聯(lián)接板組件焊接變形的研究
2022-07-07 14:45:36劉云峰張玉娟鄭曉東
科海故事博覽·下旬刊 2022年6期
關(guān)鍵詞:焊接變形
劉云峰 張玉娟 鄭曉東
摘 要 為了解決中部槽聯(lián)接板組件生產(chǎn)制造過程中的焊接變形,通過分析聯(lián)接板組件的結(jié)構(gòu)、焊道布置形式、焊接變形產(chǎn)生的原因以及焊接變形所產(chǎn)生的影響,本研究提出了預(yù)防聯(lián)接板組件焊接變形的措施。通過制定試驗方案,進行了四種聯(lián)接板組件焊接試驗,并通過零件下料預(yù)留工藝筋、組件焊后焊接變形的矯正等手段輔助,最終確定了一種焊接變形最小的工藝方法,為生產(chǎn)實際提供了技術(shù)支持。
關(guān)鍵詞 聯(lián)接板組件 焊接變形 焊接試驗 矯正
中圖分類號:TG425.1 文獻標識碼:A 文章編號:1007-0745(2022)06-0112-03
中部槽作為刮板輸送機的主要組成部分,其數(shù)量大,互換性要求高,其質(zhì)量及壽命將直接影響到整機的穩(wěn)定性及壽命[1]。而聯(lián)接板組件作為中部槽的重要部件,其質(zhì)量直接影響輸送機電纜槽的裝配質(zhì)量及電纜的使用壽命。聯(lián)接板組件主要由各種零件加工后組對、焊接而成,焊接是其最終成形的必要手段。由于焊道在組件背面布置較多,焊接時極易產(chǎn)生焊接變形,對后續(xù)加工及電纜槽的組裝影響極大。基于此,筆者進行了多種焊接工藝試驗,并通過零件下料預(yù)留工藝筋、組件焊后焊接變形的矯正等手段輔助,最終確定了一種焊接變形最小的工藝方法,為生產(chǎn)實際提供了技術(shù)支持。
1 聯(lián)接板組件的結(jié)構(gòu)及焊道布置
1.1 聯(lián)接板組件的結(jié)構(gòu)
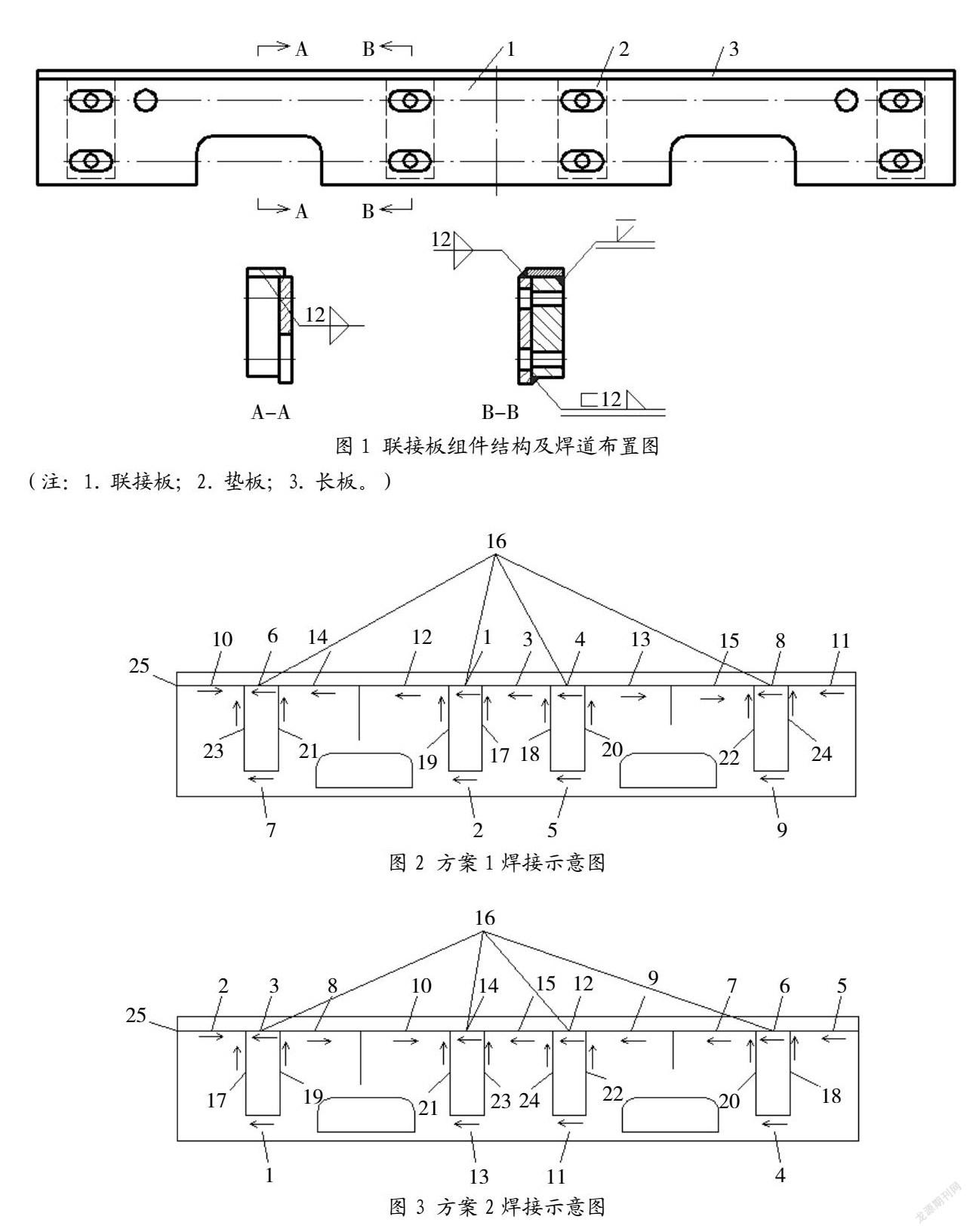
聯(lián)接板組件主要由聯(lián)接板、墊板、長板組成,其結(jié)構(gòu)如圖1所示。
1.2 聯(lián)接板組件的焊道布置
聯(lián)接板組件的焊道布置如圖1所示,墊板與長板背面聯(lián)接部位四處為V焊平,其余部位均要求12mm角焊縫。焊道基本布置在聯(lián)接板組件背面一側(cè),正面只有一長道12mm角焊縫。
2 聯(lián)接板組件焊接變形分析
2.1 聯(lián)接板組件焊接變形的影響
1.聯(lián)接板組件焊接變形會導(dǎo)致組件產(chǎn)生立彎,進而影響組件上孔的位置度及組件外形質(zhì)量。
2.由于聯(lián)接板組件正反面焊道布置的不均勻性,極易使得組件正反面產(chǎn)生焊接變形,導(dǎo)致組件平面度超差,影響聯(lián)接板組件的外形質(zhì)量及電纜槽的組裝效果。
3.聯(lián)接板組件焊接變形后須增加矯正工序,降低了生產(chǎn)效率,提高了制造成本[2]。
2.2 聯(lián)接板組件焊接變形產(chǎn)生的原因
焊接變形產(chǎn)生的主要原因是焊接時的局部不均勻熱輸入,熱源只集中于焊接部位,且以一定的速度向前移動,形成了溫度梯度[3-4]。
由于聯(lián)接板下方有兩缺口,在聯(lián)接板與長板焊接時,聯(lián)接板下方處于無約束、自由狀態(tài),熱量集中在聯(lián)接板上方,焊后極易使得聯(lián)接板組件產(chǎn)生立彎。
由于聯(lián)接板組件正面焊道布置較少,背面焊道布置較多,正反面焊道布置極其不均勻,在焊接時熱量主要集中在組件背面,極易使得組件正反面產(chǎn)生焊接變形。
總之,從聯(lián)接板組件結(jié)構(gòu)來說,焊道布置不均勻是其產(chǎn)生焊接變形的一個主要原因。從制造工藝來說,不正確的焊接工藝是其產(chǎn)生焊接變形的另一個原因。
3 聯(lián)接板組件焊接變形預(yù)防
為了減小聯(lián)接板組件在焊接后的立彎,在聯(lián)接板下料時,在缺口處預(yù)留30mm寬工藝筋。此預(yù)留的工藝筋不僅可以預(yù)防聯(lián)接板在下料時產(chǎn)生立彎,也可減小聯(lián)接板組件在焊接時產(chǎn)生的立彎。此工藝筋焊接過程中及焊后不進行切割,待將聯(lián)接板組件組裝、焊接在中部槽槽體上后再進行切割。
從焊接工藝角度來講,合理的焊接工藝可有效減小焊接變形。為了減小聯(lián)接板組件正反面的焊接變形,筆者進行了四種焊接試驗,焊后進行了聯(lián)接板組件的平面度對比,最終確定了一種聯(lián)接板組件焊接變形最小的焊接工藝方法。
4 聯(lián)接板組件焊接工藝試驗
為了研究聯(lián)接板組件的焊接變形,根據(jù)生產(chǎn)經(jīng)驗制定了以下四種焊接試驗方案。各方案焊接示意圖中數(shù)字代表焊接順序,箭頭代表焊接方向。試驗中采用富氬氣體保護焊,采用直徑為1.2mm的ER50-6焊絲,焊接電流220~280A,電壓23~30V。
方案1如圖2所示:
方案1采用整體從中間向兩側(cè)對稱焊接,背面缺口上方焊道分為兩段,16代表長板與墊板背面V焊焊道的蓋面及長板與墊板形成的拐角處的角焊縫,25代表組件正面聯(lián)接板與長板的角焊縫。
方案2如圖3所示:
方案2采用整體從兩側(cè)向中間對稱焊接,背面缺口上方焊道分為兩段,16代表長板與墊板背面V焊焊道的蓋面及長板與墊板形成的拐角處的角焊縫,25代表組件正面聯(lián)接板與長板的角焊縫。
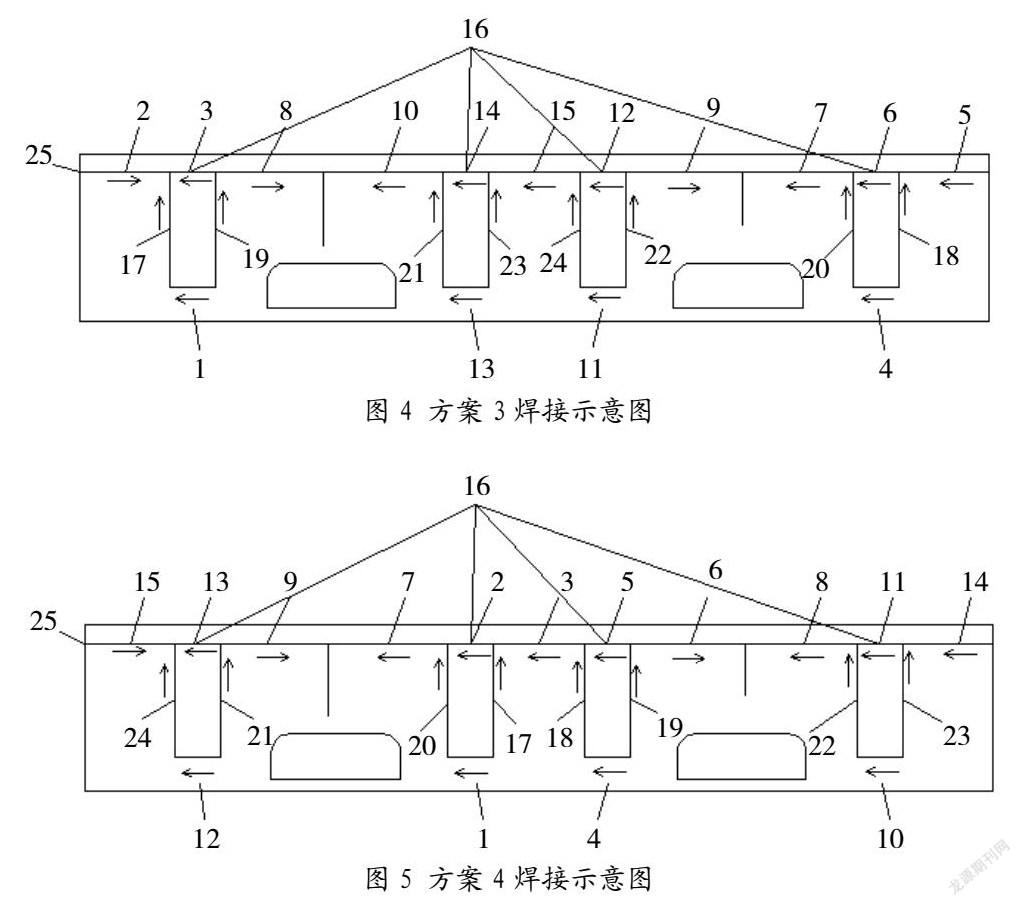
方案3如圖4所示:
方案3采用整體從兩側(cè)向中間對稱焊接,背面缺口上方焊道分為兩段,16代表長板與墊板背面V焊焊道的蓋面及長板與墊板形成的拐角處的角焊縫,25代表組件正面聯(lián)接板與長板的角焊縫。
方案4如圖5所示:
方案4采用整體從中間向兩側(cè)對稱焊接,背面缺口上方焊道分為兩段,16代表長板與墊板背面V焊焊道的蓋面及長板與墊板形成的拐角處的角焊縫,25代表組件正面聯(lián)接板與長板的角焊縫。
對上述四種方案的工件緩冷至室溫后測量其平面度,分別為4mm、6mm、7mm、1mm。
5 聯(lián)接板組件焊接變形矯正
采用方案4聯(lián)接板組件焊接變形最小,不影響組件的正常使用,不予矯正。
采用方案1~3,聯(lián)接板組件焊接變形較大,變形后聯(lián)接板組件向后彎曲。為了改善焊后組件的平面度,采用火焰對聯(lián)接板組件正面中間部位進行加熱,矯正后聯(lián)接板組件平面度可以控制在2mm以內(nèi),可直接使用。
6 結(jié)論
本文通過對聯(lián)接板組件結(jié)構(gòu)及焊道布置形式的分析,歸納出聯(lián)接板組件焊接變形產(chǎn)生的原因,并提出預(yù)防措施;通過多種焊接工藝試驗,尋找出一種焊接變形最小的焊接工藝方法,且采用這種方法聯(lián)接板組件焊后不需要進行矯正,為生產(chǎn)實際提供了技術(shù)支持。
參考文獻:
[1] 溫建剛.SGZ1000/1400型刮板輸送機中部槽的設(shè)計[J].煤炭工程,2012(10):118-120.
[2] 劉云峰,單玉新,蘇燕宏.中部槽焊接變形分析及預(yù)防措施研究[J].煤炭科學(xué)技術(shù),2018,46(S2):183-186.
[3] 黃東風(fēng),宋永剛,鄭靜.中部槽焊接變形的控制[J].煤礦機械,2012,33(12):107-109.
[4] 宋永剛,黃東風(fēng),張松林,等.中部槽焊接過程中的熱變形機理分析[J].煤礦機械,2011,32(12):126-128.
猜你喜歡
建筑建材裝飾(2016年8期)2016-12-29 22:04:46
機械制造文摘·焊接分冊(2016年2期)2016-12-23 21:02:08
科學(xué)與財富(2016年18期)2016-12-22 18:18:55
中國高新技術(shù)企業(yè)(2016年30期)2016-12-20 04:00:34
科教導(dǎo)刊·電子版(2016年8期)2016-06-27 19:02:14
北極光(2016年2期)2016-04-29 22:39:00
中國科技博覽(2016年9期)2016-04-25 20:31:19
中國科技博覽(2016年7期)2016-04-25 15:41:57
哈爾濱理工大學(xué)學(xué)報(2015年3期)2015-09-21 10:37:19
科技與創(chuàng)新(2015年17期)2015-09-11 05:41:15
