基于預填充功能的電子皮帶秤及輔聯設備的研發及應用
2022-07-16 01:58:42李文好
大眾科技 2022年5期
關鍵詞:設備
李文好
基于預填充功能的電子皮帶秤及輔聯設備的研發及應用
李文好
(廣西中煙工業有限責任公司柳州卷煙廠,廣西 柳州 545006)
文章是在電子皮帶秤及附屬計量設備的基礎上進行發明改進,并將發明成果應用于生產實際。電子皮帶秤是卷煙工業生產線在線式對物料進行連續計量的設備,對物料進行即時計量、監控,達到穩定物料流量的目的。在使用過程中發現流量不夠穩定的問題。針對這個問題,文章從技術改造角度提出了改進思路,按照優中選優的原則,從備選方案中選擇設計預填充程序、勻料裝置作為技術方案并投入使用,上述技術方案無需大投資、采購改造項目,以小成本的柔性結構改造提升了流量的穩定性。改進后,物料頭部流量平穩,流量標準偏差控制在0.2以內,消除“合格中的波動”,達到了連續、均勻、穩定的控制狀態。
預填充;流量;勻料裝置;電子皮帶秤
引言
電子皮帶秤是一種廣泛用于計算物料流量、重量的計量設備[1],在卷煙工藝領域被廣泛用于精準測量煙葉、煙絲、梗絲等物料流量、重量參數,特別是在煙絲(梗絲)膨脹、干燥、加香加料等特殊工序、關鍵工序中發揮關鍵作用,流量的連續、均勻、穩定直接影響物料的加工精度、準度[2-4]。
1 存在的問題
目前,卷煙廠工廠使用電子皮帶秤以計量型、控制型為主,以廣西中煙工業有限責任公司柳州卷煙廠為例,以控制型居多,該類設備主要用于精準控制物料流量,確保流量誤差在標準范圍內。以某卷煙牌號為例,物料流量標準為1900 kg/h,正負差控制在50 kg/h內,在使用過程中,特別是正式生產開始后、結束前的15分鐘內,出現短時間斷料,如圖1、圖2所示。

圖1 生產開始后15分鐘內流量曲線圖
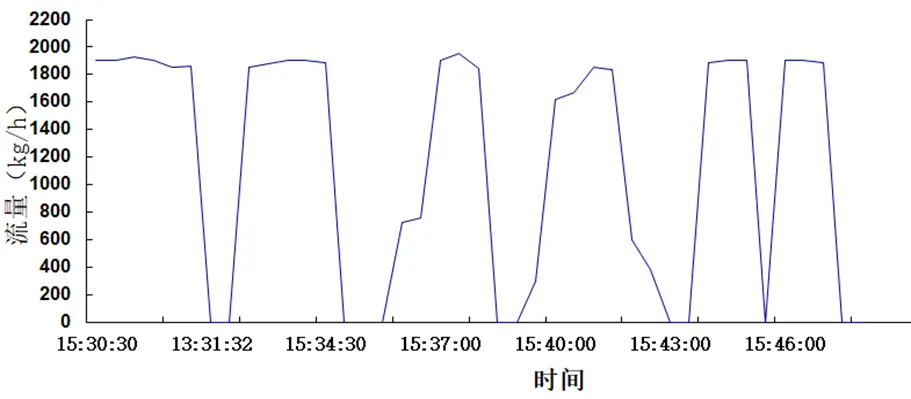
圖2 生產結束前15分鐘內流量曲線圖
2 解決方案
影響電子皮帶秤流量因素有很多,一方面是設備本體部件的完好和技術參數的精確性,另一方面物料的連續、均勻、穩定是重要的影響因素之一,而物料的連續、均勻、穩定由電子皮帶秤前端物流和倉儲設備提供。
2.1 設備本體分析
一般來說,電子皮帶秤分為操作面板和設備本體兩個部分,如圖3所示。操作面板用于參數設定及日常操作,不涉及電子皮帶秤核心技術,因此,把重點放到設備本體上。
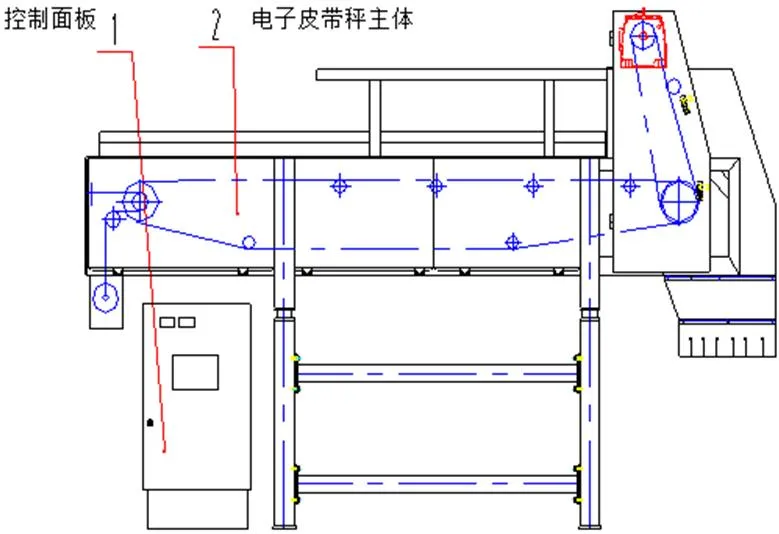
圖3 電子皮帶秤外觀圖
接著把電子皮帶秤本體進行放大、解剖,如圖4所示。簡要來說,電子皮帶秤本體由落料區、稱重區、出料區三個區域組成,核心區域是稱重區,該區域通過多個傳感器、稱重器及對應PLC控制程序對物料流量、重量進行測量。
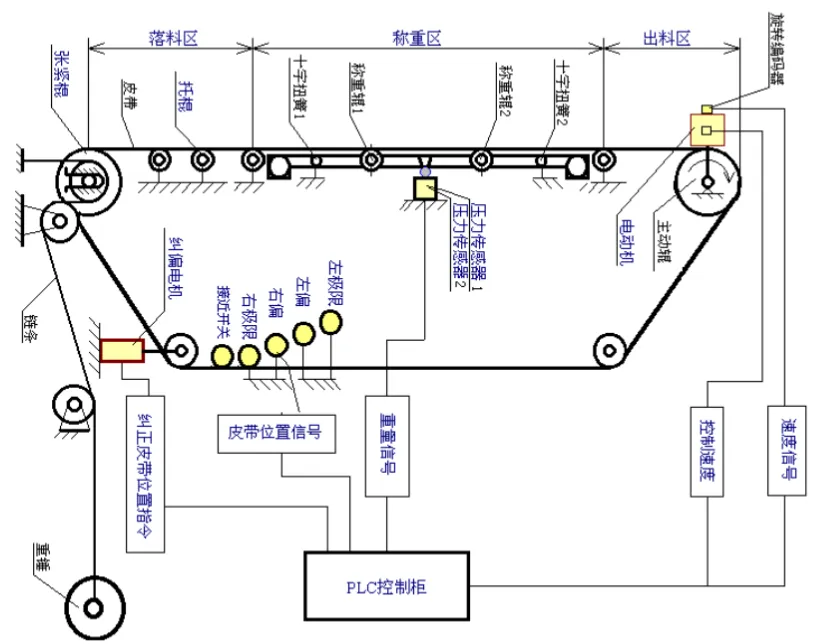
圖4 電子皮帶秤主體剖視圖
含鈦高爐渣100 g,初始鹽酸濃度18%,浸出溫度140℃,浸出時間6 h,攪拌轉速400 r/min的條件下,考察了不同液固比對CaO、MgO、Fe、Al2O3脫除率及TiO2損失率的影響,結果見圖2。
目前,胰腺癌診斷十分困難,且進展快、預后差,中位生存期僅4~6個月,到2030年其發病率預計將增長1倍左右[5-7]。胰腺癌發病機制尚不清楚,炎癥、肥胖、乙醇、吸煙、氧化應激等因素可導致免疫代謝紊亂和微環境改變,激活腫瘤信號通路,參與胰腺癌發病,目前尚無有效的診治手段。因此,探尋新的解決方法迫在眉睫。
這個表格中上面說閃族語系,下文又說是巴比倫文、希伯來文,其實語言和文字,雖然屬于同一個語種,但實際上語言與文字是有差異的。語言是最活躍的,不斷發展,文字是語言的一種固化,特別是當它是一種歷史記錄的時候。因此從文字的記錄我們就可以知道當時語言的具體情況。按照這個表格制作的示意圖如圖1:
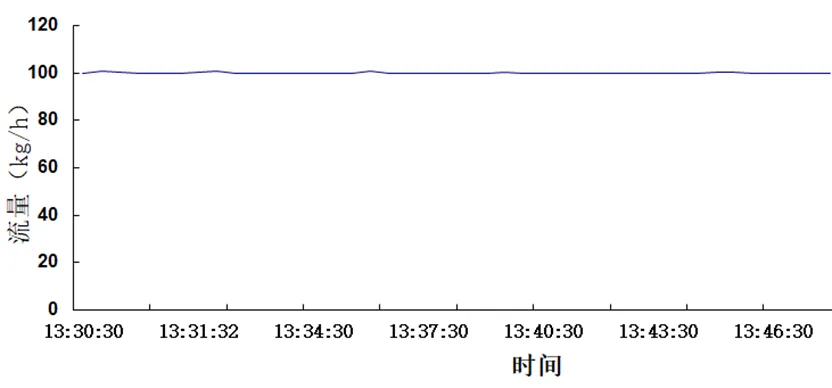
圖5 電子皮帶秤低速運行流量曲線圖
2.2 物料分析
物料在進入電子皮帶秤前,流經多個設備,如圖6所示。物料從儲柜出來,經一級振槽、二級振槽松散,通過皮帶輸送至電子皮帶秤。進一步,對物料流轉路徑每個環節進行分析,以便界定哪個環節物料不足。由于工序涉及的工藝流轉環節比較簡單,部分工藝環節只需要通過感官來判斷,不需要通過復雜的數理統計分析和仿真分析。
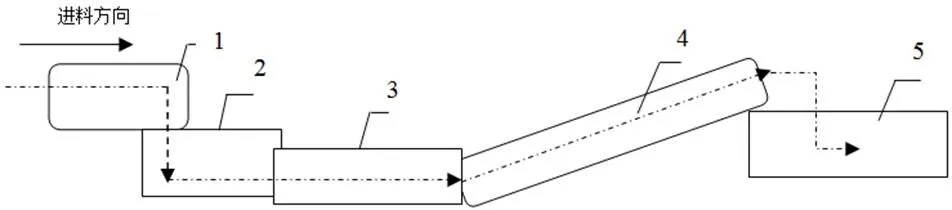
1.儲柜 2.一級振槽 3.二級振槽 4.皮帶 5.電子秤
調整前設備采用尋堆鋪料,此種方式方便存儲的同時帶來了物料鋪料高度差異性,為此,將尋堆鋪料調整為前后鋪料,該技術手段只需調整PLC程序即可,不發生其他技術改造成本,屬于柔性化技術改造。
2.2.3 皮帶分析
通過上述分析得知,問題根源在于儲柜及出料過程,為了達到均勻、穩定的物料狀態,必須通過技術手段進行改造,初步擬定整改計劃。
17例咨詢者酶聯免疫法檢測結果為陽性,占1.60%,1047例咨詢者酶聯免疫法檢測結果為陰性,占98.40%,18例咨詢者膠體金法檢測結果為陽性,占1.70%,1046例咨詢者膠體金法檢測結果為陰性,占98.31%,兩種檢測方式檢測結果符合率為99.90%,兩種檢測方式檢測結果比較,差異無統計學意義(P>0.05),見表1。
振槽的作用是在固定頻率下把物料進行松散,確保不凝結、接團,有利物料在下個工序中加工,對物料流量并未實質性影響,可暫時排除。
為了驗證稱重區精度,在落料區前段放置100 kg物料,將電子皮帶秤速度設定為100 kg/h,調取流量曲線(圖5),發現實際流量趨勢就是一條直線,流量極大值和極小值差值在1 kg/h內,符合控制進度標準要求。
儲柜是物料起始端,物料在儲柜1貯存額定工藝時間后進行出料,現場查看出料狀態,物料起始端鋪料高度較低,隨著儲柜底層皮帶機轉動,物料高度逐漸升高,持續一段時間后基本保持不變。然后對物料在儲柜中的物料形態進行分析,物料在在儲柜的同一橫截面上高度不一,有些地方甚至存在很大的高度差,這樣的情況會導致某個時間段內或出現斷料或出現堵料,不利于形成均勻、穩定的物料狀態。
爾雅通識課程采用網絡授課的方式,與傳統授課的教學模式有諸多不同,對比可知網絡授課具有顯著的優點,第一,學習時間和地域不受限,可以任何時間地點進行學習,利用碎片化時間學習很好地解決了醫學專業學習任務重、時間緊等問題,這是傳統授課模式下所不能實現的;第二,網絡課程學習可以很好地解決學生個體差異問題,學生根據自身情況自主掌握學習進度;第三,網絡課程教育資源豐富、共享資源極大地提供給學生更寬廣的平臺。爾雅通識教育課程集合優質課程資源,涉及范圍廣,知識體系完善,很好地彌補了醫學院校學生對其他領域知識的渴求。
護理垂直管理下的“1+N”護理單元運行模式及效果…………………………………王瑞麗,巢 娜,蔡德芳(83)
皮帶是最基本的輔料傳送設備,即來多少走多少,對物料流量并未造成實質性影響,可暫時排除。
2.3 整改計劃及實施
2.2.2 振槽分析
2.3.1 增加勻料裝置
在儲柜出料口增設勻料裝置,確保物料出柜時同一橫截面大致相同。具體實施方案為,設計一定半徑的圓柱型耙釘,用電機帶動以固定頻率旋轉,該技術手段簡易可行,實施成本較低,不占用生產時間,可行。
同時,為了確保進入電子皮帶秤的物料分布更加均勻,選擇在二級輸送振槽增加導料板解決傳送分布不均勻難題。導料板的設計原則是保證物料均勻輸送,同時不易發生擠料和堵料,根據輸送振槽的振幅、頻率值確定導料板的抽象模型,借用大型分析軟件ANSYS進行動力學仿真,通過現場試驗不斷優化導料板的位置和高度,確定導料板與振槽有準確的接觸位置和恰當的接觸面積,保證進入電子皮帶秤的物料左中右分布均勻。
2.3.2 調整鋪料方式
2.2.1 儲柜分析
2.3.3 增加物料儲存裝置
在電子皮帶秤前增加喂料倉,與電子皮帶秤配合使用,通過喂料倉來對供料的流量進行控制,避免供料不足或瞬時流量過大的問題,但是增加了喂料倉,整個工段工序布局將發生變更,喂料倉上游、下游設備銜接設備也要同步考慮,生產工序變得更加繁瑣,考慮到技術改造經濟型、緊迫性,并且要兼顧生產任務,該技術手段實施針對性不強。
2.3.4 改進電子皮帶秤進料方式
增加預填充程序,該程序的功能是在設備啟動后,物料通過振槽和皮帶傳送到電子皮帶秤進料端,計量管布置在電子皮帶秤進料端上方,計量管上配置有用于檢測計量管中的物料高度的料位指示元件。具體為從上到下布列低料位、中料位、高料位三個高度的光電管,三個料位光電管與電子皮帶秤進行聯動,使得電子皮帶秤在計量管中的物料高度到達預定高度時才在進料方向上運行,當物料在計量管上的高度達到中料位光電管時,電子皮帶秤以低速度(比如100 kg/h)運行,如果物料高度不滿足條件電子皮帶秤不運行,直到物料高度達到中料位光電管,電子秤皮帶以步進的方式前進,依次循環,直至物料全部鋪滿皮帶,通過現場測試,物料全部鋪滿皮帶重量約為12 kg,一旦電子皮帶秤檢測到物料重量達到該重量時,系統將反饋過料信號。需要補充說明的是,上述參數設置是基于當前物料生產條件確定的,在具體執行過程中可根據不同牌號、不同工藝加工要求的自適應性進行適當手動和自動調節。
通過預填充程序,把進入電子皮帶秤的物料均勻的鋪滿在振槽、皮帶等輔聯設備上,保證整個生產過程物料連續穩定。需要注意的是,通過生產制造系統反饋的數據來看,物料流量的不穩定性基本集中在當班生產的第一批,因此,預填充程序只適用于第一批物料生產,對后續批次的物料生產影響有限,為了不影響生產效率,必須對系統進行識別,關鍵看物料是否處于剛進料狀態,現場實驗發現,物料從前端出料達到電子皮帶秤的時間約12秒,因此設定電子秤處于準備/無占用狀態時間為20秒,并把這個作為程序執行與否的條件,在此基礎上確定流程圖(圖7),編譯PLC程序圖(圖8)。達到了連續、均勻、穩定的控制狀態(如圖9所示)。
關于《廣藝舟雙楫》,曾憲就[22]認為,該書是清代最重要的書法理論專著,其重要意義在于它總結了碑學的理論和實踐,使碑學成為一個流派,從而影響了整一代書風,在中國書法史上留下了璀璨的一頁。
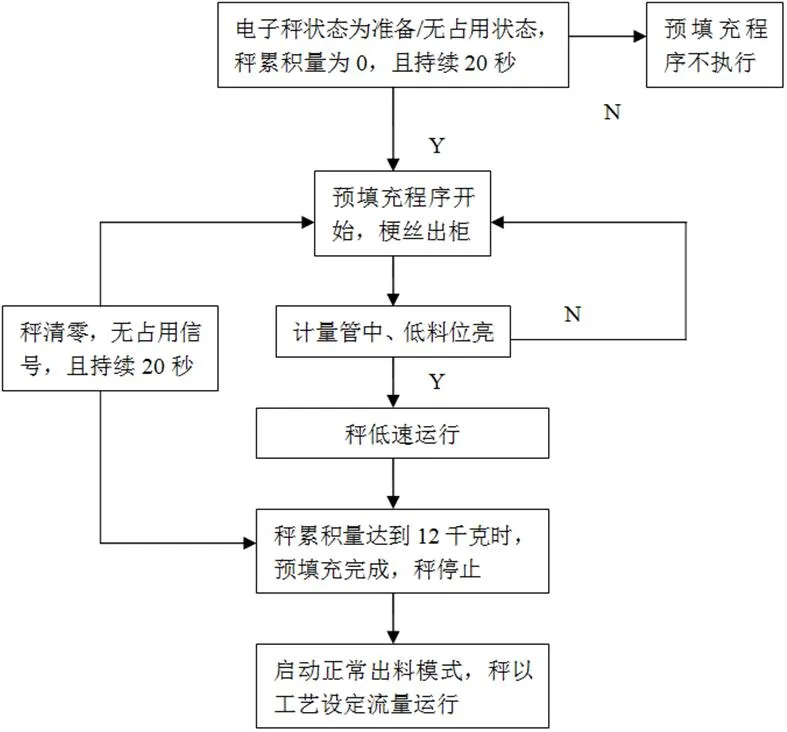
圖7 預填充流程圖
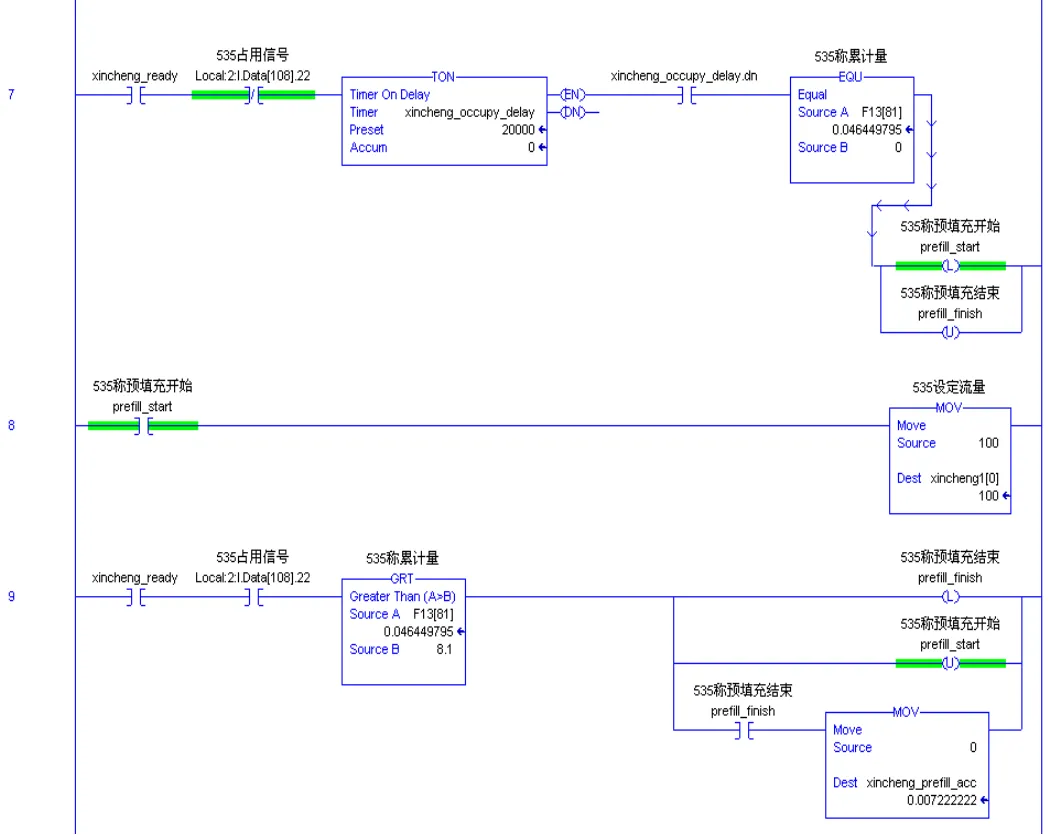
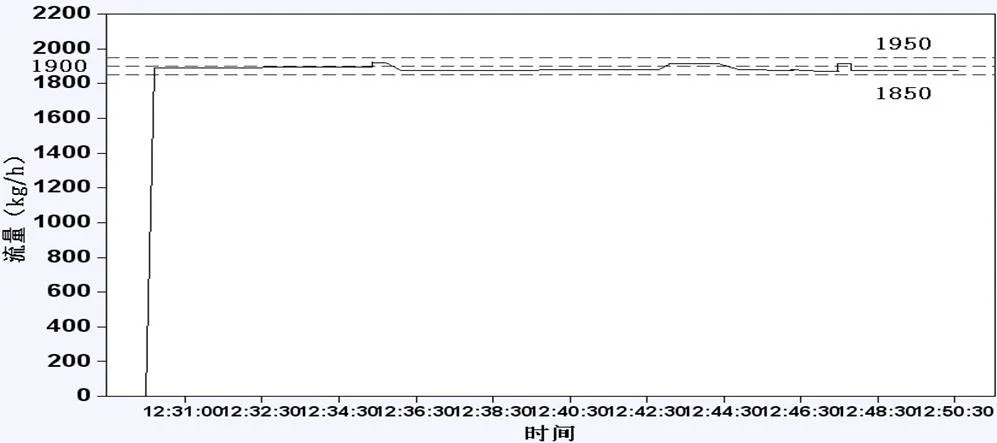
圖9 改進后流量圖
3 結束語
一種具有預填充功能的電子皮帶秤及輔聯設備自研發投入以來,物料頭部流量平穩,流量標準偏差控制在0.2以內,消除“合格中的波動”,物料達到正常水分值的平均時間由7分20秒縮短至5分鐘,在提升工藝質量穩定的同時有效兼顧效率。
一種具有預填充功能的電子皮帶秤及輔聯設備基于精益管理理念,要效率、要效益,立足現有資源,對設備設施進行柔性改造,不搞大投資、采購改造項目,在原電子皮帶秤及附屬計量設備的基礎上進行柔性改造,創新思維,建立了一種解決問題的機制,并且在實際應用中不斷完善。
[1]杭州四五0九機電設備有限公司. CP111G2電子皮帶秤使用說明書[Z]. 杭州: 杭州四五0九機電設備有限公司,2007.
[2]國家煙草專賣局. 卷煙工藝規范[M]. 北京: 中央文獻出版社,2003.
[3]奚立峰,杜世昌. 多工序制造過程的誤差分析方法和應用[J]. 中國質量,2009(10): 35-38.
[4]陳景華. 淺談如何提高制絲加工水平[J]. 廣西煙草,2009(1): 42-43.
Development and Application of Electronic Belt Scale and Auxiliary Equipment Based on Pre-Filling Function
This paper is an invention and improvement based on the electronic belt scale and auxiliary measuring equipment, and applies the invention results to production practice. Electronic belt weigher is an Online continuous measuring equipment for materials in cigarette industrial production line. It measures and monitors materials in real time to achieve the purpose of stabilizing material flow. It is found that the flow is not stable enough in the process of use. In view of this problem, this paper puts forward improvement ideas from the perspective of technical transformation. According to the principle of selecting the best from the best, the design of pre filling program and homogenizing device are selected from the alternative schemes and put into use. The above technical schemes do not need large investment and procurement transformation projects, and the flow stability is improved by low-cost flexible structure transformation. After the improvement, the flow of the material head is stable, the standard deviation of the flow is controlled within 0.2, the "fluctuation in conformity" is eliminated, and the continuous, uniform and stable control state is achieved.
pre-filling; flow; homogenizing device; electronic belt scale
TH715
A
1008-1151(2022)05-0062-03
2022-03-17
李文好,男,廣西中煙工業有限責任公司柳州卷煙廠安全工程師,經濟師,研究方向為安全生產管理。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
