傳統龍窯燒造技術摭談
2022-07-01 12:12:42陳嘉曄
求知導刊 2022年10期
摘 要:龍窯作為我國古代南方地區流行的窯爐形制之一,其歷來以燒造青釉瓷器為主,亦有地區用以燒造紫砂器、白釉瓷、青花瓷等產品。本文基于田野調查,重點探究前墅龍窯的結構特性以及各類制品的燒造過程,力求呈現傳統的龍窯燒造技術,為我國傳統陶瓷燒造技術的有序傳承與轉譯提供新思路。
關鍵詞:龍窯;燒造技術;前墅龍窯
作者簡介:陳嘉曄(1989—),女,江南大學設計學院。
燒成是關乎瓷器成品質量的最后一個重要技術環節,窯爐是用來改變黏土制品的化學與物理性能而設計的專門設施,是實現陶瓷燒成的重要物質基礎[1]。《陶說》記載:“入窯火候,終條理也。”[2]《景德鎮陶錄》記載:“瓷器之成,窯火是賴。”[3]“瓷器固須精造,陶成則全賴火候。”[4]《南窯筆記》記載:“釉水色澤,全資窯火。”以上文獻記載均在說明入窯燒制是燒造成器環節中決定陶瓷制品優劣的關鍵技術。而與燒造成器環節直接相關的便是窯爐,只有一定結構的窯爐才能焙燒出一定品質的陶瓷。
一、我國古代龍窯發展概貌
龍窯,大多利用山體斜坡建造,窯身傾斜,頭低尾高,形似長龍,故被稱為龍窯,也稱“蛇窯”或“蜈蚣窯”,是我國南方地區流行的燒造陶瓷器的窯爐形制之一。龍窯主要由窯頭、窯室與窯尾三個部分組成。火膛位于窯頭,即燃燒室,具有進柴、點火與送風的作用。火膛前筑有火門,設有通風口,由此向火膛進風,使茅草、木柴等燃料充分燃燒。窯室即燒成室,是裝燒坯件的空間,窯室底部通常鋪墊砂層,起到保護窯底、墊平與固定墊底窯具的作用[5]。窯尾主要由擋火墻與排煙孔等排煙設施構成。為防止火焰流速過快,窯室后段筑有擋火墻,墻下設有煙火弄,窯內生成的煙與廢氣由此進入出煙坑排出窯外。后期的龍窯又增加了投柴孔與窯門等結構。因龍窯斜伏于山坡,形成一定的高度差,在燒窯過程中產生的自然抽力較大,其本身就能起到煙囪的作用,既能為窯內提供必要的通風強度,使熱氣體在窯內均勻流動,也能使燃燒的氣體排出窯外[6]。窯工通過增加或減少入窯的空氣量,使窯內維持半缺氧狀態,形成還原焰,胎釉中的氧化鐵還原呈青色,因此龍窯更適合燒造青釉瓷器。隨著龍窯構造的改良與燒造技術的進步,龍窯所燒造的產品也由印紋硬陶與原始瓷發展為青釉瓷、黑釉瓷、白釉瓷、青白釉瓷、青花瓷與紫砂器等,產品種類趨向多元。
龍窯自夏商之際始現,至遲于西晉時期實現了分段燒成技術[7-8]。隋唐時期,隨著匣缽裝燒的應用,龍窯結構逐漸定型。入宋之后,龍窯結構日臻完善,燒造技術趨向成熟。南方地區的部分窯場吸收了饅頭窯的半倒焰技術,從而產生“分室龍窯”。元代之后,龍窯燒造技術雖有發展,但龍窯數量驟減,龍窯趨向衰落。明清時期,廣東、福建、江蘇等地仍以龍窯燒造陶瓷產品。明代,隨著瓷器生產規模的日益擴大,以及人們對瓷器質量的高要求,在龍窯與分室龍窯的基礎上形成的階級窯開始流行。清代,廣東地區仍有采用龍窯燒造青花瓷的窯場[9]。至此,隨著新型窯爐技術的出現與使用,龍窯發展日漸式微[10]。
目前,江蘇宜興前墅龍窯、廣東佛山石灣“南風古灶”、福建德化“月記窯”尚有明代龍窯遺存,部分龍窯仍在使用。為了更直觀地了解古代龍窯的燒造技術及其生存現狀,筆者對前墅龍窯的燒造活動進行實地調研。
二、前墅龍窯的燒造活動
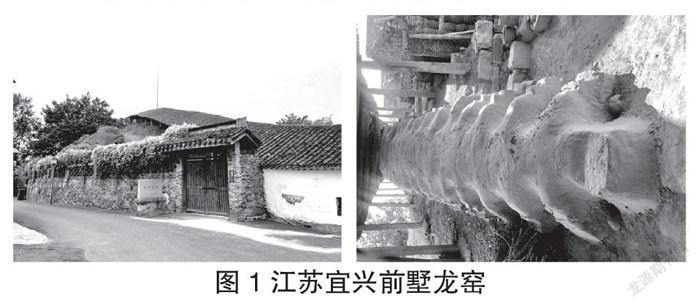
前墅龍窯始建于明代,至今已有600余年,是宜興地區仍以傳統方法燒造陶瓷器的唯一一座龍窯(圖1)。根據《宜興縣志》記載,宜興地區在明代就已經出現了饅頭窯,至唐代,開始采用龍窯燒造陶瓷器。龍窯憑借其構造簡單、裝燒量大、制品質量高的優勢,在宜興地區沿用至今。20世紀60年代,傳統龍窯逐漸被隧道窯、電窯等現代化窯爐形制取代。現代化窯爐的使用雖然為紫砂制品等產品制造實現了標準化生產,但采用傳統龍窯燒造所得的紫砂制品所具有的藝術性和工藝性是流水線紫砂制品無法取代的,尤其是龍窯燒造中的窯變現象使得其燒造出的紫砂制品更具獨特性。
前墅龍窯現處于連續性燒窯的狀態,燒造的產品以大缸、盆、甕、罐、壺等日用陶器為主,兼燒紫砂器。宜興地區的龍窯燒造技術在唐代已趨成熟,以家庭繼承或師徒相授的方式代代相傳,目前,由無錫市級龍窯燒制技藝傳承人吳永兵師傅掌握著窯位排布、控溫、控火等關鍵技術。隨著瓷器使用功能的日漸擴大,人們的陶器的使用范圍日益縮小,前墅龍窯每年燒窯量縮減至2~3次。
(一)前墅龍窯的結構特征
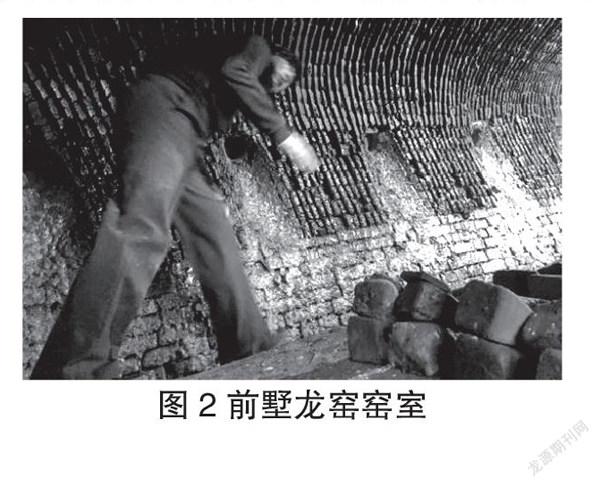
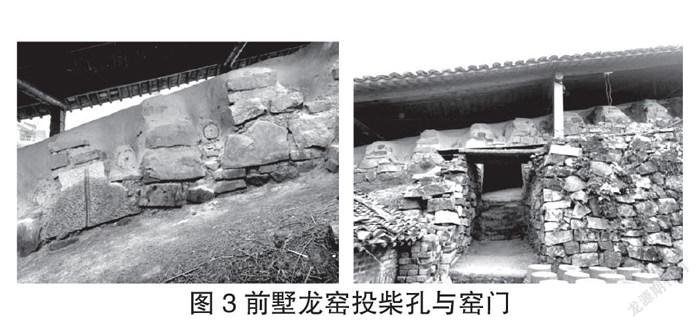
前墅龍窯依靠自然山墩建造,頭北尾南,通長43.4米,窯身寬約2.3~3米,窯室最矮處約0.6米,最高處約1.77米,平均高約1.55米,坡度約32°。龍窯自身具有的坡度使其在燒造過程中可以使火從下到上自然升溫。龍窯火膛位于地下,呈半圓形,火門下有通風口。窯床半凸于地面,中間高,兩側低,呈弧狀。窯身內壁用耐火磚砌筑成筒形的穹狀隧道,內壁布滿厚厚的如油脂一般的窯蠟,觸感較硬,表面凹凸不平,極具光澤(圖2)。外壁砌有石塊,敷有太湖地區特有的白土。窯身兩側對稱開設投柴孔42對,西側開設窯門5個(圖3),窯門寬度大小不等,便于窯工裝窯與出窯。窯尾主要由擋火墻與煙囪構成,擋火墻設有排煙孔。龍窯上方搭建了用花崗石柱撐起的窯棚用以保護窯身。
(二)前墅龍窯所用燃料
前墅龍窯以松枝、竹枝與茅草等為燃料(圖4)。松枝與竹枝含油多,火焰長,熱量高,火焰容易控制且燃燒氣氛好,有利于瓷器形成良好的釉色。松柴木質結構粗松,富含油脂,且揮發分多,火焰長,灰分少,熔點高,具有火力均勻持久、燃燒速度快、燃燒溫度高等特性,最高燒成溫度可達1300℃,是較為理想的燒窯燃料。茅草的火焰性能較為溫和,升溫曲線平緩,用以燒窯保證了紫砂氧化氣氛更純,所得產品色澤溫潤。20世紀70年代,龍窯改用煤塊在窯頭預熱,預熱后用煤粉與松枝作引燃材料,竹枝作為主要燃料的混燒法。
三、前墅龍窯燒造技術
龍窯燒造活動主要包括裝窯、燒窯、冷卻與開窯等過程,每個環節都有特定規程。在筆者實地調研過程中,前墅龍窯進行了一次燒造活動。此次燒造裝入坯件約5000余件,消耗竹枝約400~500捆,煤2~3噸。78783389-20B6-449A-AD0B-B335A1493864
(一)裝窯
此次燒造產品主要包括罐、壇、甕類大件器物,杯、碗、盤類小件器物,以及紫砂壺三類。宜興地區將裝窯前的準備工作稱為“丁套”,采用大件套小件的裝燒方法,能夠充分利用窯室空間,增加裝燒量。此外,“丁套”還特指用泥條將坯件隔開架穩(圖5),使罐內外的窯溫保持一致,以防止坯件在焙燒過程中發生變形。
窯工根據產品大小采用不同的裝燒方式,以增加裝燒量(圖6)。
大件器物與紫砂壺采用對口套燒,二者在擺放方式上有所區別。大件器物在匣缽底部鋪墊一層石英砂,防止器物與匣缽底部粘連,器物置入匣缽,將泥條捏制成塊,沿匣缽口沿均勻排布,再在其上倒扣一匣缽,形成“一器兩匣”。
紫砂壺的裝燒是先在匣缽底部鋪墊石英砂,內置一粗陶缽,在粗陶缽中放入一件大小適中的器物,粗陶缽上覆以墊片,鋪墊石英砂,其上放置若干紫砂壺。紫砂壺口沿處也需抹上石英砂,防止壺蓋與壺身粘連。泥條捏制成塊排布在匣缽口沿處,其上倒扣一匣缽。
小件器物則采用圓筒形匣缽裝燒,當地稱此類匣缽為“掇罐”。匣缽直徑約50厘米,底部鋪墊一層石英砂,缽內均勻擺放杯、碟、碗類器物。泥條捏制成塊排布在匣缽口沿,匣缽逐層疊放,最上一層用匣缽蓋覆蓋。
“丁套”完成后,窯工從窯尾向窯頭開始裝窯,通過人工接力的方式將裝好的器物搬運至窯室,裝窯過程一般持續三天。裝窯過程中由吳永兵排布支墊具,以及按照不同器物的燒成溫度擺放匣缽,安排火路。楔形墊具的作用是為了將匣缽底部墊平,使匣缽柱平穩放置,避免發生倒窯現象(圖7)。匣缽擺放時在投柴孔的下方留出適當空間,不僅可以避免投柴時坯件被竹枝碰倒,也作為窯室內部的橫向火路,使火焰均勻分布。
通常情況下,較為精細的紫砂壺或大件器物放在火候較好的龍窯中段燒造,小件器物則放在龍窯前、后段燒造。裝窯完成后用泥漿封住窯門與投柴孔,并將窯頭爐膛內滲透出的地下水抽干,為燒窯做準備。
(二)燒窯
燒窯大致分為預熱、升溫與冷卻三個階段。燒窯通常在晚上開始,首先在火膛內使用煤塊預熱窯體,祛除窯內與坯件中的濕氣。約15~18小時之后開始通過兩側投柴孔依次向窯內投放燃料,燒窯師傅掘開第一對投柴孔的封泥,左右兩側同時投放松枝與竹枝。由于第一對投柴孔靠近火膛,燒成溫度較高,當朝第一對投柴孔添加燃料時,要同時打開第二對投柴孔觀測火焰與坯件的顏色,以此類推,逐層升溫,直至最后一對投柴孔。利用投柴孔完成的分段燒成技術,可使窯內溫度達到1150~1300℃(圖8),其中紫砂制品的燒成溫度約在1150℃左右。
為了保持窯內熱量,當坯體由桃紅色轉至鮮紅色時要打開下一對投柴孔,同時窯工便將前一段兩側的投柴孔用泥漿再次封上。一般情況下,一對投柴孔大約需添柴燒制半個小時。窯工利用自下而上的熱能,借助投柴孔使熱能得到充分利用,進而提高燒制效率。
從點火到熄火的約40~60個小時內,無任何儀器輔助,全憑吳永兵的經驗和眼力來判斷窯內溫度與燒成情況。因天氣狀況、空氣流量與氣壓等細微變化都會影響產品質量,吳永兵帶領窯工們遵守緩燒勤看的原則,不分晝夜,輪流值守,嚴密監控窯溫變化,合理安排燃料添加的速度與方式。燒窯技術不以文字的形式記載傳播,窯工學習主要通過常年累積的技巧與經驗。燒造過程單純依靠吳永兵采取目測的方式判斷胎體變化,依靠眼睛來觀察火焰顏色,判斷火候,根據實際情況及時調整。若火候太過,產品容易燒壞變形;火候不足,器物釉面的結晶度不夠,影響產品美觀。
作為宜興地區特有產品的紫砂制品,優良的原料與成熟的燒造技術才能使其具有完美的品相。從燒造技術上看,窯內燒成溫度與燒成氣氛決定紫砂的最終燒造效果,燒成溫度決定燒造制品的質量,燒成氣氛決定燒造后產品的呈色效果。因燒造使用煤預熱以及用煤粉引燃,而煤中含有大量的硫,硫在燒制過程中會使紫砂制品表面產生一種粉紅與土黃相間的顏色。而利用松枝燒造的紫砂壺可以很好地與燃料中的油脂進行結合,使得其表面呈現溫潤之感。
一窯燒成后,窯內產品需經過一段時間的自然冷卻降溫。在冷卻階段,投柴孔完全封閉,因窯內產品不能受風,一旦受風則容易驚裂。由于龍窯地處南方,火膛內慢慢滲透出的地下水也加速了窯體降溫。窯內溫度逐漸降低,約在燒成后的第二天,窯工便將投柴孔打開,讓窯內透氣。
(三)開窯
開窯順序依然是從后往前,窯工依次將窯內匣缽逐一取出,用小鐵鍬敲擊匣缽使其分離,取出產品,開窯過程持續2~3天(圖9),部分產品呈現窯變,也有部分產品出現變形。傳統龍窯燒造的不可控因素較多,因此一件質量上乘的紫砂制品就顯得尤為珍貴。
結 語
前墅龍窯較好地保存了古代龍窯的結構與燒造技術,也真實反映了窯場的生產情況與窯工的生活狀態。通過對前墅龍窯進行實地調研,我們深刻地意識到對古代龍窯保護與傳承的緊迫性,也促使我們重新思考并多方面考量傳統燒造技術與工匠技藝的延續,這更是關乎前墅龍窯在當代的有序傳承與未來發展。
(本篇文章圖片來源:吳科融提供、作者拍攝)
[參考文獻]
熊海堂.東亞窯業技術發展與交流史研究[M].南京:南京大學出版社,1995:48.
(清)朱琰撰,杜斌校注.陶說[M].濟南:山東畫報出版社,2010:29.
(清)藍浦撰,鄭廷桂補輯.景德鎮陶錄·卷一·圖說[M].京都書業堂藏版.
(清)藍浦撰,鄭廷桂補輯.景德鎮陶錄·卷四·陶務方略[M].京都書業堂藏版.
馮先銘.中國古陶瓷圖典[M].北京:文物出版社,1998:378.
福建省博物館.德化窯[M].北京:文物出版社,1990:80.
羊澤林.福建永春苦寨坑發現原始青瓷窯址[N].中國文物報,2017-03-10(008)
泉州市地方志編纂委員會.泉州年鑒2017[M].北京:方志出版社,2018:345.
曾廣億.廣東瓷窯遺址考古概要[J].江西文物,1991(4):105-108,84.
寧鋼,吳秀梅.南方龍窯[M].南昌:江西美術出版社,2017:63.78783389-20B6-449A-AD0B-B335A1493864
