微細銑削毛刺形成機理及尺寸的試驗研究
2022-08-19 11:00:24沈劍云
機械設計與制造 2022年8期
劉 力,吳 賢,沈劍云
(1.廈門市同安職業技術學校,福建 廈門 361100;2.華僑大學機電及自動化學院,福建 廈門 361021)
1 前言
近年來微小型技術在民用和國防領域均發展迅猛,精密儀器、3C電子、生物醫療以及航空航天等行業對微小型技術的需求逐年增加。微小型產品的需求給微細加工技術帶來挑戰與機遇,促進了微細加工技術的創新和發展。與其它微細加工技術相比,微細銑削具有諸多明顯優勢:能適應金屬、陶瓷以及復合材料等多種工程材料加工;具備較強的三維復雜結構加工能力;加工精度高,加工成本低;具有較高的材料去除率等[1-2]。微細銑削已經成為微小型零件的主要制造方法之一,得到廣泛工業應用[3-4]。
微細銑削中由于刀具直徑和加工參數的減小,刃口鈍圓半徑和切削厚度通常都在微米級別內,產生有別于傳統銑削的新現象,如尺寸效應、最小切削厚度等,導致加工表面質量差、毛刺嚴重等問題[5-6]。工件表面的毛刺是銑削加工中常見現象,毛刺根據形成機理可分成泊松毛刺、撕裂毛刺、翻轉毛刺和切斷毛刺,根據分布位置可分為頂端毛刺、槽底毛刺、入口毛刺以及出口毛刺,其中頂端毛刺的尺寸往往最大,對零件質量的影響最大[7-8]。文獻[9]研究了微細銑削加工參數對毛刺高度和寬度的影響,發現銑削深度和刀具直徑對毛刺尺寸的影響最大。文獻[10]發現微細銑削不銹鋼的毛刺最大高度可達到銑削深度的156%,使用切削液可以減小毛刺高度55%,較大微細銑刀直徑可以獲得較小毛刺,銑削路徑對毛刺高度影響不大。文獻[11]發現微細切削過程中刃口區域的應力分布對毛刺形成具有重要影響,當切削厚度等于刃口鈍圓半徑時可獲得最小毛刺高度。文獻[12]提出了微細銑削中泊松毛刺和切出毛刺尺寸的理論計算模型,通過實驗驗證了模型的誤差小于16.8%。文獻[13]研究了微細銑削中毛刺的大小和形態,認為要減少毛刺應采用鋒利刀具和逆銑方式,并控制適當的銑削深度,選擇合適的切削速度和進給量。綜上所述,微細銑削加工過程十分復雜,毛刺形成過程和規律并不同于傳統銑削,受到加工過程中刀具弱剛性、尺寸效應、最小切削厚度等多種因素的影響。
目前,傳統銑削加工的研究已經較成熟,但是針對不同工況下微細銑削加工表面質量提高和毛刺尺寸控制的研究還相對較少。紫銅材料具有優異的導電性,以紫銅制作的各類微小型電極廣泛應用于現代模具制造業,具有三維復雜微小型結構的紫銅電極非常適合微細銑削加工。紫銅電極的尺寸精度、表面質量以及毛刺對電火花加工的型腔精度等級、尺寸穩定性和一致性均具有重要影響,在電火花加工過程中如果毛刺脫落在型腔內,會造成積碳,導致型腔尺寸及外觀不良[14-15]。這里進行微細銑削紫銅試驗研究,首先對表面粗糙度和輪廓曲線進行測量和分析,隨后觀察毛刺形態和測量毛刺寬度尺寸,進而分析加工參數對毛刺形態和寬度尺寸的影響規律,并提出抑制毛刺形成的微細銑削工藝控制方法。
2 微細銑削毛刺的形成機理
在微細切削過程中刀具與工件材料之間的接觸區域包括前刀面DE、切削刃圓弧BD和后刀面AB,如圖1所示。由于微細銑削的切削厚度較小,切削刃圓弧的接觸長度占比最大,是主要的接觸弧區。在切削力作用下,前刀面和切削刃圓弧沿切削方向擠壓工件材料,當作用于工件的應力大小達到材料屈服強度時,工件發生塑性變形,沿著最小約束方向發生塑性流動。在切削方向的前方和下方都受到工件材料的強力約束,塑性流動阻力很大;上方是無約束的自由表面,因此切削過程中工件材料主要是沿著前刀面向上塑性流動,形成切屑排出切削區域。如果在切削區域的側面也是無約束的自由表面,比如正交切削的兩側面,塑性流動阻力較小,導致會有部分材料向工件側面發生塑性流動,稱之為塑性側流。
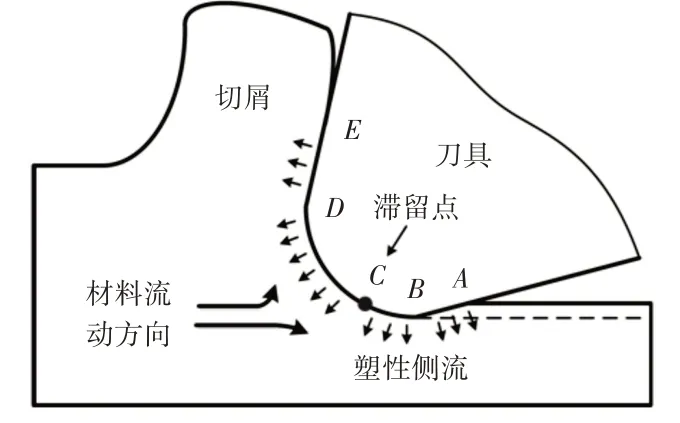
圖1 材料塑性流動示意圖Fig.1 The Schematic of Material Side Flow
切削過程中在切削刃圓弧底部存在滯留點C,滯留點將切削刃與工件的接觸弧區分成兩部分,即圖中CDE和ABC區域。其中,接觸區域CDE的材料發生塑性側流,與該區域材料一起向上塑性流動成為切屑一部分,形成切屑的側面;接觸區域BC的材料發生塑性側流,則與該區域材料一起流向已加工表面,形成已加工表面的側面,在已加工表面的側面產生泊松毛刺;在滯留點下方BC區域的材料越過切削刃圓弧流向已加工表面,隨后發生彈性回復形成接觸區域AB。在后刀面的接觸區域AB,材料的彈性回復向上會受到后刀面的強力約束,向下受到已加工表面的強力約束,而側面是無約束的自由表面,因此,在接觸區域AB也會發生少量的塑性側流,在已加工表面的側面產生泊松毛刺,這就是泊松毛刺的形成過程。在正交切削中泊松毛刺主要形成在工件兩側面,在微細銑削中泊松毛刺主要形成在工件頂面,這些表面在切削過程中都屬于無約束的自由表面,如圖2所示。隨著微細銑刀的不斷進給運動,每個刀刃在切削過程中都會產生新的毛刺,前一個刀刃產生的毛刺,部分被后一個刀刃的切削運動去除,部分與后一個刀刃產生的毛刺相互疊加,最終形成頂端毛刺。
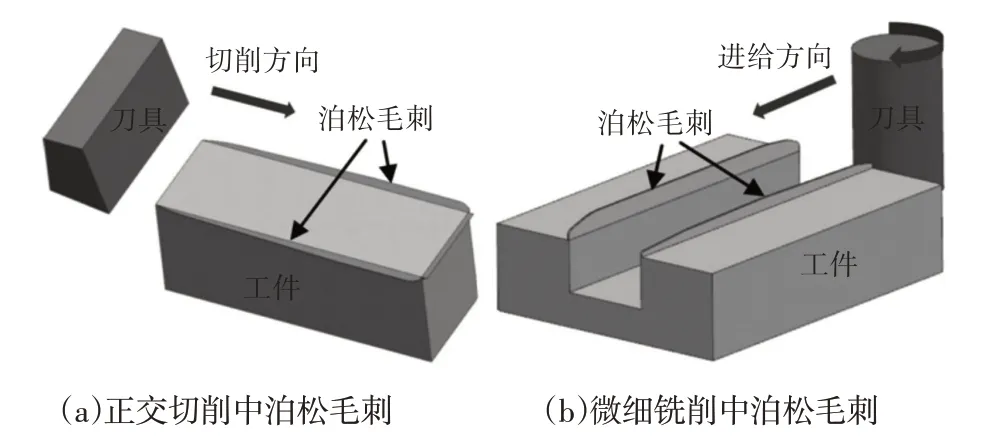
圖2 泊松毛刺形成過程Fig.2 The Schematic of Poisson Burr Formation
在切削過程中可將切削區域分為三個變形區,分別是第一變形區、第二變形區和第三變形區,如圖3所示。隨著切削運動進行,當刀具運動到工件的出口邊緣時,由于在切削運動前進方向上工件形狀不連續,即工件形狀發生突變。該方向上工件支撐剛度下降,也就是在該方向上對切削過程中材料塑性流動的約束下降,工件的出口端成為無約束的自由表面,導致在切削刃的下方出現第四變形區,即負剪切帶。負剪切帶的出現改變了切削過程中工件材料塑性流動路徑,標志著出口毛刺開始形成。負剪切帶一直延伸到工件的出口端,與出口端有個交點。隨著刀具繼續向工件出口運動,負剪切帶的材料不再沿著前刀面向上流動,而是繞著該交點作旋轉流動,并最終留在工件的出口端,形成片狀出口毛刺,如圖3(c)所示。
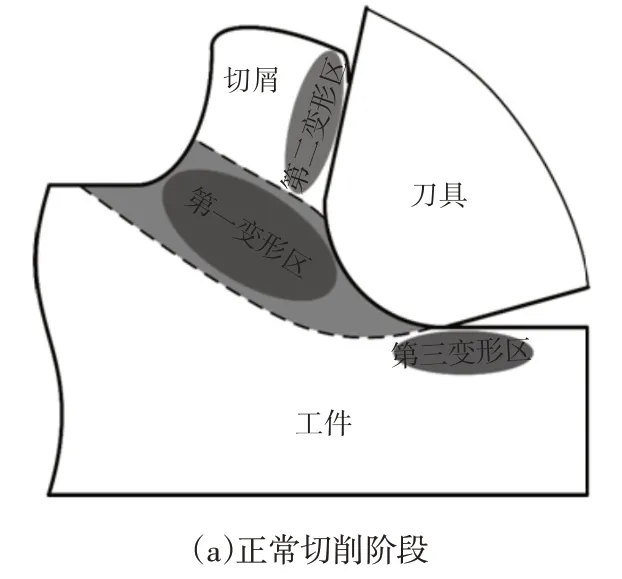
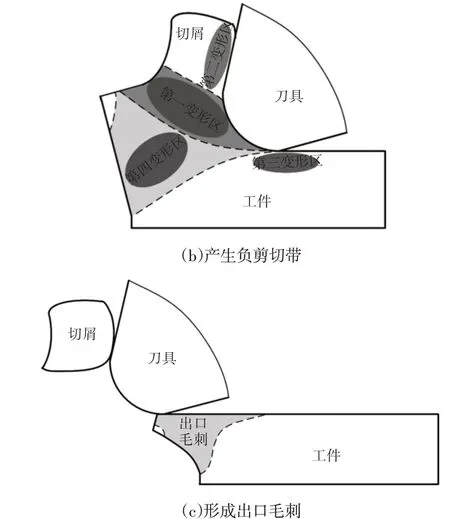
圖3 出口毛刺形成過程Fig.3 The Schematic of Exit Burr Formation
由于微細切削過程中滯留點的存在以及工件出口處的形狀突變,泊松毛刺和出口毛刺的形成是難以避免的,本質上都是由于切削過程中工件材料的非期望塑性流動產生的,而工件材料的塑性流動則主要取決于材料特性和切削區域的應力分布狀態。當微細銑削過程中刀具對工件材料的犁耕和擠壓作用非常劇烈,負前角切削狀態嚴重,使得切削區域的應力分布集中在切削刃圓弧的底部。這種應力分布情況對滯留點以下工件材料的塑性側流和工件出口處的負剪切帶形成都是有利的,從而會促進毛刺的形成過程,這是微細銑削毛刺嚴重的主要原因,通過優化工藝參數減輕負前角切削狀態,有助于減小微細銑削毛刺。
3 試驗方法
試驗使用刀具是超細晶粒硬質合金微細銑刀,刀具直徑為1mm,刀刃長為2.5mm,刀柄直徑為4mm,通過超景深顯微鏡測得刀具的刃口鈍圓半徑為4.4μm。試驗所用的工件材料為紫銅T2,工件尺寸為(30×10×3)mm。試驗所用的機床為HAAS立式加工中心,該機床主要用于微小零件的數控銑削加工,主軸最高轉速為30000rpm,X、Y和Z軸行程分別為305mm、254mm 和305mm,工作臺尺寸為508×254mm,重復定位精度為±2μm,如圖4所示。
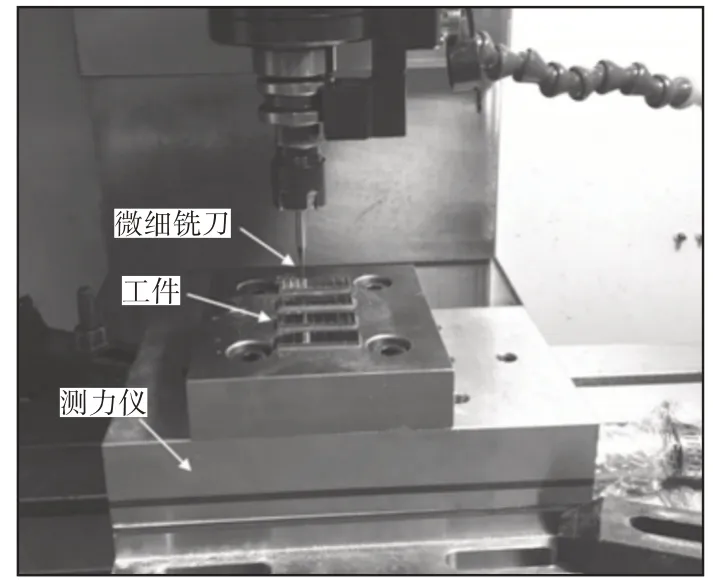
圖4 微細銑削試驗Fig.4 Micro Milling Experiment
工件裝夾后,在試驗前先使用直徑5mm的刀具將工件表面加工平整,然后再進行直槽銑削的單因素試驗,試驗過程中不進行二次裝夾。微細銑削試驗參數,如表1所示。其中,主軸轉速選用范圍為(8000~20000)rpm,銑削深度選用范圍為(2~14)μm,每齒進給量的選用范圍為(0.09~6.6)μm,包含小于、等于和大于刃口圓弧半徑范圍,每個試驗均重復3次。試驗后利用超聲清洗機將工件表面清洗干凈,采用超景深顯微鏡觀察工件的頂端毛刺形態,分別測量逆銑邊和順銑邊上頂端毛刺的寬度尺寸。通過兩條平行線對毛刺進行包絡,測量毛刺根部與頂點之間的距離,即毛刺寬度尺寸w,如圖5所示。由于不同位置處的毛刺形態不是完全一致的,毛刺寬度尺寸測量前,先對毛刺形態進行觀察,找到能夠表征毛刺特征的區域,然后對4個不同位置的毛刺寬度進行測量,取平均值作為測量結果,盡量避免測量誤差。

表1 微細銑削試驗參數Tab.1 Micro Milling Experiment Parameters
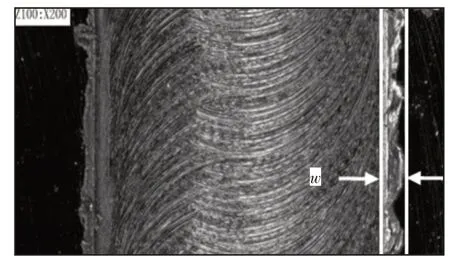
圖5 毛刺寬度測量圖Fig.5 Measurement of Burr Width Size
4 試驗結果
4.1 微細銑削毛刺形態分類
試驗觀察到的頂端毛刺形態,如圖6所示。根據不同形態特征可以分為五大類:羽毛狀、破碎狀、毛茸狀、鋸齒狀和墻壁狀頂端毛刺。由圖可知,羽毛狀毛刺的整體尺寸較大,呈現長條扁平狀分散,發生一定程度卷曲。槽的邊緣處于刀具的切入和切出階段,瞬時切削厚度非常小,產生被嚴重擠壓的扁平帶狀切屑,這些切屑非常難以折斷來正常脫離切削區域,而往往被擠壓出切削區域發生卷曲并粘附槽邊緣上,形成羽毛狀毛刺。破碎狀毛刺為不規則斷續形狀,尺寸比羽毛狀毛刺要小,形成機理與羽毛狀毛刺類似,只是這些切屑還沒完全成型,處于形成初始階段就被擠壓出切削區域并粘附在槽邊緣處,形成破碎狀毛刺。毛茸狀毛刺尺寸很小,頂部為毛茸茸的起伏形狀,由于工件材料塑性較好,切屑與工件分離過程中,經過擠壓和撕裂后在槽邊緣產生不整齊斷口,形成毛茸狀毛刺。鋸齒狀毛刺具有周期性間距,主要是由于不穩定的材料塑性側流產生的。在銑刀旋轉過程中,槽邊緣切入和切出階段的瞬時切削厚度非常小,刀具對工件材料的耕犁作用非常劇烈,材料塑性側流較多,形成較大毛刺。但經過多次旋轉運動后,瞬時切削厚度逐漸累積的越來越大,此時切削過程中的耕犁作用減小,材料塑性側流減少,形成較小毛刺。隨著銑刀的進給運動,該過程周期性的發生,從而產生鋸齒狀毛刺,鋸齒狀毛刺的間距要大于工件表面的刀痕間距數倍。豎直狀毛刺尺寸很小,也是由于切削過程中材料塑性側流到槽邊緣形成的,但是由于其整體尺寸很小,并沒有表現出明顯的鋸齒形狀。觀察到的工件出口毛刺形態特征,如圖7所示。根據不同的形態特征,出口毛刺可分為兩類,片狀和翻卷狀出口毛刺。由于工件出口處形狀不連續,支撐剛度下降,負剪切帶的出現,形成片狀出口毛刺。在片狀出口毛刺的形成過程中,正剪切帶上那部分材料仍然會沿前刀面向上流動產生切屑,但是在刀具離開工件出口時,由于切削速度方向上的支撐剛度下降,對切屑流動約束減小,這些切屑不一定會產生完全脫落,而是與出口毛刺連接在一起,最終形成尺寸較大的翻卷狀出口毛刺,如圖7(b)所示。
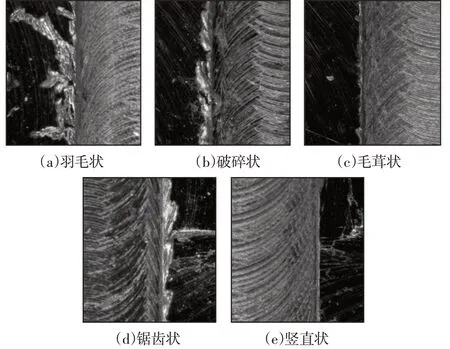
圖6 頂端毛刺的形態分類Fig.6 The Morphology Classification of Top Burr
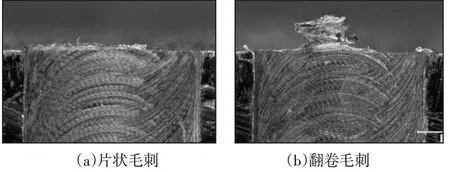
圖7 出口毛刺的形態分類Fig.6 The Morphology Classification of Exit Burr
4.2 微細銑削頂端毛刺
每齒進給量fz對頂端毛刺形態和寬度尺寸的影響規律如圖8所示。圖中左邊為逆銑邊,右邊為順銑邊,由圖可知逆銑邊和順銑邊的毛刺形態和寬度尺寸是不一樣的。當fz<2.2μm∕Z時,形成毛刺較多,逆銑邊是羽毛狀毛刺,順銑邊是鋸齒狀毛刺;當fz=2.2μm∕Z時,逆銑邊仍然是羽毛狀毛刺,但是順銑邊變為破碎狀毛刺;而fz≥4.4μm∕Z時,形成毛刺較少,逆銑邊和順銑邊都是薄片狀毛刺。由圖8(b)可知,在fz≥4.4μm∕Z范圍內,毛刺尺寸隨著fz的增加只有略微下降,基本處于穩定水平,但是在fz<4.4μm∕Z范圍內,毛刺尺寸隨著fz的減小是逐漸上升的,測得的最小毛刺尺寸為8.6μm,最大毛刺尺寸為144.9μm,達到槽寬的144%。這主要是因為當每齒進給量小于刀具的刃口鈍圓半徑時,切削過程中嚴重的負前角切削狀態和耕犁作用會促進毛刺的形成,從而導致毛刺尺寸的迅速增加。對比逆銑邊和順銑邊的毛刺尺寸還可知,當fz<2.2μm∕Z時,逆銑邊的毛刺尺寸要大于順銑邊,主要是由于此時在逆銑邊是尺寸較大的羽毛狀毛刺,而順銑邊是尺寸相對小的鋸齒狀毛刺形態。當fz>2.2μm∕Z后,逆銑邊和順銑邊的毛刺都是薄片狀毛刺時,逆銑邊的毛刺尺寸要小于順銑邊。不同銑削深度和主軸轉速下的頂端毛刺尺寸變化,如圖9所示。逆銑邊的毛刺尺寸均小于順銑邊。隨著ap的增加,無論是逆銑邊還是順銑邊的毛刺尺寸都會逐漸上升。隨著ap的不斷增加,刀具每次去除材料增多,不僅切削力增大,且切削過程中形成的切屑增多,粘附在槽邊緣上的切屑也變多,造成毛刺尺寸變大。隨著主軸轉速的提高,逆銑邊和順銑邊的頂端毛刺尺寸均呈現出一定程度減小。通過提高切削速度,刀具對工件材料的犁耕和擠壓作用時間減少,切削過程中材料變形減弱,導致塑性側流減少,有助于減少泊松毛刺形成,從而使得頂端毛刺尺寸的下降。

圖8 每齒進給量對頂端毛刺形態和尺寸的影響Fig.8 The Effect of Feed Per Tooth on Top Burr Morphology and Size

圖9 銑削深度和主軸轉速對頂端毛刺尺寸的影響Fig.9 The Effect of Milling Depth and Spindle Speed on Top Burr Size
4.3 微細銑削出口毛刺
每齒進給量fz對出口毛刺形態和寬度尺寸的影響,如圖10所示。fz非常小時,出口毛刺上有未脫離的切屑連接,是翻卷狀出口毛刺,而隨著fz的增加,出口毛刺形態變成片狀出口毛刺。由圖可知,工件的出口毛刺尺寸隨著fz的增加而逐漸下降。在當fz小于最小切削厚度時,由于非常嚴重的負前角切削狀態,工件出口邊緣處材料塑性變形嚴重,材料塑性流動路徑較長,很容易與未脫離的切屑形成翻卷狀出口毛刺,導致出口毛刺的尺寸保持在較大水平。在fz大于刃口的鈍圓半徑時,切削過程脫離負前角切削狀態后,負剪切帶的材料塑性變形減弱,出口毛刺尺寸趨于穩定,保持在相對較小水平,且變化幅度不大。不同銑削深度和主軸轉速下的出口毛刺尺寸變化,如圖11所示。隨著ap的增加,出口毛刺尺寸逐漸上升,刀具切出工件邊緣時,負剪切帶的應力分布會隨著切削力的上升而增加,導致出口毛刺也增多。隨著主軸轉速的提高,出口毛刺尺寸略微減小,但是變化幅度相對較小。抑制微細銑削中的毛刺形成可以從加工參數優化和加工軌跡選擇兩個方面入手。根據試驗結果可知,當每齒進給量取的小于刀具的刃口鈍圓半徑時,毛刺尺寸往往較大,要想獲得較小的毛刺寬度尺寸,在加工過程中盡量選擇每齒進給量大于刃口鈍圓半徑。要減小毛刺尺寸還需盡量減小銑削深度,但是銑削深度過小會影響到材料去除率,要根據實際需求采用合適的銑削深度。此外,選擇較高的主軸轉速有助于減小毛刺尺寸。根據試驗結果還發現,逆銑邊頂端毛刺尺寸往往要小于順銑邊,因此在加工軌跡上可以盡量選擇逆銑,當加工工件的內輪廓時選擇順時針走刀軌跡,當加工工件的外輪廓時選擇逆時針走刀軌跡。
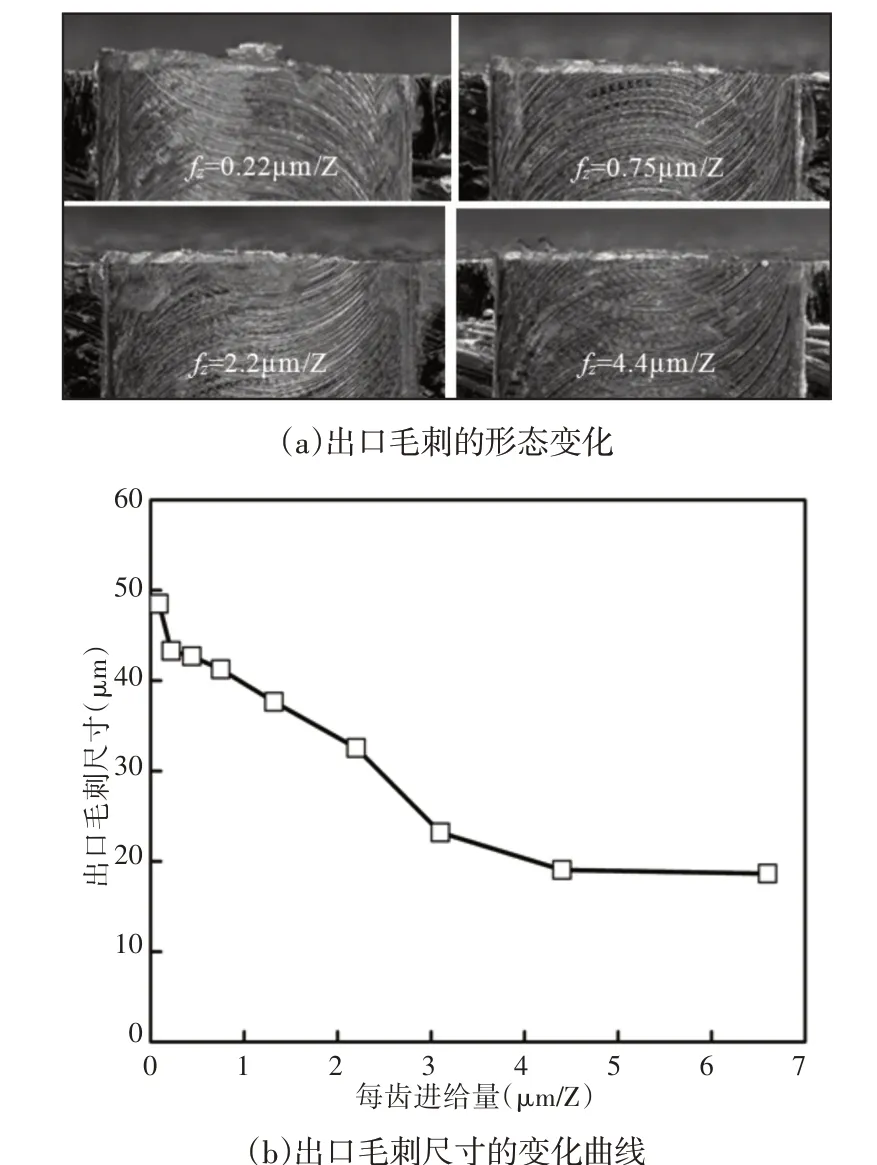
圖10 每齒進給量對出口毛刺形態和尺寸的影響Fig.10 The Effect of Feed Per Tooth on Exit Burr Morphology and Size

圖11 銑削深度和主軸轉速對出口毛刺尺寸的影響Fig.11 The Effect of Milling Depth and Spindle Speed on Exit Burr Size
5 結論
通過對微細銑削試驗結果進行觀察、測量和分析,得到如下結論:
(1)微細切削過程中,滯留點以下切削區域發生的塑性側流形成泊松毛刺,泊松毛刺主要發生在微細銑削的工件頂端邊緣,形成頂端毛刺。當刀具運動到工件出口邊緣,工件形狀不連續支撐剛度下降,出現負剪切帶,形成出口毛刺。
(2)微細銑削頂端毛刺可以分為羽毛狀、破碎狀、毛茸狀、鋸齒狀和墻壁狀頂端毛刺五類,出口毛刺可以分為片狀和翻卷狀兩類刺。
(3)隨著每齒進給量的減小,頂端毛刺尺寸先逐漸減小后迅速上升,等于刀刃鈍圓半徑時獲得最小頂端毛刺尺寸,出口毛刺尺寸先逐漸下降后趨于穩定。頂端毛刺和出口毛刺尺寸均隨著銑削深度的增加而逐漸上升,隨著主軸轉速的增加而逐漸下降。