汽車玻璃升降器拉索關鍵尺寸超差產生的原因分析和檢測方法
2022-08-05 10:33:10李云慧董志遠
大眾科技 2022年6期
李云慧 董志遠
汽車玻璃升降器拉索關鍵尺寸超差產生的原因分析和檢測方法
李云慧 董志遠
(柳州市金元機械制造有限公司,廣西 柳州 545007)
汽車玻璃升降器一旦損壞會造成因雨雪天氣、高速行駛、行車時無法關閉車窗、升降器異響等問題,所以必須重視玻璃升降器的性能,影響其性能的直接原因之一為拉索組件關鍵A+B長度尺寸,是解決問題的重要關注點。文章介紹了一種汽車玻璃升降器總成拉索組件的制作過程中關鍵尺寸A+B長度尺寸偏差問題的原因和檢測方法,玻璃升降器總成拉索是汽車門窗玻璃升降裝置的重要零部件,拉索關鍵A+B尺寸關系到整個電動玻璃升降器使用性能。
玻璃升降器;拉索組件;尺寸
引言
隨著我國科學技術的發(fā)展,帶動了自動化技術行業(yè)的飛速發(fā)展,汽車越來越多,質量要求不斷提高,高精度要求產品已逐漸推廣。需求的設備越來越先進,半自動、自動化生產、高精度檢測和現代化工藝已成為一種工業(yè)發(fā)展引進趨勢。自動化技術可以提高產品生產的效率、提高產品的質量,因此目前的機械制造業(yè)不斷加大對自動化技術的研究,努力實現在降低資源消耗的同時,實現整體的自動化控制,提高產品的生產質量和效率。自動化檢測的使用是在提高產品一致性,快速識別產品裝配性能使用性能的直接辦法。檢測設備實現PLC控制,使用光柵檢測裝置。該裝置分辨率為0.001 mm,達到了微米級檢測的要求。實現了拉索組件關鍵A+B長度尺寸問題的零缺陷管控。當今工業(yè)4.0已經進入國際合作新時代,所謂的系統應用、智能生產工藝和工業(yè)制造,產品和設備的交流溝通時代,產品傳遞需求告訴設備如何實現PLC控制。生產智能自動化在新領域、新制造、新工藝方向是可行的。市場需求、產品性能和生產設備、檢測設備緊密結合起來,將保證質量的一個質的飛躍時代。當前在國際制造業(yè)中廣泛采用的“嵌入式系統”,正是將機械或電全嵌入到受控器件內部,是一種特定應用設計的專用計算機系統元氣部件。文章結合某車型的電動防夾玻璃升降器總成拉索組件的制造裝配、工藝分析與檢測方法,總結出了一套可行的半自動化生產裝配工藝、檢測方法和經驗:玻璃升降器拉索組件的裝配使用;玻璃升降器拉索組件互換對比及檢測并分析數據,試驗驗證;玻璃升降器拉索組件檢具的應用方法。以下就將逐一論述。
1 玻璃升降器總成拉索組件的裝配過程
玻璃升降器總成拉索組件半自動化生產線工藝:結合人機工程、根據產品的特征、裝配方式方法、用途、精度要求等。
汽車玻璃升降器總成拉索組件的構成:鋼絲繩夾頭(2件)、彈簧套管、彈簧、壓力管部件、鋼絲繩導套、鋼絲繩,如圖1所示。
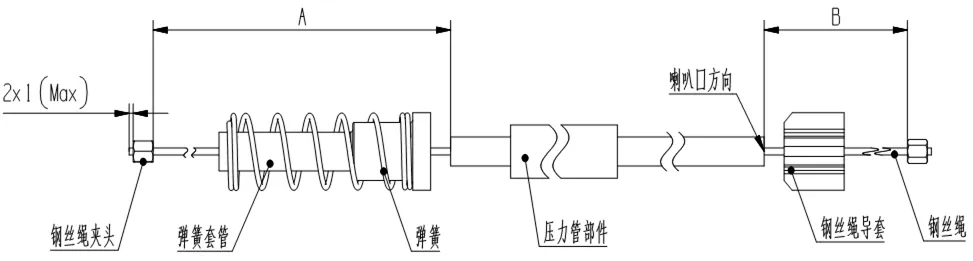
圖1 拉索組件布置示意圖
生產線裝配工藝過程:鋼絲繩下料-沖鉚鋼絲繩夾頭-裝配(彈簧、彈簧套管與壓力管部件、鋼絲繩導套)-精切鋼絲繩-沖鉚另一端鋼絲繩夾頭-預拉檢測-包裝,有七大工序,如圖2所示。
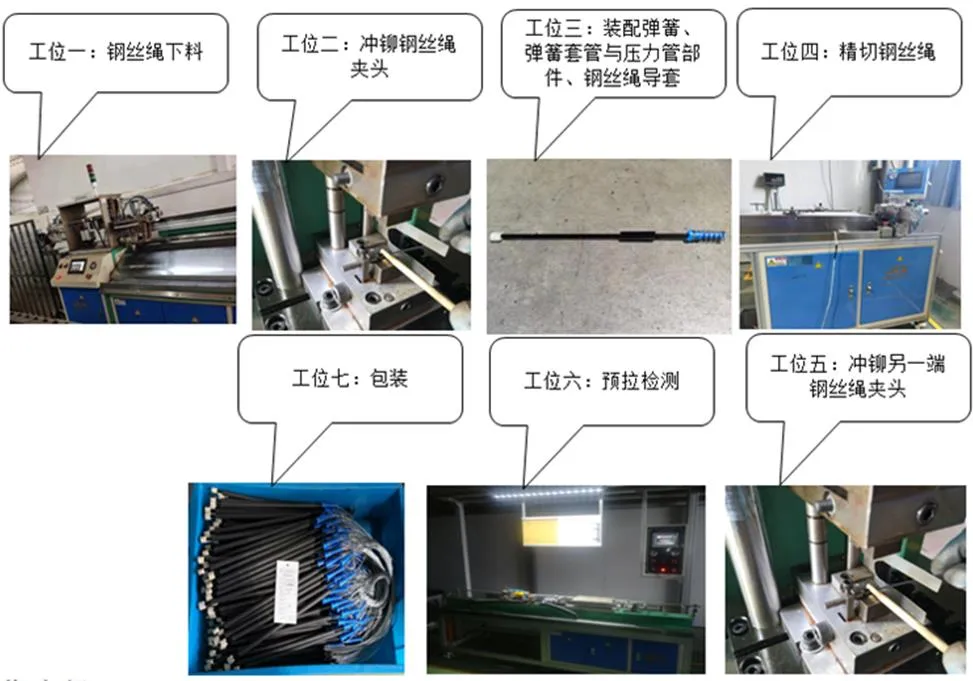
圖2 工藝流程布置示意圖
(1)本裝配工藝滿足左前、左后、右前、右后的玻璃升降器拉索組件裝配要求(產品和工藝)。
(2)、每個工序采用不同的加工工藝,鋼絲繩下料:采用自動化設備(自動下料機)進行下料。
(3)沖鉚鋼絲繩夾頭:采用六方(TD)模具沖鉚,人工手動喂料;人工出料,利用模具限位裝置控制鋼絲繩露出夾頭尺寸(0~1 mm)。工位與工位間采用非標準箱(550×350×280)包裝50根/扎,10扎/箱中轉到下工序;最少周轉量為50根。
(4)裝配彈簧、彈簧套管與壓力管部件、鋼絲繩導套:采用手工裝配。
(5)精切鋼絲繩:采用半自動化設備、限位模具,人工手動喂料,人工出料。
(6)沖鉚另一端鋼絲繩夾頭:采用六方(TD)模具沖鉚,人工手動喂料;人工出料,利用模具限位裝置控制鋼絲繩漏出長度尺寸。工位與工位間采用非標準箱(550×350×280)包裝50根/扎,10扎/箱中轉到下工序;最少周轉量為50根。
(7)預拉檢測:采用自動化預拉檢測設備100%檢測滿足升降器總成拉索組件總長、A+B尺寸、負載檢測;檢測數據通過工控機進行分析,合格后設備翻轉裝置自動翻轉輸送合格品到合格區(qū)。
(8)生產線總共設計7個工位,每個工位基本平衡,工位時間節(jié)拍為 36 S/件,每天 8 小時產量為 800 件。
(9)適當應用設備管理,快速切換參數切換產品、外觀等技術。
(10)合格品裝配到玻璃升降器總成的使用效果與影響:以某車型為例電動玻璃升降器總成共3 根拉索組件,分別為A、B、C,作用是把整個玻璃升降器各零部件裝配連接起來。雖然看起來只是簡單的連接組裝,拉索組件A+B尺寸長度直接影響著電動玻璃升降器總成的裝配質量,所以拉索組件A+B尺寸配合精度要求越來越被用戶所重視,拉索組件A+B尺寸影響著整個電動玻璃升降器總成的性能。關系到汽車車窗升降平穩(wěn),升降順暢等重要因素,是生產過程中的關鍵控制尺寸。
2 玻璃升降器拉索組件互換對比及檢測并分析數據
前期項目試制階段玻璃升降器總成的各零部件,裝配數據的有效性占據著問題總數的一半以上,快速響應并解決問題就是基本的要求,而問題原因的快速分析查找是關鍵的第一步。結合某車型電動玻璃升降器總成一些裝配性出現的問題處理經驗,我們總結出了產生問題原因查找的一般流程方法。
零件互換對比:零件互換對比是將故障件上的零件與非故障件零件進行互換驗證,然后對比裝配結果,明確故障的位置,縮小原因調查范圍。拉索組件A+B尺寸偏差問題排除零件本身缺陷外都應該對裝配方式方法進行確認,包括人、機、料、法、環(huán)、測六個方面是否正確。從零件的互換就可以驗證裝配過程的正確性。當然,也有零件互換時模擬故障重現故障消失的情況,這種情況就說明問題比較復雜,分析的方向不對或是設計上存在缺陷可能。
互換看似簡單,其實有一些細節(jié)需要注意。第一,先確保零件是否有變形緊固失效;對于已經被破壞的零件(例如一些鋼絲繩斷股散股等)互換裝配就已沒有意義。這時就需要重新裝配,現場確認裝配過程問題。第二,重裝需要多次進行,排除偶然因素,例如分析識別故障件的差異參數,區(qū)分識別玻璃升降器3根拉索尺寸差異及一致性,所使用零配件是否為相同廠家相同批次號,等等。若是均符合工藝卡片的要求,那么基本可以推斷零件不合格或者設計上存在缺陷。首先將5件合格左前門玻璃升降器總成,與5件玻璃升降器總成左前門總成故障件重裝互換拉索組件,尺寸進行評估。彈簧彈出量要求為0~6 mm,超出6 mm(含6 mm)的為故障件設備自動報警識別。將故障件與非故障件的拉索在總成上進行互換裝配,零件上檢具檢測需要注意以下幾點:零件裝夾過程應遵守SOS作業(yè)指導書操作,保證主定位點裝夾固定到位;盡量模擬裝配過程,勿用蠻力;檢測過程應該多次測量取平均值,以減小測量誤差,檢測數據,如表1所示。
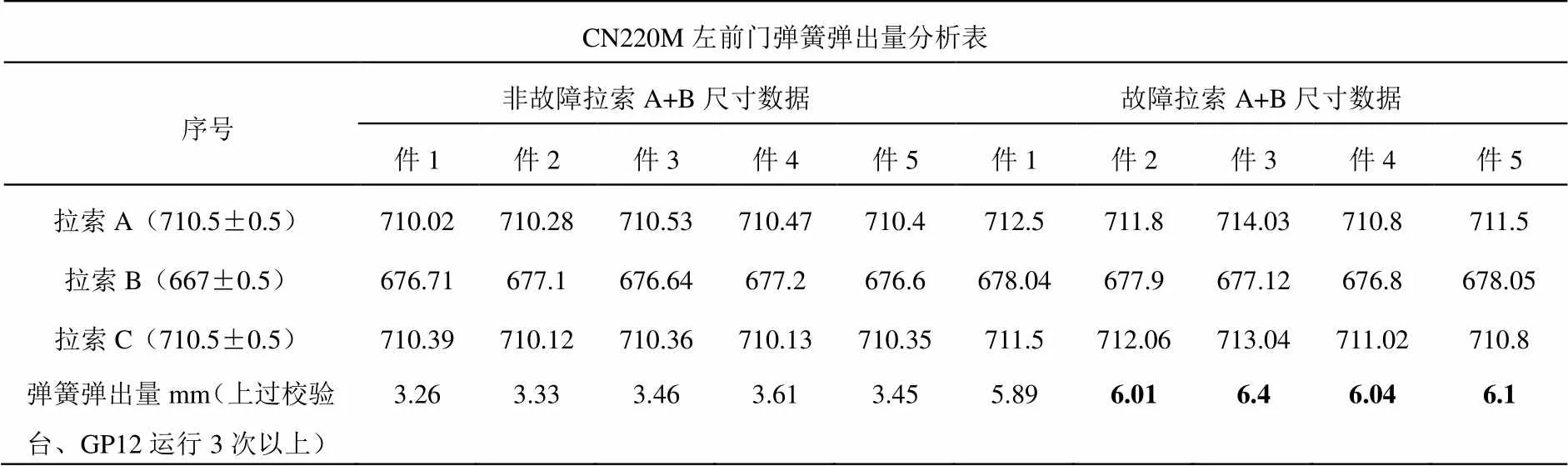
表1 互換的參數裝配記錄表
從互換裝配結果看故障件有4組數據彈簧彈出量大于6 mm(不合格),其中1組處于臨界參數。為保障質量穩(wěn)定及產品零缺陷出廠,不建議使用到達臨界參數的產品,所以仍然判定為不合適件。由此分析零配件玻璃升降器總成拉索組件A+B尺寸是影響故障的直接關系,在生產過程中必須嚴格進行控制該尺寸,也是過程控制的關鍵工序。查看圖紙了解拉索組件A+B尺寸公差,分析尺寸鏈,排查拉索組件A+B尺寸超差的產生因素及制定遏制措施。
3 玻璃升降器拉索組件檢具的應用方法
當第二步中將零件互換確定了問題故障因素后,需要將拉索組件進行分析尺寸公差問題,及檢測并分析數據以確定問題的有效控制原因。彈簧彈出量參數并不是越小越好,參數越小增加了玻璃升降器總成裝車風險,裝配難度大、玻璃上升速度慢、升降器總成防夾電機堵轉力不足等影響玻璃上升效果。彈簧彈出量超差(≥6 mm),玻璃升降堵轉時彈簧異響、鋼絲繩容易脫槽造成產品失效等,影響客戶的滿意度。生產裝配過程中,人工操作及使用半自動化設備結合生產制造,人工操作手法不統一存在的誤差及設備的穩(wěn)定性都會影響尺寸超差的產生。為防止拉索組件尺寸超差問題的產生,采用100%上預拉檢測設備檢驗拉索組件總長度及關鍵A+B尺寸。
拉索組件A+B尺寸誤差產生的原因有:精切鋼絲繩時限位塊松動、動作手法不規(guī)范,不按標準作業(yè)指導書執(zhí)行;沖鉚另一頭鋼絲繩夾頭時,沖鉚限位模松動、鋼絲繩未伸出鋼絲繩夾頭等,員工操作不規(guī)范。為避免以上問題的原因導致不合格品產生,對員工定期培訓及嚴格要求按作業(yè)指導書執(zhí)行。開班前對設備、工裝進行檢查且定期保養(yǎng)。根據設計圖紙拉索組件A+B尺寸鏈得知其公差為±0.5 mm的高精度要求,采用預拉檢測設備進行100%檢測,保障產品零缺陷出庫。
檢測設備主要有:①工作臺、②壓力管限位塊支撐座、③壓力管限位塊、④鋼絲繩限位塊(固定端)、⑤產品(拉索)、⑥讀數顯示器、⑦光柵尺、⑧鋼絲繩限位塊矮支撐座、⑨鋼絲繩限位塊(活定端)、⑩滑塊安裝座、?尼龍方形塑料扶手(C90)、?氣缸(TN16 40S)、?滑塊、?直線導軌(HSR25AM-2)、?砝碼活動導向輪裝置、?齒條(20×20)、?50N砝碼、?預拉檢測按鈕、?電源開關、?基準棒,如圖3所示。

圖3 拉索組件檢測設備示意圖
保證設備的耐磨性、檢測精度穩(wěn)定其有效性等高精度要求;鋼絲繩限位塊(含固定端、活動端)采用Cr12材質并通過真空熱處理并且TD處理增加耐磨性保證精度,基準棒選用標準棒料減少加工誤差滿足其精度。鋼絲繩限位塊、基準棒均上三坐標檢測標定,得出參數分別在實物上面刻上永久性標識數據以便檢測標定時取值輸入。標定輸入參數是由兩端鋼絲繩限位塊尺寸與基準棒尺寸累加之和得到的數值。這個數值作為固定值使用;每次使用設備檢測前必須按這個固定值在設備讀數顯示器輸入標定參數。標定時拉動尼龍方形塑料扶手(C90),鋼絲繩限位塊支撐座、鋼絲繩限位塊(活定端)、滑塊安裝座沿著直線導軌往壓力管限位塊支撐座方向移動。鋼絲繩限位塊(固定端)、基準棒、鋼絲繩限位塊(活動端)處于軸線狀態(tài)且壓緊,把鋼絲繩限位塊尺寸與基準棒尺寸累加得到的值輸入讀數顯示器,設置光柵尺處于初始狀態(tài)(定值),如圖4所示。

圖4 鋼絲繩限位塊、基準棒標準示意圖示
拉索組件檢測壓力管長度定位:拉索一端鋼絲繩夾頭掛入鋼絲繩限位塊(活動端),拉索管部件卡入另一端的壓力管限位塊預留的槽內(鋼絲繩限位塊固定端)。按下設備按鈕啟動后,(50 N)砝碼自動下落并帶動滑動安裝座沿軸向方向進行預拉,預拉時務必保證鋼絲繩與壓力管處于硼直狀態(tài),兩端基準固定處務必安放到位后,讀數顯示器上顯示拉索組件A+B尺寸數值(小數點保留小數點后三位數)。讀取完數值后,按下設備復位按鈕退出檢測并取出拉索組件。目測檢查拉索組件鋼絲繩無破損、位移等不良現象,鋼絲繩外表面不允許有毛刺,鋼絲繩無彎折,鋼絲無斷股、散股、散頭;壓力管自然狀態(tài)順直,無局部折變變形。
4 結束語
自動、半自動化技術在汽車機械制造領域中做出了巨大貢獻,是汽車制造歷史上的一次重大變革。改變了汽車原有落后的制造生產模式、檢驗檢測方式,逐步實現現代化工藝、新技術,實現汽車制造系統應用中達到舒適性、穩(wěn)定性、有效性、質量的一致性,節(jié)能降耗、降低人工成本、時間成本等一系列質的飛躍突破。為制造出企業(yè)放心、群眾放心,且首選的高質量產品奠定了堅實的基礎。整車零件車門系統中小小的電動玻璃升降器拉索的制造、檢測運用到了半自動化設備,其拉索組件主要控制尺寸鏈中的關鍵A+B尺寸。且本文主要結合工作中某車型玻璃升降器總成中拉索組件的關鍵A+B超差問題作為案例,總結出了電動玻璃升降器總成拉索組件A+B尺寸超差原因的經驗,歸納了問題原因的產生及控制手段和檢測方法,作為新產品及其他車型拉索組件尺寸鏈超差問題提供了思路和參考。
[1] 劉智. 長安福特J48C汽車拉索及電動玻璃升降器[Z]. 重慶: 重慶利時德控制拉索系統有限公司,2007.
[2] 寧方勇,王麗鵬,石小明. 車窗玻璃升降器故障分析及改進[J]. 汽車實用技術,2020(11): 132-134.
[3]關明. 鋼絲繩安全檢測與診斷方法試驗研究[D]. 徐州: 中國礦業(yè)大學,2014.
Cause Analysis and Detection Method of Out of Tolerance of Key Dimension of Automobile Window Regulator Cable
Once the window regulator is damaged, it will cause problems such as rain and snow weather, high-speed driving, inability to close the window when driving, abnormal noise of the regulator and so on. Therefore, we must pay attention to the performance of the window regulator. One of the direct reasons affecting its performance is the key A + B length dimension of the cable assembly, which is an important focus to solve the problem. This paper introduces the reason and detection method of the length deviation of the key dimension A+B in the manufacturing process of the cable assembly of the window regulator. The cable of the window regulator assembly is an important part of the window regulator, and the key dimension A+B of the cable is related to the service performance of the whole electric window regulator.
window regulator; cable components; dimension
U463
A
1008-1151(2022)06-0079-04
2022-03-25
李云慧,女,廣西柳州人,柳州市金元機械制造有限公司技術中心技術員,研究方向為汽車零部件設計工藝開發(fā)、項目管理。
董志遠,男,廣西柳州人,柳州市金元機械制造有限公司技術中心主任助理,研究方向為汽車零部件設計開發(fā)與制造、項目管理、組織創(chuàng)新。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
電子制作(2018年11期)2018-08-04 03:26:08
汽車維護與修理(2016年10期)2016-07-10 08:17:41
海峽科技與產業(yè)(2016年3期)2016-05-17 04:32:12
工業(yè)設計(2016年12期)2016-04-16 02:52:00
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
