γ-TiAl基金屬間化合物機(jī)床銑削中的切削力預(yù)測(cè)
2022-09-21 08:29:14陳榮李郁
機(jī)床與液壓 2022年17期
關(guān)鍵詞:模型
陳榮,李郁
(1.陜西開(kāi)放大學(xué)中德機(jī)電工程與汽車(chē)科技學(xué)院,陜西西安 710119;2.西安明德理工學(xué)院智能制造與控制技術(shù)學(xué)院,陜西西安 710124)
0 前言
使用先進(jìn)的輕質(zhì)結(jié)構(gòu)材料以提高發(fā)動(dòng)機(jī)性能和效率,并滿足日益嚴(yán)格的環(huán)境法規(guī),是航空航天和汽車(chē)領(lǐng)域發(fā)展的關(guān)鍵。γ-TiAl基合金以比強(qiáng)度高、質(zhì)量小、良好的高溫強(qiáng)度、抗氧化性和抗蠕變性能等優(yōu)勢(shì),已被確定為航空航天應(yīng)用中的戰(zhàn)略性關(guān)鍵材料。然而,γ-TiAl基合金因低的延展性,可加工性較差,同時(shí)在室溫下具有高的硬度和脆性。因此,較高的加工成本限制了γ-TiAl基合金材料在工業(yè)上的廣泛使用。
近年來(lái),學(xué)者們對(duì)γ-TiAl基合金的可加工性進(jìn)行了一些研究。PRIARONE等使用涂層和非涂層硬質(zhì)合金立銑刀,研究了刀具角度和刃口形式對(duì)γ-TiAl基合金Ti-48Al-2Cr-2Nb切削加工性的影響。SETTINERI等對(duì)3種不同的γ-TiAl基合金進(jìn)行了車(chē)削和銑削試驗(yàn),重點(diǎn)研究了切削性能和材料表征。結(jié)果顯示由于不同的合金元素影響材料的力學(xué)和熱學(xué)性能,試驗(yàn)結(jié)果相差較大。ZHANG等利用AlTiN涂層球頭立銑刀對(duì)γ-TiAl基合金Ti-45Al-2Mn-2Nb-0.8vol% TiB進(jìn)行了槽銑削加工,研究了其表面完整性。雖然上述文獻(xiàn)已經(jīng)對(duì)γ-TiAl基合金的加工進(jìn)行了研究,但均沒(méi)有開(kāi)發(fā)出一個(gè)正交切削模型來(lái)預(yù)測(cè)γ-TiAl基合金在斜切和三維加工過(guò)程中的切削力,如端面和球頭銑削。為了可以準(zhǔn)確地預(yù)測(cè)表面粗糙度、顫振可能性或尺寸公差等工業(yè)參數(shù),創(chuàng)建一個(gè)正交切削模型對(duì)于預(yù)測(cè)航空部件加工中的切削力至關(guān)重要。此外,高性能涂層已經(jīng)成為工業(yè)中提高加工刀具效率的主要手段。
因此,本文作者構(gòu)建了不同刀具涂層(AlTiN和AlCrN涂層)下γ-TiAl基合金Ti-48Al-2Cr-2Nb的正交切削模型。該模型是與刀具幾何無(wú)關(guān)的基本切削參數(shù)模型,并采用解析力模型和正交斜變換法進(jìn)行切削力預(yù)測(cè)。此外,除了端面銑削之外,該模型還可以預(yù)測(cè)復(fù)雜加工(如球頭銑削)的切削力。通過(guò)不同切削條件下的端面銑削和球頭銑削對(duì)所提方法進(jìn)行了驗(yàn)證,試驗(yàn)結(jié)果與模型結(jié)果吻合良好。
1 銑削加工力學(xué)模型
銑削加工是最基本的金屬切削加工之一,廣泛應(yīng)用于航空航天、汽車(chē)和生物醫(yī)學(xué)等高科技領(lǐng)域復(fù)雜零件的制造。不同于車(chē)削是連續(xù)切削操作,銑削是間斷加工操作。在銑削作業(yè)中,切削刃反復(fù)進(jìn)入和退出嚙合區(qū)域。因此,切削力是諧波的,切削力的仿真更加復(fù)雜。銑削的分析模型如圖1所示。

圖1 端面銑削的切削力解析模型
端面削作業(yè)中的基本切削力可以通過(guò)式(1)進(jìn)行解析建模。

(1)
式中:d為切向的微分切削力;d為徑向的微分切削力;d為軸向的微分切削力;()為未切削切屑厚度;d為切削刃在軸向的單位長(zhǎng)度;、和分別為不同方向切削力系數(shù);、和分別為不同方向切削刃系數(shù)。
分析模型的準(zhǔn)確性高度依賴于切削力系數(shù)和切削刃系數(shù)的準(zhǔn)確預(yù)測(cè)。與其他方法相比,文中采用正交斜變換來(lái)預(yù)測(cè)切削系數(shù)。該方法的優(yōu)點(diǎn)是不依賴于刀具的幾何形狀,可用于模擬任何金屬切削過(guò)程的切削力。正交斜變換是一種基于正交車(chē)削試驗(yàn)中切屑厚度、切削力和進(jìn)給力的測(cè)量方法。測(cè)量結(jié)果用于計(jì)算基本切削參數(shù),包括剪切應(yīng)力、剪切角和摩擦角,利用這些參數(shù)的轉(zhuǎn)換來(lái)模擬斜切削過(guò)程,如銑削操作。文中利用正交切削力,估計(jì)式(1)中的切削力系數(shù)和切削刃系數(shù)。正交切削的力學(xué)模型如圖2所示。

圖2 正交切削的力學(xué)模型
正交斜變換的基本參數(shù)可以由式(2)—式(6)預(yù)測(cè)出來(lái):

(2)
=tan()
(3)

(4)

(5)

(6)
式中:為摩擦角;為前角;為平均進(jìn)給力;為平均切向力;為摩擦因數(shù);為剪切角;為剪應(yīng)力;為合力;為切削寬度;為未切削厚度;為切屑厚度比。
由于γ-TiAl基合金的可加工性較低,在加工過(guò)程中產(chǎn)生的切屑可能是不連續(xù)的,這給未變形切屑厚度的測(cè)量和切屑比的經(jīng)驗(yàn)計(jì)算帶來(lái)了挑戰(zhàn)。為了解決這一問(wèn)題,采用最小能量原理估計(jì)剪切角,如式(4)所示。該模型假定剪切面上的剪應(yīng)力等于材料的屈服剪應(yīng)力,并且剪切面很薄。
2 球頭銑削刀具-工件嚙合模型
球頭銑削廣泛應(yīng)用于自由曲面的加工,特別是在汽車(chē)、航空航天、模具等行業(yè)。由于球頭銑刀的幾何形狀,在自由曲面加工過(guò)程中,嚙合面積不會(huì)保持恒定,整個(gè)切削刃長(zhǎng)度也不會(huì)與工件完全接觸。在此研究中,通過(guò)采用基于實(shí)體建模的嚙合模型預(yù)測(cè)刀具與工件之間的接觸區(qū)域,實(shí)現(xiàn)自由曲面球頭銑削力預(yù)測(cè)。首先,在每個(gè)刀位處計(jì)算刀具與工件的接觸面,然后根據(jù)刀位數(shù)據(jù)計(jì)算刀具的掃掠體積。從毛坯中減去掃掠體積后,計(jì)算出每次切削的進(jìn)、出角,這些角度被用作力模型的輸入。自由曲面上給定刀位的樣本接觸區(qū)域如圖3所示。

圖3 自由曲面上給定刀位的樣本接觸區(qū)域
3 試驗(yàn)設(shè)置
采用γ-TiAl基合金Ti-48Al-2Cr-2Nb分別進(jìn)行了正交車(chē)削和銑削試驗(yàn)。鑄件試樣在23 ℃時(shí)具有硬度(24±2)HRC,屈服強(qiáng)度為326 MPa,極限拉伸強(qiáng)度為422 MPa,彈性應(yīng)變?yōu)?.7%;在650 ℃時(shí),屈服強(qiáng)度為384 MPa,極限拉伸強(qiáng)度為474 MPa,彈性應(yīng)變?yōu)?.1%。正交車(chē)削試驗(yàn)是為了建立正交模型,而銑削試驗(yàn)是為了驗(yàn)證該模型測(cè)切削力的有效性。
3.1 正交車(chē)削設(shè)置
正交切削試驗(yàn)是在日本馬扎克MAZAK Quick Turn Nexus 150車(chē)削中心上進(jìn)行的,正交車(chē)削試驗(yàn)設(shè)置如圖4所示。

圖4 正交車(chē)削試驗(yàn)設(shè)置
試驗(yàn)中使用了直徑為55 mm、切削寬度為2 mm的γ-TiAl基合金Ti-48Al-2Cr-2Nb溝槽工件。傾角被設(shè)置為0°以具有正交切削條件。在切削速度為40 m/min,進(jìn)給率分別為0.06、0.08和0.100 mm/r的條件下進(jìn)行了所有試驗(yàn)。切削操作采用4°前角和碳化鎢硬質(zhì)合金刀片,并使用2種不同的涂層:AlCrN涂層和AlTiN涂層。通過(guò)掃描電鏡測(cè)量,AlCrN涂層刀具的刃口半徑為15 mm,AlTiN涂層刀具的刃口半徑為16 mm。加工過(guò)程中不使用冷卻液,切削力采用Kistler 9257B臺(tái)式測(cè)力儀測(cè)量。
3.2 銑削設(shè)置
在五軸森精機(jī)NMV5000 DCG加工中心上進(jìn)行了一系列由端面銑削和球頭銑削組成的試驗(yàn)測(cè)試。同樣,所有銑削試驗(yàn)都不使用冷卻液,并使用Kistler 9257B臺(tái)式測(cè)力儀采集切削力數(shù)據(jù)。銑削試驗(yàn)設(shè)置如圖5所示。

圖5 銑削試驗(yàn)設(shè)置
對(duì)螺旋角為36.5°、前角為8°、直徑為12 mm的四刃硬質(zhì)合金立銑刀進(jìn)行了端面銑削試驗(yàn),分別采用AlCrN和AlTiN兩種不同的涂層條件。用掃描電子顯微鏡測(cè)量了涂層的厚度,如圖6所示。

圖6 立銑刀的涂層厚度
端銑削的刀具軌跡如圖7所示。

圖7 端銑削的刀具軌跡
對(duì)于圖7所示的刀具路徑,在順銑操作過(guò)程中獲得切削力數(shù)據(jù)。端銑削的條件如表1所示。

表1 端銑削的條件
采用AlCrN涂層、螺旋角為30°、直徑為8 mm、前角為5°的四刃硬質(zhì)合金球頭銑刀進(jìn)行了自由曲面銑削,驗(yàn)證了球頭銑削力的預(yù)測(cè)值。切削條件如表2所示。

表2 球頭銑削條件
研究中使用的刀具如圖8所示。

圖8 研究中使用的刀具
4 結(jié)果與分析
4.1 正交車(chē)削結(jié)果
不同進(jìn)給率下正交車(chē)削測(cè)量的切削力如圖9所示。
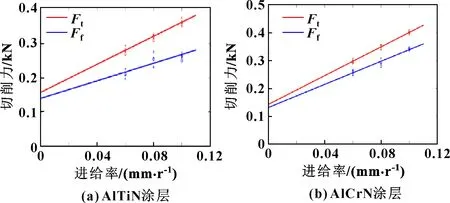
圖9 不同進(jìn)給率下正交車(chē)削測(cè)量的切削力
圖9所示切向力和進(jìn)給力被用來(lái)計(jì)算基本切削參數(shù),如剪應(yīng)力、剪切角、摩擦角和切屑厚度比。不同涂層時(shí)計(jì)算出的正交切削參數(shù)如表3所示。

表3 不同涂層時(shí)計(jì)算出的正交切削參數(shù)
表3結(jié)果表明:與AlTiN涂層相比,AlCrN涂層具有更小的剪切角。在切削過(guò)程中,切屑厚度、剪切角和剪切面是相互關(guān)聯(lián)的。剪切角越小,剪切面越長(zhǎng),切屑厚度越大。另一方面,較大的剪切角表示較小的剪切面,在切削過(guò)程中,產(chǎn)生的切屑相對(duì)較薄,這使得所需的切削力更小,這意味著較低的摩擦因數(shù)。
摩擦因數(shù)對(duì)刀具壽命和工件完整性起著重要作用。正交車(chē)削試驗(yàn)表明:AlCrN涂層的摩擦因數(shù)最大,AlTiN涂層的摩擦因數(shù)最小。改變涂層后,剪切應(yīng)力沒(méi)有明顯變化。
4.2 端面銑削結(jié)果
采用正交斜變換技術(shù)確定了銑削加工的切削系數(shù),并利用式(1)的分析模型對(duì)切削力進(jìn)行了仿真。不同涂層和進(jìn)給率下端面銑削的估計(jì)和實(shí)測(cè)切削力分量如圖10和圖11所示。
由圖10可看出:實(shí)測(cè)切向力平均值與估計(jì)切向力平均值之間的差值約為22.1 N(13%),實(shí)測(cè)徑向力平均值與估計(jì)徑向力平均值之間的差值約為6.2 N(11%),因此所提力學(xué)模型能夠預(yù)測(cè)AlTiN涂層刀具在13%誤差范圍內(nèi)的切削力。在圖11中,雖然切向力與AlCrN涂層刀具的力估計(jì)模型非常一致,實(shí)測(cè)切向力平均值與估計(jì)切向力平均值之間的差值僅為13.2 N(12%)。但通過(guò)徑向力的比較發(fā)現(xiàn)一定的不匹配現(xiàn)象,實(shí)測(cè)徑向力平均值與估計(jì)徑向力平均值之間的差值約為18.6 N(20%)。這可以歸因于加工過(guò)程中的潛在誤差,這些誤差導(dǎo)致徑向切削力低于預(yù)期。但總體來(lái)說(shuō),所提方法在預(yù)測(cè)合力(切向和徑向結(jié)合)方面是成功的,誤差范圍在20%以內(nèi)。

圖10 AlTiN涂層端面銑削的估計(jì)和實(shí)測(cè)切削力

圖11 AlCrN涂層端面銑削的估計(jì)和實(shí)測(cè)切削力
4.3 球頭銑削結(jié)果
為了驗(yàn)證γ-TiAl基合金正交參數(shù)在自由曲面球頭銑削中的準(zhǔn)確性,對(duì)NACA 2429翼型進(jìn)行了加工,如圖12所示。

圖12 NACA 2429翼型加工
在表2所示條件下,加工分4層,每層6條路徑。第4層第3刀軌的估計(jì)與實(shí)測(cè)切削力如圖13所示。
由圖13可知:估計(jì)切削力與實(shí)測(cè)切削力的變化趨勢(shì)和大小基本一致。軸方向上實(shí)測(cè)切向力平均值與估計(jì)切向力平均值之間的差值約為5.25 N(15 %),軸方向上切削力的實(shí)測(cè)值與估計(jì)值之間的最大差值為15.6 N(13 %)。因此,估計(jì)和實(shí)測(cè)的切削力吻合良好,誤差范圍為15%。

圖13 第4層第3刀軌的估計(jì)與實(shí)測(cè)切削力
5 結(jié)論
文中構(gòu)建了用于預(yù)測(cè)γ-TiAl基合金Ti-48Al-2Cr-2Nb基本切削參數(shù)的正交切削力學(xué)模型。利用該模型對(duì)γ-TiAl基合金Ti-48Al-2Cr-2Nb在不同涂層、不同切削條件下的端面和球頭銑削加工切削力進(jìn)行了預(yù)測(cè),并研究了涂層對(duì)摩擦因數(shù)、剪切應(yīng)力、剪切角和切削力的影響。得出如下結(jié)論:(1)AlCrN涂層刀具的剪切角小于AlTiN涂層刀具,且摩擦因數(shù)大于AlTiN涂層刀具;(2)對(duì)于AlCrN和AlTiN涂層,通過(guò)端面銑削試驗(yàn)驗(yàn)證的切削力估計(jì)誤差分別在20%和13%內(nèi);(3)對(duì)于AlCrN涂層,通過(guò)球頭銑削試驗(yàn)驗(yàn)證的切削力估計(jì)誤差在15%內(nèi)。后續(xù)將在更多類型機(jī)床上開(kāi)展進(jìn)一步的性能驗(yàn)證。
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學(xué)報(bào)(2022年4期)2022-08-15 08:27:00
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀(jì)智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學(xué)院學(xué)報(bào)(2021年2期)2021-07-19 08:35:14
新世紀(jì)智能(數(shù)學(xué)備考)(2020年9期)2021-01-04 00:25:14
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
