度較高,容易引起刀具磨損。切削過程中,刀具通過在主剪切區(qū)和次剪切區(qū)內(nèi)由高應(yīng)變率產(chǎn)生的塑性變形過程去除材料,如圖1所示。因此,切削面承受了高溫和巨大的壓力,在高溫下會產(chǎn)生化學磨損,化學物質(zhì)從工件向切屑擴散,也是造成刀具磨損的主要原因。
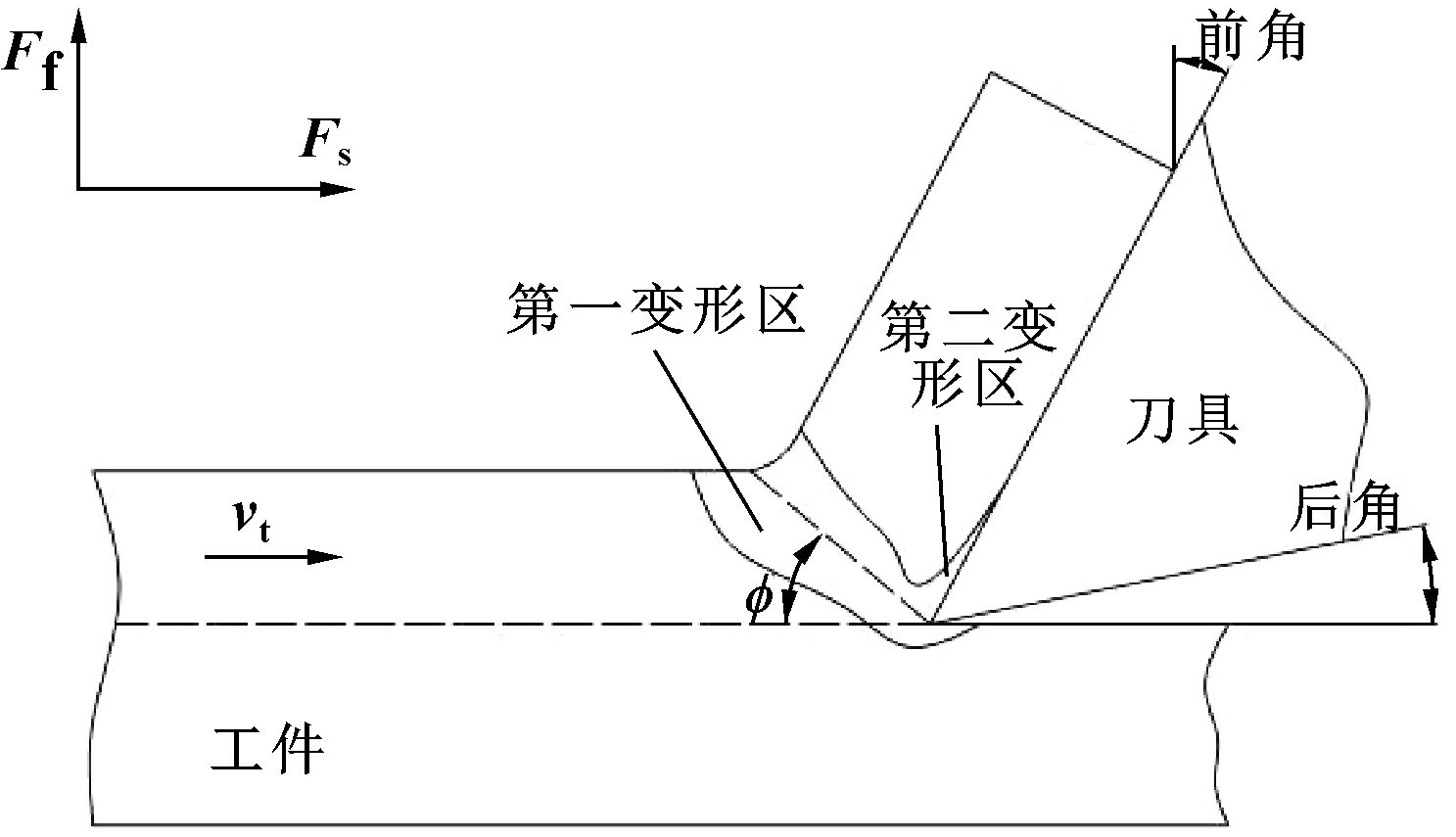
圖1 正交切削參數(shù)和變形區(qū)[3]
各種類型的刀具磨損取決于刀具的性質(zhì)、工件材料、切削參數(shù)等因素。在加工鋁等較軟材料時,工件的材料會粘著在刀具上,從而造成黏著磨損,而黏著磨損是低切削速度下主要的刀具磨損形式。同時在低切削速度下,前刀面上會形成積屑瘤并代替切削刃切削工件,工件和切屑之間積屑瘤的連續(xù)滑動會導致刀具磨損的增加。為滿足生產(chǎn)力的需求,高速切削條件下的刀具磨損特性非常值得研究。同時,刀具涂層、殘余應(yīng)力等因素也會影響刀具磨損。ZHANG等研究在鉆削壓鑄鋁合金時無涂層高速鋼刀具的后刀面磨損,并將后刀面磨損分為兩大類:塑性變形區(qū)和主要受溫度控制的區(qū)域。塑性變形區(qū)主要磨損機制為黏著磨損、磨粒磨損;受溫度控制區(qū)域主要磨損機制為塑性流動和熱磨損。
ZHANG等發(fā)現(xiàn)在高速切削過程中,刀具和工件、工件和切屑之間會形成2個摩擦區(qū),在接觸區(qū)域中也會產(chǎn)生非常高的溫度和壓力。刀具和工件之間接觸應(yīng)力越大,切削產(chǎn)生的熱量越多,從而導致刀具前刀面和后刀面甚至切削刃產(chǎn)生磨損的可能性就越大,最終會導致月牙洼磨損。KANNAN等在研究Al7075鋁合金的表面粗糙度時,采用優(yōu)劣解距離法(Technique for Order Preference by Similarity to Ideal Solution,TOPSIS),發(fā)現(xiàn)在切削速度較低、切削深度較大時,表面粗糙度和后刀面磨損值最低。加工過程中產(chǎn)生的殘余應(yīng)力會降低加工零件的性能,TANG等發(fā)現(xiàn)刀具的后刀面磨損對表面殘余應(yīng)力有顯著影響,后刀面磨損越嚴重則應(yīng)力越分散。SATHISH等將Al7050鋁合金作為基體材料,研究了不同含量的SiC對刀具磨損的影響,發(fā)現(xiàn)SiC顆粒的存在能明顯降低刀具的磨損。HARIHARAN等對比無涂層和TiAlN涂層硬質(zhì)合金刀具,發(fā)現(xiàn)TiAlN涂層刀具在更大進給量和切削深度下,加工表面可以達到和無涂層刀具加工表面近乎相同的表面粗糙度。可見使用涂層刀具在滿足加工條件的情況下可以有更高的工作效率。
鋁合金的主要磨損形式為黏著磨損、磨粒磨損、擴散磨損,且表面殘余應(yīng)力、刀具涂層等都會對刀具磨損造成影響,后刀面磨損值是衡量刀具壽命的主要指標。
1.2 經(jīng)典刀具磨損模型
TAYLOR最早提出的刀具壽命模型是典型的經(jīng)驗?zāi)P停沂玖说毒吣陀枚扰c切削用量之間的關(guān)系。切削速度、進給量和切削深度對刀具耐用度的影響程度不同,切削速度對刀具壽命的影響最顯著,通過耦合切削用量的參數(shù),可以利用該模型預測刀具壽命。
刀具磨損的理論模型因精度高、對切削參數(shù)和加工條件考慮更加全面,被廣泛應(yīng)用。TAYLOR的刀具壽命模型將切削速度作為影響刀具壽命的最顯著因素,但實際加工過程中,進給量也是影響刀具磨損的主要因素。ASTAKHOV提出了考慮進給量的刀具表面磨損模型,并結(jié)合實驗結(jié)果,發(fā)現(xiàn)在最佳切削溫度下,進給量的增加會使刀具壽命增加。

此外,基于不同刀具磨損機制的刀具磨損模型也是研究熱點。TAKEYAMA和MURATA考慮新加入的磨粒會影響刀具的磨粒磨損,并引入了活化能的概念,從后刀面磨損的角度研究了切削溫度對刀具磨損率或刀具壽命的影響,雖然后刀面磨損以黏著磨損和磨粒磨損為主,但也存在一些擴散磨損。
在高速切削過程中,切屑和刀具材料之間的相互擴散在硬質(zhì)合金刀具的磨損中起著重要的作用。USUI等著重研究了在高速切削狀態(tài)下溫度對材料強度和擴散的影響,從理論上推導了硬質(zhì)合金刀具擴散磨損的特征方程,并通過實驗驗證了該方程的正確性。ATTANASIO等建立了含有與溫度相關(guān)擴散系數(shù)的擴散磨損模型,且該模型在前刀面溫度高于800 ℃時才生效。LUO等在原有黏著磨損和磨粒磨損的基礎(chǔ)上考慮了擴散磨損,提出了考慮3種磨損的刀具磨損模型,該模型最接近實際加工情況。表1所示為目前常用的幾種刀具磨損模型。
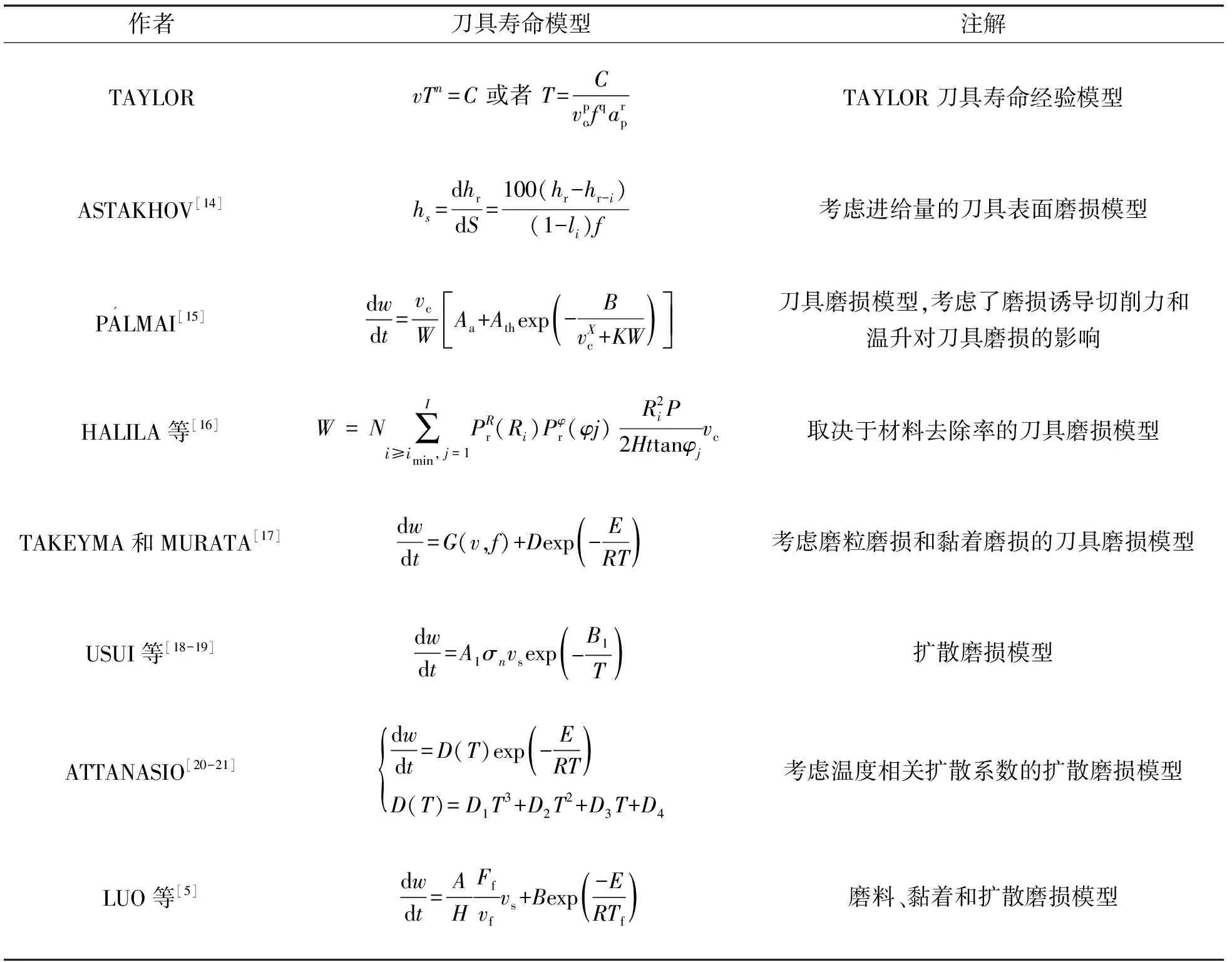
表1 刀具磨損模型
2 鋁合金切削過程刀具磨損預測
刀具磨損的監(jiān)測和預測一直是金屬加工中的熱點。在制造業(yè)中,由于刀具的故障,成本和維護時間增加,生產(chǎn)效率降低。刀具狀態(tài)監(jiān)測可減少停機時間并提高生產(chǎn)效率。同時刀具磨損預測過程有助于避免對刀具和工件造成損壞,提高加工產(chǎn)品的生產(chǎn)效率和質(zhì)量,同時可通過傳感器數(shù)據(jù)信息判斷刀具磨損的情況。
2.1 刀具磨損的測量方法
刀具磨損的監(jiān)測方法可分為直接法和間接法。通過光學顯微鏡觀察刀具表面是否有明顯粘附或凹坑、用電鏡觀察后刀面磨損值等方法為直接法。雖然直接法觀察的刀具磨損更準確,但需要花費大量的時間。間接法利用各種傳感器信號如切削力信號、刀具/工件的振動和聲發(fā)射(Acoustic Emission,AE)信號估計刀具磨損。間接法支持刀具狀態(tài)的在線監(jiān)測,不影響生產(chǎn)效率。
切削力是切削加工過程中的重要信號。在切削過程中,刀具和工件發(fā)生相對運動,在力與溫度的作用下會逐漸磨損,而磨損的刀具在切削過程中會產(chǎn)生更大的切削力,刀具磨損越劇烈,切削力信號就越大。根據(jù)此原理,可將切削力信號用于刀具磨損的預測。KULJANIC和SORTINO發(fā)現(xiàn)刀具磨損指標可以通過簡單分析切削力信號的特征參數(shù)確定,并提出了用于單齒刀具或多齒刀具端面銑削中的刀具磨損估計方法。AZMI采用自適應(yīng)神經(jīng)模糊推理系統(tǒng)對端銑削加工過程中刀具磨損與切削力的關(guān)系進行了建模,發(fā)現(xiàn)利用自適應(yīng)神經(jīng)模糊推理系統(tǒng)模型能夠高效地擬合刀具磨損和切削力之間的非線性關(guān)系。此外,切削力模型也可對刀具磨損進行預測。NOURI等將銑削過程中切向力和徑向力模型系數(shù)標準化,并將這2個參數(shù)組合成1個系數(shù),通過監(jiān)測力模型的系數(shù),實時獲取刀具磨損值。
機床加工工件時,刀具和工件之間的摩擦會導致機床產(chǎn)生振動。隨著刀具磨損的加劇,振動的幅度和頻率也會隨之增加,因此振動信號可用來表征刀具磨損的程度。在銑削過程中,通過監(jiān)測主軸振動來測量側(cè)面磨損。發(fā)現(xiàn)強制頻率分量隨著刀具磨損的增加而增加,固有頻率和強制振動頻率分量的功率譜比可以測量后刀面磨損。HSIEH等通過振動分析檢測了刀具磨損的變化,發(fā)現(xiàn)振動對方向敏感,且特征選擇對神經(jīng)網(wǎng)絡(luò)分類有重要意義。目前,傳統(tǒng)的加工方式已經(jīng)與振動傳感器集成,使用人工神經(jīng)網(wǎng)絡(luò)將振動信號作為輸入來預測刀具壽命。
聲發(fā)射是材料在受到變形或斷裂時發(fā)生的聲波輻射現(xiàn)象,普遍認為聲發(fā)射與切屑形成過程中的塑性變形過程有關(guān)。LIU和LIANG研究發(fā)現(xiàn)聲發(fā)射信號的能量測量可以有效地用于監(jiān)測外圍銑削過程。KRISHNAKUMAR等發(fā)現(xiàn),加工材料的塑性變形和摩擦是銑削過程中聲發(fā)射信號產(chǎn)生的原因。DA SILVA等將聲發(fā)射信號在100~230 kHz范圍內(nèi)進行濾波,并引用了一個基于聲發(fā)射信號能量(頻率范圍在100~300 kHz之間)的新參數(shù)以提高響應(yīng)速度。
2.2 基于機器學習的刀具磨損預測模型
對采集的信號進行處理和特征提取后,需要將提取到的特征輸入到模型中用于判斷刀具磨損狀態(tài)。而刀具磨損預測實際上是通過數(shù)學建模的方法將加工過程中采集的特征量和刀具磨損狀態(tài)之間的非線性關(guān)系表示出來。此外,卷積神經(jīng)網(wǎng)絡(luò)(Convolutional Neural Networks,CNN)和長短期記憶(Long Short-Term Memory,LSTM)是預測刀具磨損最流行的深度學習模型。
由于人工神經(jīng)網(wǎng)絡(luò)(ANN)適合于非線性映射或從不完全的、無序的輸入數(shù)據(jù)中識別不同的成分,在刀具磨損預測中應(yīng)用較多。PAL等用神經(jīng)網(wǎng)絡(luò)和自適應(yīng)神經(jīng)模糊推理系統(tǒng)通過切削力和聲音信號監(jiān)測后刀面磨損,發(fā)現(xiàn)神經(jīng)網(wǎng)絡(luò)的性能在均方差方面優(yōu)于自適應(yīng)神經(jīng)模糊推理系統(tǒng)。除了BP神經(jīng)網(wǎng)絡(luò)外,常用的還有徑向基神經(jīng)網(wǎng)絡(luò)(Radial Basis Function,RBF)。PAL等在研究基于神經(jīng)網(wǎng)絡(luò)與傳感器融合的刀具磨損監(jiān)測系統(tǒng)時,分別采用了多層前饋神經(jīng)網(wǎng)絡(luò)和徑向基神經(jīng)網(wǎng)絡(luò)(RBF),結(jié)果表明采用傳統(tǒng)的訓練和評價方法,RBF神經(jīng)網(wǎng)絡(luò)模型的預測性能優(yōu)于BP神經(jīng)網(wǎng)絡(luò)模型。MARANI等采用LSTM神經(jīng)網(wǎng)絡(luò),將機床主軸的電流信號作為輸入,將實驗結(jié)果與預測值進行比較,模型經(jīng)過訓練后的回歸值為0.995 93,表明該模型有很好的擬合效果。
隱馬爾可夫模型(HMM)具有嚴謹?shù)臄?shù)據(jù)和可靠的計算性能,相比于神經(jīng)網(wǎng)絡(luò),HMM的自學習和模式識別能力更好。LIAO等利用多尺度混合隱馬爾可夫模型分析力信號的變化,預測車削中的刀具磨損。GERAMIFAD等在銑削加工過程中使用連續(xù)輸出的分段隱馬爾可夫模型進行刀具壽命預測,并與傳統(tǒng)的神經(jīng)網(wǎng)絡(luò)方法進行比較,得出基于HMM 的方法優(yōu)于傳統(tǒng)的神經(jīng)網(wǎng)絡(luò)方法的結(jié)論。LI 和LIU提出了一種用于微銑削過程的改進隱馬爾可夫模型,考慮了時變和自適應(yīng)狀態(tài)轉(zhuǎn)移概率,并采用非線性函數(shù)逼近能力強的MLP計算觀測概率,結(jié)果表明該模型在刀具監(jiān)測方面更具通用性。KONG等提出了一種基于高斯混合隱馬爾可夫模型的刀具磨損預測模型,并從銑削力信號中提取了18個時域特征作為刀具磨損狀態(tài)的敏感特征,結(jié)果表明:在保證系統(tǒng)性能和穩(wěn)定性的同時,該系統(tǒng)對刀具磨損狀態(tài)的識別率可達100%。
SVM的功能是基于統(tǒng)計學習理論進行分類和預測,適用于小樣本和非線性信號,適合銑削過程。SHI和GINDY將主成分分析與最小二乘支持向量機(Least Squares Support Vector Machine,LS-SVM)模型相結(jié)合,用于多傳感器信號的特征提取,預測切削過程中的刀具磨損狀態(tài)。GOMES等利用SVM和人工智能模型、振動和聲音信號來監(jiān)測微研磨過程中的刀具磨損,該方法預測準確率可達到97.54%。SUN等利用聲發(fā)射信號監(jiān)測刀具磨損,提取了13個聲發(fā)射信號特征作為輸入,建立并優(yōu)化了SVM模型,經(jīng)實驗驗證,準確率可達98.5%。然而,標準支持向量機在刀具磨損狀態(tài)的多重性分類中有一定局限性,當?shù)毒吣p狀態(tài)由一個狀態(tài)變化到下一狀態(tài)時,很難區(qū)分相鄰狀態(tài)之間相似特征的細微差別。
3 結(jié)論
刀具磨損預測是先進制造技術(shù)的重要組成部分,有助于大幅提高加工效率和降低生產(chǎn)成本。本文作者分析了鋁合金切削過程中刀具主要磨損機制、經(jīng)典的刀具磨損模型以及基于機器學習的刀具預測模型,得到以下結(jié)論:
(1)經(jīng)典的刀具磨損模型精度較高,其中以USUI等提出的硬質(zhì)合金刀具擴散磨損的特征方程和LUO等考慮黏著磨損、擴散磨損和磨粒磨損這3種磨損的模型最為常用;
(2)鋁合金切削過程中的主要磨損機制為黏著磨損、擴散磨損和磨粒磨損。黏著磨損是刀具和工件表面相對滑動時由于黏著效應(yīng)所形成的黏著節(jié)點發(fā)生剪切斷裂所導致的,主要產(chǎn)生于低速切削中,而擴散磨損和磨粒磨損主要產(chǎn)生于高速切削條件下;
(3)基于機器學習的刀具磨損預測模型是將切削過程中的聲發(fā)射信號、振動信號和切削力信號經(jīng)過處理和變換后作為輸入,利用ANN、HMM模型和SVM模型等預測刀具的磨損,實現(xiàn)在線監(jiān)測刀具磨損狀態(tài)。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
鴨綠江(2021年35期)2021-04-19 12:24:18
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
光學精密工程(2016年6期)2016-11-07 09:07:19
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
核科學與工程(2015年4期)2015-09-26 11:59:03
