基于定值工藝參數(shù)的爐溫曲線
2022-08-17 09:57:10孫闖闖程曉燕茍小樂杜俊卓徐士博王彥功
甘肅科技 2022年6期
孫闖闖,程曉燕,茍小樂,杜俊卓,徐士博,王彥功
(甘肅農(nóng)業(yè)大學(xué)理學(xué)院,甘肅 蘭州 730000)
1 概述
表面安裝技術(shù)(SMT)是將片式電子元器件貼裝在印刷電路板表面,通過波峰焊、再流焊等方法焊裝在基板上的一種新型安裝技術(shù),近十年來,表面安裝技術(shù)發(fā)展迅速,已經(jīng)滲透到各行各業(yè),應(yīng)用十分廣泛,給很多企業(yè)帶來了一些傳統(tǒng)技術(shù)無法代替的便利。表面安裝技術(shù)工藝最重要和最難的流程為焊接過程,在焊接過程中,需要嚴(yán)格控制各溫區(qū)的溫度和傳送帶的速度等影響因素。
再流焊是先將焊料加工成粉末狀,然后使用一定量的液態(tài)黏合劑,使之變?yōu)榱鲃?dòng)狀態(tài)的焊膏,然后用這些流動(dòng)狀態(tài)的焊膏將電子元器件粘在印刷電路板上,最后通過加熱的方式使焊膏中的焊料再次熔化和流動(dòng),從而將電子元器件焊接在印刷電路板上。生產(chǎn)集成電路板的新型電子元件的主要焊接工藝方式為再流焊接,這是新型電子元件設(shè)計(jì)生產(chǎn)應(yīng)用過程中至關(guān)重要的一個(gè)環(huán)節(jié),但是不同焊接材料的熔點(diǎn)不同,所以回流焊爐內(nèi)各部分的溫度控制對(duì)最終產(chǎn)品的質(zhì)量相當(dāng)重要,即回流焊過程中對(duì)爐內(nèi)溫度控制的準(zhǔn)確程度決定著產(chǎn)品的最終質(zhì)量,為得到具有高質(zhì)量和高可靠度的印制電路板(PCB),并使其能夠滿足工藝要求,需要對(duì)爐溫控制展開更深入的研究和分析。
再流曲線的設(shè)置直接決定了再流焊接加熱工藝質(zhì)量的好壞,與再流焊?jìng)魉蛶У霓D(zhuǎn)動(dòng)速度、加熱風(fēng)扇區(qū)的整體溫度控制、加熱風(fēng)扇的對(duì)流以及風(fēng)扇的轉(zhuǎn)動(dòng)速度等多種影響因素密切相關(guān),而每個(gè)參數(shù)的取值又需要經(jīng)過嚴(yán)格的定期的物理化學(xué)實(shí)驗(yàn)才能確定,對(duì)實(shí)驗(yàn)者有很高的要求,一般需要專業(yè)人員設(shè)定實(shí)驗(yàn)和完成實(shí)驗(yàn),最終得到參數(shù)的設(shè)定值,這樣整個(gè)工藝的最終質(zhì)量才會(huì)達(dá)到標(biāo)準(zhǔn)或更好,但在實(shí)際生產(chǎn)中,影響產(chǎn)品最終質(zhì)量的主要因素為傳送帶的轉(zhuǎn)動(dòng)速度和各溫區(qū)的溫度設(shè)定。在再流焊接工藝中,回焊爐啟動(dòng)之后,各溫區(qū)的溫度會(huì)在短時(shí)間內(nèi)達(dá)到一個(gè)穩(wěn)定狀態(tài),可以假設(shè)氣體溫度與溫區(qū)溫度近似相等,基本保持一個(gè)很恒定狀態(tài)。傳送帶的速度控制對(duì)整個(gè)工藝會(huì)有很大影響,在焊接過程中,傳送帶的速度將會(huì)影響電路板的受熱時(shí)間和焊接的工作時(shí)間,由于不同焊接材料的熔點(diǎn)不同,所以傳送帶的速度控制將是一個(gè)至關(guān)重要的環(huán)節(jié),如果傳送帶的速度過大,將導(dǎo)致電路板的受熱時(shí)間過短,電路板的溫度過低無法達(dá)到焊接溫度;如果傳送帶的速度過小,將導(dǎo)致電路板的受熱時(shí)間過長,電路板的溫度過高有可能導(dǎo)致焊接材料提前融化,從而無法完成焊接,影響產(chǎn)品效率。
在再流焊接工藝方面,國內(nèi)有很多學(xué)者進(jìn)行研究和分析,趙俊偉等[1]從合金釬焊工作機(jī)理分析入手,經(jīng)過金相分析指出,再生電流區(qū)域的峰值釬焊溫度一般都對(duì)應(yīng)在220 ℃左右,峰值釬焊溫度如果低于200 ℃時(shí)就會(huì)容易形成不良性的焊接。馮志剛等[2]采用正交直流實(shí)驗(yàn)法,深入研究再流焊爐的各種工藝物理參數(shù)對(duì)再流焊爐溫度變化曲線的影響,并探討了關(guān)鍵技術(shù)對(duì)再流焊爐溫度變化曲線的影響,得出再流焊?jìng)魉蛶мD(zhuǎn)動(dòng)速度和再流焊接加工區(qū)爐溫溫度的影響最明顯。以上研究主要從分析焊接過程缺陷發(fā)生機(jī)理以及分析問題入手,從有效避免此類焊接過程缺陷事故發(fā)生的根本角度,結(jié)合我國焊膏材料制造商的技術(shù)要求,對(duì)再流焊的最低目標(biāo)焊接溫度以及曲線差的減少提出要求。但是從運(yùn)用技術(shù)到焊接實(shí)踐,一般都需要定期進(jìn)行大量的焊接試驗(yàn),然后根據(jù)試驗(yàn)中的數(shù)據(jù)對(duì)各種焊接制造工藝中的參數(shù)要求進(jìn)行調(diào)整,從而得到更優(yōu)爐溫曲線。
本研究在傳送帶過爐速度為78 cm/min,各溫區(qū)溫度的設(shè)定值分別為173 ℃(小溫區(qū)1~5)、198 ℃(小溫區(qū)6)、230 ℃(小溫區(qū)7)和257 ℃(小溫區(qū)8~9)的條件下,探究焊接區(qū)域中心的溫度變化情況,并分析小溫區(qū)3、6、7 中點(diǎn)及小溫區(qū)8 結(jié)束處焊接區(qū)域中心的溫度,最后得出相應(yīng)的爐溫曲線。
2 回焊爐簡(jiǎn)介
回焊爐內(nèi)有小溫區(qū)及爐前區(qū)域和爐后區(qū)域(圖1),每個(gè)小溫區(qū)長度為30.5 cm,相鄰小溫區(qū)間距為5 cm,爐前區(qū)域和爐后區(qū)域長度均為25 cm。回焊爐啟動(dòng)后,爐內(nèi)空氣溫度會(huì)在短時(shí)間內(nèi)達(dá)到穩(wěn)定,此后,回焊爐方可進(jìn)行焊接工作。本研究在爐前區(qū)域、爐后區(qū)域以及小溫區(qū)之間的間隙不做特殊的溫度控制,其溫度與相鄰溫區(qū)的溫度相關(guān),各溫區(qū)邊界附近的溫度也可能受到相鄰溫區(qū)溫度的影響,并且生產(chǎn)車間的溫度保持在25 ℃,焊接區(qū)域的厚度為0.15 mm,溫度傳感器在焊接區(qū)域中心的溫度達(dá)到30 ℃時(shí)開始工作。
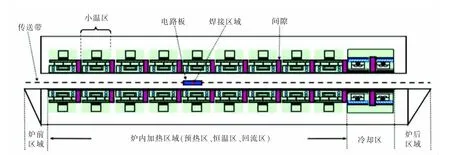
圖1 回焊爐
3 模型建立
焊接區(qū)域中心的溫度變化主要是各小溫區(qū)的變化引起,根據(jù)熱傳導(dǎo)效應(yīng)和牛頓冷卻定律進(jìn)行建模分析,處理好溫度的變化規(guī)律,最終得出焊接區(qū)域中心的溫度變化規(guī)律,畫出相應(yīng)的爐溫曲線[3]。
在再流焊接過程中,熱量傳遞主要通過對(duì)流換熱Qc和輻射換熱Qr完成,可用公式(1)表示

本研究忽略輻射換熱Qr,其熱量傳遞主要由對(duì)流換熱Qc完成。
電路板(PCB)組件裸露表面與熱風(fēng)的對(duì)流換熱量可用牛頓冷卻公式表示為[4]:

在公式(2)中:A 為焊接區(qū)域與元件與空氣之間的接觸面積;Qc為對(duì)流換熱量;Tw和Tf分別為爐內(nèi)溫度和焊接區(qū)域中心的溫度;h 為平均對(duì)流換熱系數(shù)。其中,以1206 焊盤的尺寸為例,焊盤長度為0.17 cm、寬度為0.128 cm、厚度為0.015 cm,元件尺寸為0.32 cm×0.16 cm,由此可以得出模型參數(shù)A 的值為1.207 cm2。
計(jì)算平均對(duì)流換熱系數(shù)h:

在公式(3)中:u 為氣體流體的流動(dòng)速度(cm/s),l 為PCB 板的長度(cm),v 為氣體流體的黏度(cm2/s),n為氣體的動(dòng)力黏度(cm2/s),cp為氣體的熱容量(J/(g·K)),λ 為氣體的運(yùn)動(dòng)的黏滯系數(shù)(W/cm·K),本研究中氣體的流速u=1.3 cm/s。
由于實(shí)際生產(chǎn)中所用的氣體大多數(shù)為氮?dú)猓∟2),所以在本研究中所用的氣體也為氮?dú)猓? 為氮?dú)猓∟2)對(duì)應(yīng)的各個(gè)溫度下的密度(×10-3·g·cm-3)、熱容量(J·g-1·K-3)、熱導(dǎo)體熱導(dǎo)率(W·cm-1·cm-1)、動(dòng)力黏度(×107g·cm-1·s-1)、運(yùn)動(dòng)黏滯系數(shù)(×1010·cm2·s-1)和流體動(dòng)量擴(kuò)散能力和熱量擴(kuò)散能力的數(shù)值[5]。
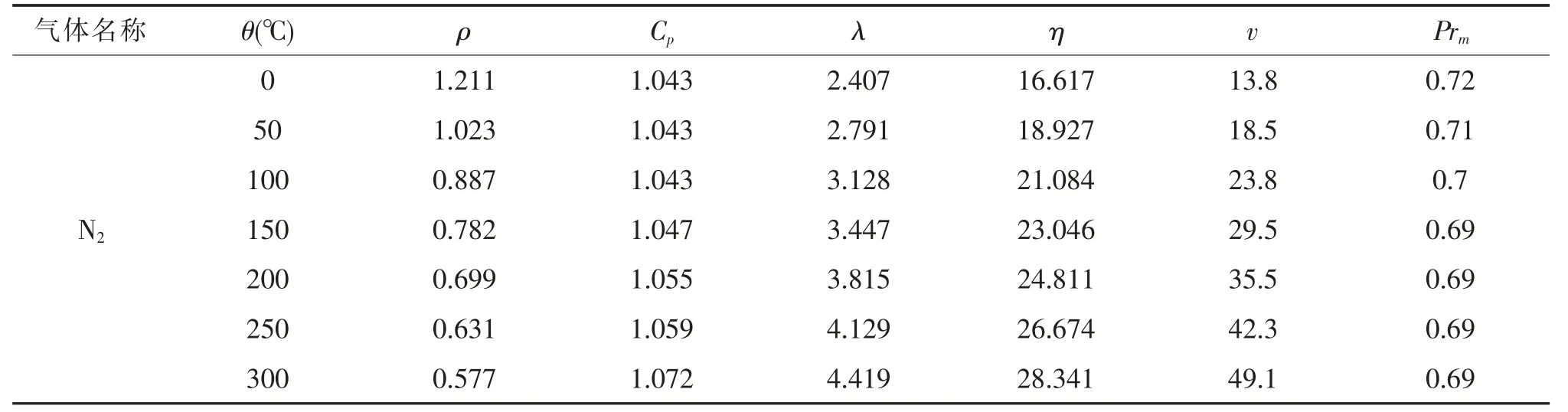
表1 氮?dú)獾奈锢硇阅?/p>
Tw 是根據(jù)爐內(nèi)溫度和元件位置進(jìn)行分段擬合的一個(gè)函數(shù),Tf 的公式如下:

在公式(4)中:t0是生產(chǎn)車間的初始溫度25 ℃,c 是墊料(銅)的比熱容,m 是墊料(銅)的質(zhì)量。
4 結(jié)果與分析
首先,Tw(爐內(nèi)溫度)是一個(gè)目前未知的變量,此時(shí)便通過檢測(cè)電路板的位置變化和電路板通過各溫區(qū)的溫度變化來進(jìn)行擬合,因?yàn)楸狙芯康念A(yù)熱回焊爐一般有四大主要溫區(qū):預(yù)熱區(qū)、恒溫區(qū)、回流區(qū)和冷卻區(qū),每個(gè)溫度分區(qū)的爐內(nèi)溫度見表2,所以擬合的Tw是一個(gè)分為9 段的函數(shù)(見表3)。

表2 各溫區(qū)的溫度

表3 Tw 函數(shù)取值情況
其次,由上述結(jié)果分析可得出,焊接區(qū)域中心的溫度大概經(jīng)過四個(gè)階段的變化,在預(yù)熱區(qū)逐漸增大,恒溫區(qū)逐漸趨于平緩,回流區(qū)迅速增大,最后在冷卻區(qū)呈現(xiàn)下降趨勢(shì),其對(duì)應(yīng)的爐溫曲線(圖2)。
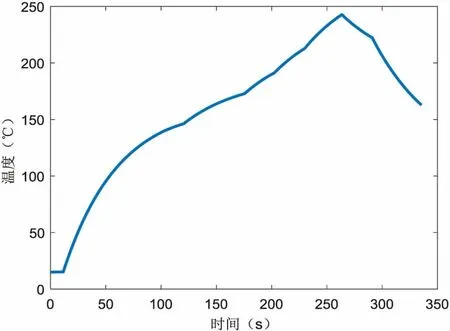
圖2 爐溫曲線
由圖2 可知,在傳送帶過爐速度為78 cm/min 的情況下,可以得出當(dāng)電路板進(jìn)入小溫區(qū)3、6、7 中點(diǎn)及小溫區(qū)8 結(jié)束處的時(shí)間分別為66.37 s、148.28 s、175.58 s 和214.62 s,其對(duì)應(yīng)的焊接區(qū)域中心的溫度(見表4)。

表4 焊接區(qū)域中心的溫度
5 討論
本研究在印刷電路板焊接生產(chǎn)問題的基礎(chǔ)上,首先,對(duì)表面安裝技術(shù)(SMT)和再流焊方法進(jìn)行簡(jiǎn)要描述,突出表面安裝工藝最重要的流程為焊接過程,在焊接過程中最重要的影響因素為各溫區(qū)溫度的控制和傳送帶速度的控制。其次,通過給定各溫區(qū)溫度和傳送帶轉(zhuǎn)動(dòng)速度,在熱傳導(dǎo)效應(yīng)和牛頓冷卻公式的基礎(chǔ)上,對(duì)電路板進(jìn)入各溫區(qū)的時(shí)間的焊接區(qū)域中心的溫度利用本文數(shù)據(jù)進(jìn)行機(jī)理建模,根據(jù)文中所給定的條件和數(shù)據(jù),確定模型中各參數(shù)的值,并計(jì)算不同時(shí)間焊接區(qū)域中心的溫度。最后,研究爐溫曲線的走勢(shì)并對(duì)模型進(jìn)行分析。研究表明,焊接區(qū)域中心的溫度大概經(jīng)過四個(gè)階段的變化,在預(yù)熱區(qū)逐漸增大,恒溫區(qū)逐漸趨于平緩,回流區(qū)迅速增大,最后在冷卻區(qū)呈現(xiàn)下降趨勢(shì)。在傳送帶過爐速度為78 cm/min 的情況下,可以得出當(dāng)電路板進(jìn)入小溫區(qū)3、6、7 中點(diǎn)及小溫區(qū)8 結(jié)束處的溫度分別為130.44 ℃、170.60 ℃、187.06 ℃、217.49 ℃。
PCB 在回流焊接工作過程中是以不同的焊接速度通過不同的溫度焊區(qū)。在這種工作情況下,PCB的最終過爐加熱速度直接嚴(yán)重影響了PCB 的最終過爐溫度,因此,對(duì)PCB 過爐速度需要進(jìn)行嚴(yán)格和合理的把控才能得到更優(yōu)爐溫曲線。同時(shí)加熱材料區(qū)的啟動(dòng)溫度控制設(shè)置和風(fēng)扇的轉(zhuǎn)動(dòng)速度也可能會(huì)對(duì)PCB 的最終加熱溫度產(chǎn)生一定影響。由此可見,對(duì)于爐溫曲線工藝參數(shù)的設(shè)定是一個(gè)很復(fù)雜很嚴(yán)謹(jǐn)?shù)倪^程,好的工藝參數(shù)直接影響最終產(chǎn)品的質(zhì)量,而傳送帶的速度控制和加熱區(qū)各溫區(qū)的溫度設(shè)定是影響爐溫曲線最關(guān)鍵因素,對(duì)最終產(chǎn)品質(zhì)量也至關(guān)重要。本研究建立的爐溫曲線模型,可為給定傳送帶速度和各溫區(qū)溫度的條件下研究焊接區(qū)域中心的溫度變化情況提供理論參考。
猜你喜歡
今日農(nóng)業(yè)(2021年9期)2021-11-26 07:41:24
發(fā)明與創(chuàng)新·小學(xué)生(2021年3期)2021-03-25 11:48:49
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
電測(cè)與儀表(2015年5期)2015-04-09 11:30:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03