擴壓器套料電解加工絕緣套結構剛度優化研究
2022-06-30 06:57:02李正寅張曉博
南京航空航天大學學報 2022年3期
關鍵詞:變形
李正寅,朱 棟,張曉博
(南京航空航天大學機電學院,南京 210016)
擴壓器是航空發動機壓氣機的關鍵部件,能夠將葉輪出口的高速氣流減速增壓,起到提高發動機推力的作用,常采用鎳基高溫合金等高強度材料制造[1-2]。傳統機械切削加工方法效率低下,刀具消耗嚴重。電解加工基于金屬陽極溶解的原理實現零件成形,具有加工效率高、無工具損耗、無重鑄層、不受工件材料力學性能限制等優點,非常適合于擴壓器的制造[3-4]。
加工穩定性是影響電解加工精度與重復性的重要因素,國內外研究人員為了提高電解加工穩定性,針對陰極結構、流場形式及加工方法等進行了大量試驗研究。萬龍凱等[5]針對整體葉盤型面電解加工提出了陰極“C”形加強筋優化結構以減少陰極變形;Yao 等[6]設計了多種鏤空片狀陰極結構內部加強筋設計方法,提升了鏤空陰極結構的整體剛性;Zhu 等[7]提出了薄片陰極厚度優化設計方法以及W 型流場,提高了型面電解加工的穩定性;Lin 等[8]設計了套料電解加工陰極增液縫,優化了貧液區流場均勻性;Klink 等[9]開展仿真并試驗觀察了電解加工過程中流道內的氣穴,探究了進口壓力與流道寬度對空化現象的影響;Ghoshal等[10]研究了脈沖電源下陽極振幅及振動頻率對加工區氣泡逸散的影響,提高了微細電解加工精度及加工效率。
套料電解加工(Electrochemical trepanning,ECTr)是電解加工的一種典型方法,首都航天機械公司田繼安[11]提出了帶倒置絕緣腔的陰極結構,提高了套料電解加工精度;彭蘇皓等[12]設計了絕緣腔下葉盆葉背兩側供液的流場,提高了套料電解加工流場均勻性。目前關于套料電解加工穩定性的研究主要集中于陰極結構設計以及流場形式優化,而針對絕緣套結構對套料電解加工穩定性影響的研究相對較少。
為了提高套料電解加工的精度及流場均勻性,一般采用帶有絕緣腔的陰極結構;但絕緣腔為懸臂梁結構,其自由端在流場下易發生彎曲變形,加工過程中存在不穩定現象。為解決套料電解加工穩定性差的問題,本文提出了一種絕緣套剛性優化方法,以GH625 某型號擴壓器中分流葉片為研究對象,開展了相應的設計仿真分析與試驗研究。
1 絕緣套剛性優化方法
擴壓器套料電解加工采用組合陰極結構,如圖1 所示。絕緣套首端固定于陰極體,尾端為自由端,內部設計絕緣腔減少已加工葉片的雜散腐蝕。絕緣套與陰極體之間留有較小間隙,作為電解液流道。由于葉片形狀不規則等因素,工件兩側間隙內流場壓力往往不能保持一致;且擴壓器葉柵通道狹窄,陰極寬度受限導致絕緣腔厚度小剛性差,在加工中受流場壓力易發生彎曲變形。絕緣套的變形將影響流場穩定性,降低加工定域性以及工件的重復精度;嚴重時絕緣套發生疲勞斷裂,將直接導致工件失去絕緣保護。
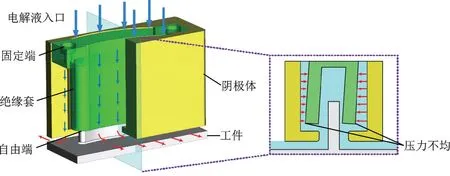
圖1 套料電解加工示意圖Fig.1 Schematic diagram of ECTr
為了解決絕緣套結構整體剛性差、變形嚴重的問題,提高陰極結構加工過程中的穩定性,提出了一種在絕緣套自由端設計加強筋的剛性優化方法(圖2)。本方法存在以下優點:(1)條形加強筋平行排列于絕緣套自由端,厚度與間隙尺寸一致,能夠將流道間隙固定,起到限制絕緣套位移、防止顫振的作用[13];(2)設計加強筋后的絕緣套自由端力臂減小,進而使其所受力矩減小,起到降低受力變形量的作用;(3)加強筋的一部分伸入絕緣腔外側,起到增加絕緣腔厚度的作用,提高了絕緣腔的剛性。
加強筋參數設計需要在保證絕緣套具有良好整體剛性的基礎上,減少其對加工區流場的影響,主要考慮以下參數:(1)加強筋的端部形狀。加強筋端面形狀影響電解液繞流后的流線狀態,需要保證流入加工區的流場均勻性。(2)加強筋距絕緣套底端的距離h。為了最大限度提高絕緣套剛性,加強筋距絕緣套底端的距離hmax要小于絕緣腔高度H,同時hmin應保證電解液繞流加強筋后到達加工區的流速滿足加工需求。(3)加強筋寬度b。加強筋寬度越大絕緣套的整體剛性越好,但同時會減小流道截面尺寸影響流場均勻性,需要進行合理的設計(圖3)。
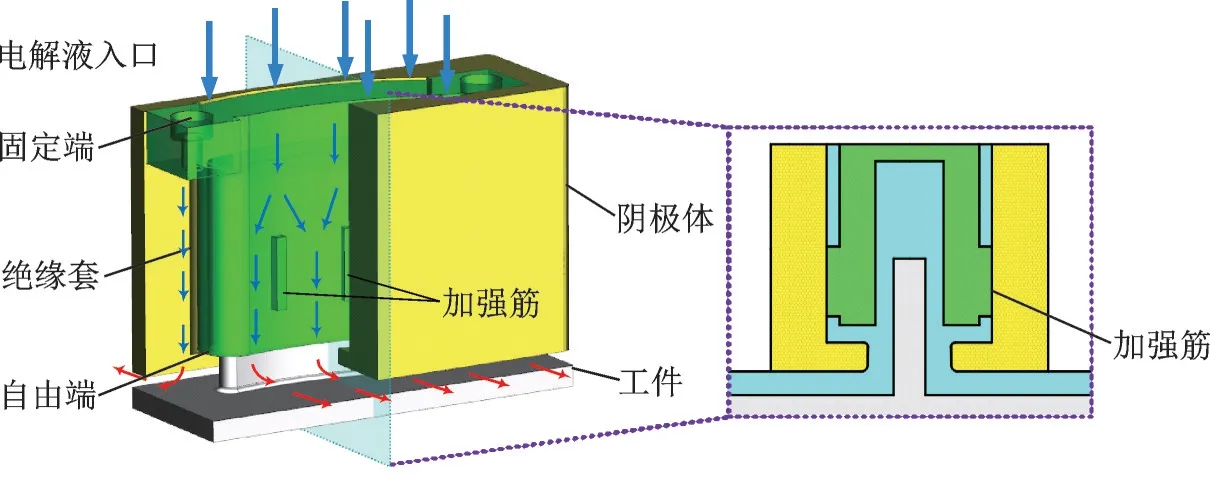
圖2 絕緣套剛性優化方法示意圖Fig.2 Schematic diagram of the stiffness optimization method of insulating sleeve

圖3 加強筋參數示意圖Fig.3 Schematic diagram of strengthening rib parameters
2 絕緣套受力變形仿真分析及加強筋設計
針對擴壓器套料電解加工絕緣套模型,開展絕緣套受力變形仿真分析,研究內容包括仿真模型建立、仿真結果對比分析、加強筋參數優化設計等。
2.1 建立仿真模型
本文采用單向流固耦合方法,通過ANSYS 軟件中的fluent 流體動力學模塊及static structural 靜力學模塊對絕緣套結構整體剛性進行有限元分析。液體流動的湍流模型選擇RNGκ?ε模型,該模型考慮了平均流動中的旋轉及靜態流動,在處理流線彎曲程度較大及高應變率的流動時更具真實性,有利于近壁面低流速區的計算。模型滿足Navier-Stokes 方程[14]
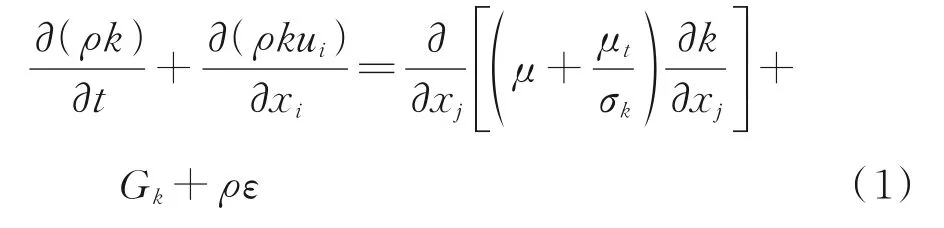

式中:ρ為流體密度,k為流體湍動能,ε為耗散率,t為時間,μ為黏性系數,Gk為湍流動能產生項,μt為湍動黏度;經驗常數C1ε=1.44,C2ε=1.92,湍動能和湍動能耗散率所對應的普朗特數倒數σk=σε=1.39。
流體動力模塊計算結束后,將網格節點位移數據以及流體壓力計算數據傳輸給固體,從而計算得到固體變形量以及等效應力。流固兩相交界面滿足質量守恒方程和動量守恒方程

針對某型號擴壓器直紋葉片的套料電解加工開展了絕緣套設計,底部絕緣腔體深度尺寸H=9.5 mm,絕緣套及其流場模型如圖4(a)所示。在此基礎上初步設計參數b=3 mm,h=9 mm 的方形端部加強筋;由于葉片長度尺寸大,將加強筋數量設計為3 條。帶加強筋的絕緣套及其流場模型如圖4(b)所示。
2.2 仿真結果分析
流場的邊界條件如表1 所示,電解液入口壓力為1.4 MPa、出口壓力為0、湍流強度5%,絕緣套材料采用FR4 環氧樹脂。在流體動力學模塊計算結束后,通過靜力學模塊計算絕緣套變形量及等效應力。

圖4 有無加強筋絕緣套及其流場模型Fig.4 Insulating sleeve with or without strengthening ribs and its flow field model
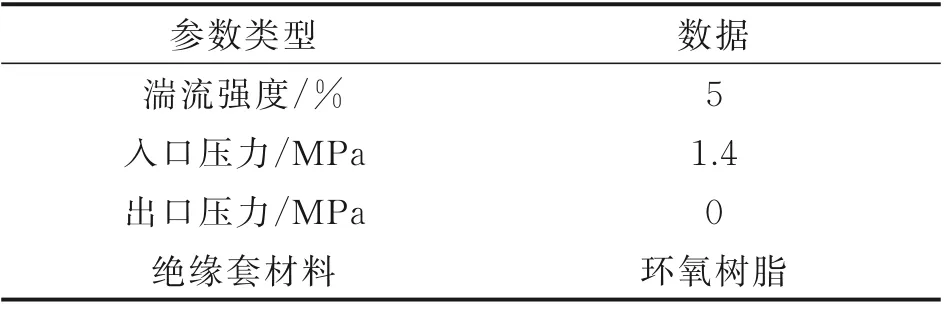
表1 仿真參數Table 1 Simulation parameters
通過以上模型建立及參數設置,開展了無/有加強筋絕緣套流固耦合單向仿真研究,獲得絕緣套變形量及等效應力云圖,分別如圖5、6 所示。分析結果可知:(1)無加強筋絕緣套流場下存在整體結構彎曲變形,最大變形量達到了0.241 mm,位于絕緣套自由端;(2)主要受力區域位于兩個固定端以及絕緣腔區域,最大等效應力達到了62.1 MPa。絕緣套變形趨勢為自由端整體向一側彎曲,在加工過程中極有可能與工件側壁產生干涉。

圖5 無加強筋絕緣套變形及等效應力云圖Fig.5 Deformation and equivalent stress cloud diagram of insulating sleeve without strengthening ribs
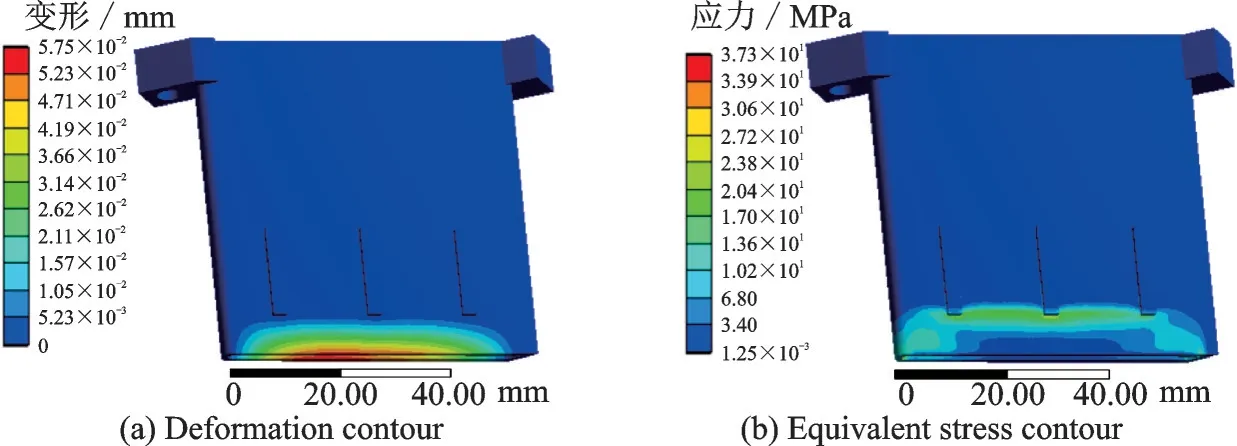
圖6 有加強筋絕緣套變形及等效應力云圖Fig.6 Deformation and equivalent stress cloud diagram of insulating sleeve with strengthening ribs
有加強筋絕緣套的受力變形存在以下現象:(1)絕緣套變形不再呈整體彎曲趨勢,變形集中在自由端加強筋以下區域,最大變形量由無加強筋時的0.241 mm 減小為0.057 5 mm;(2)絕緣套固定端受力區域明顯減少,受力區域集中在絕緣套自由端及加強筋處,最大等效應力由無加強筋時的62.1 MPa減少為37.3 MPa,但絕緣腔受力區域總體不變,考慮是h取值較大的原因;(3)電解液繞流加強筋后,流速分布如圖7 所示,其尾端出現卡門渦街現象,存在橫向流速,產生了一定程度上的渦旋[15],這將導致加工區的流線出現紊亂;且電解液繞流加強筋后流速較低,不利于加工的穩定性。
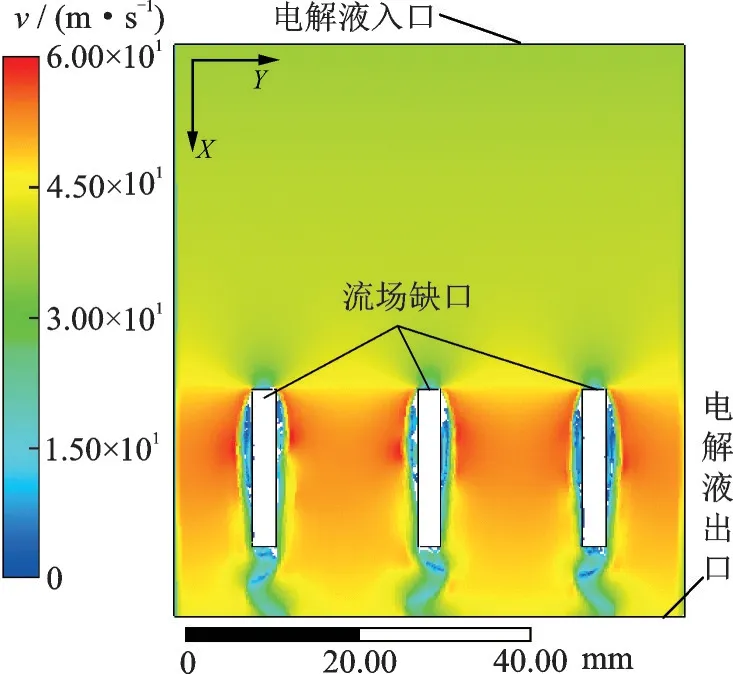
圖7 帶加強筋絕緣套側壁流速流線圖Fig.7 Flow diagram of the side wall of insulating sleeve with strengthening ribs
2.3 加強筋端部形狀及底端距離h 優化
為解決產生渦流的問題,對加強筋端部進行倒圓處理,起到減少流體與固體邊界層的分離、均勻流線的作用,且幾乎不會對絕緣套剛性產生影響。倒圓直徑與加強筋寬度b相同為3 mm,優化加強筋端部形狀后的流速流線圖如圖8(a)所示。與方端加強筋相比:(1)電解液繞流圓形加強筋后未出現渦流,橫向速度較小,流線保持穩定;(2)電解液繞流圓形端部端加強筋后的流速有所提高。對繞流加強筋后的流場中線沿流程均勻采集數據點,流速數據如圖8(b)所示。
流體的流動狀態分為層流和湍流,可通過雷諾數Re確定。當雷諾數大于2 300,流體為湍流,反之為層流。加工區電解液需保持湍流狀態,且如果電解液流速過低,沿流程溫升過大會影響加工間隙內電導率分布。為保證加工在較穩定的狀態,加工間隙內的電解液存在最低流速限制
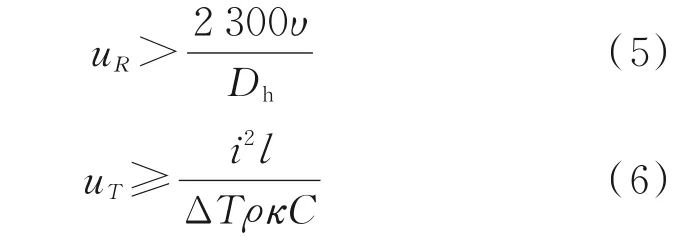

圖8 電解液流速分布及數據Fig.8 Electrolyte flow rate distribution and data
式中:uR為實現湍流狀態的最小流速,為允許溫升ΔT下電解液的入口流速;υ為電解液運動黏性系數;Dh為水力直徑;i為電流密度;l為流程長度;ρ為電解液密度;κ為電導率;C為比熱容。根據式(5,6)可得流速u的范圍為

代入模型參數值計算得最小流速u≥8.3 m/s,以此為界限確定流速距底端距離h的最小取值。分析流速數據可知,電解液在1.48 mm 流程處達到最低流速,然后呈弧線上升。由設計準則可知h的取值范圍為1.48 mm<h<9.5 mm,綜合考慮取h=6 mm。
2.4 加強筋寬度b 優化
將加強筋寬度減小能夠減少流場繞流加強筋后的低流速區面積,但同時會削弱其提高剛性的作用。因此在圓端加強筋、h=6 mm 的基礎上對加強筋寬度b分別為1、2 和3 mm 時的絕緣套建立流固耦合模型,開展了絕緣套受力變形仿真,提取最大變形量以及最大等效應力數據如圖9 所示。

圖9 寬度b 取1、2 和3 mm 時絕緣套最大受力變形量Fig.9 The maximum deformation of insulating sleeve when the width b is 1, 2, and 3 mm
分析數據可知:(1)絕緣套最大變形量隨著寬度的減小而幾乎不變,保持在0.028 mm 左右;(2)絕緣套最大等效應力隨著寬度的減小而增加,寬度b由3 mm 降為2 mm 時,最大等效應力由33.7 MPa 增加為37.3 MPa,而寬度降為1 mm 時,最大等效應力增加至48.1 MPa,增幅較大,對絕緣套的剛性影響較大。綜合考慮選用2 mm 寬度,最優加強筋結構的絕緣套變形及等效應力云圖如圖10 所示。
綜上所述,寬度b=2 mm、距底端距離h=6 mm、圓形端部加強筋為最優加強筋參數,使絕緣套最大變形量降低88.3%,最大等效應力降低39.9%。接下來開展相應的試驗研究驗證絕緣套剛性優化方法的有效性。
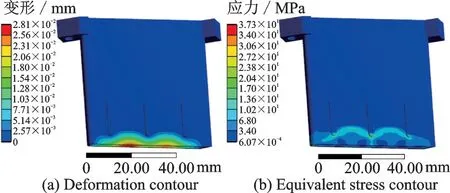
圖10 寬度b=2 mm 絕緣套變形及等效應力云圖Fig.10 Deformation and equivalent stress cloud diagram of insulating sleeve with width b=2mm
3 套料電解加工試驗
3.1 試驗準備
為了驗證加強筋絕緣套結構的有效性,探究其對擴壓器分流葉片套料電解加工過程穩定性的影響,制造了寬度b=2 mm、距底端距離h=6 mm、圓形端部加強筋的絕緣套并開展了試驗研究。電解加工試驗系統如圖11 所示,主要包括電解加工機床、電解液循環系統、直流電源系統、工裝夾具等。試驗加工參數如表2 所示。
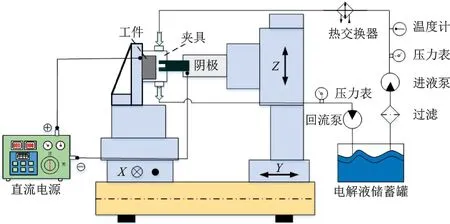
圖11 擴壓器套料電解加工系統示意圖Fig.11 Schematic diagram of the diffuser sleeve ECM system
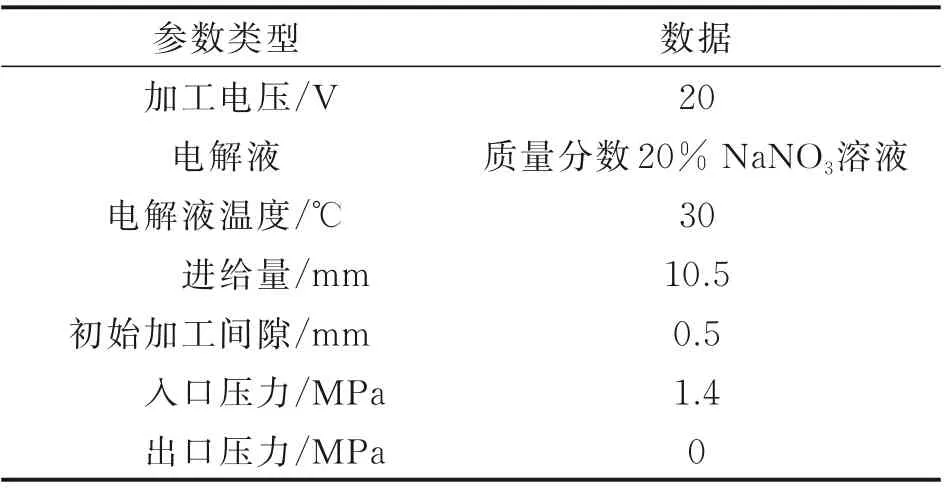
表2 試驗參數Table 2 Experimental parameters
3.2 試驗結果分析
3.2.1 加工穩定性的影響
開展了無/有加強筋結構的套料電解加工對比試驗,電流數據如圖12 所示。無加強筋的絕緣套在1 mm/min 的陰極進給速度下加工過程存在一定的電流波動,加工穩定性較差;有加強筋的絕緣套加工平穩,無明顯的電流波動現象,陰極進給速度得到提升,分別開展了1.0、1.2 和1.4 mm/min 進給速度下的套料電解加工試驗。使用優化后的絕緣套實現了極限速度為1.4 mm/min 的穩定套料電解加工,電流約保持在1 080 A。無加強筋的絕緣套剛性較差,加工中易發生彎曲變形,嚴重時絕緣套直接發生斷裂,斷裂位置與前文仿真最大變形量位置相符合,如圖13(a)所示。有加強筋的絕緣套如圖13(b)所示。

圖12 在1.0、1.2 和1.4 mm/min 進給速度下的加工電流Fig.12 Machining current at 1.0, 1.2 and 1.4 mm/min feed rate
3.2.2 不同進給速度下的加工精度
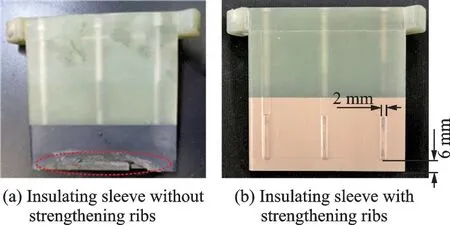
圖13 絕緣套實物圖Fig.13 Physical drawing of insulating sleeve
使用基恩士VHX-6000 三維顯微系統測得1.0、1.2 和1.4 mm/min 速度下加工的葉片截面如圖14 所示。對比分析可知:(1)在1.0 mm/min 的加工速度下,葉尖雜散腐蝕嚴重,存在一定錐角,葉片的截面厚度較小;(2)隨著陰極進給速度的提高,葉尖雜散腐蝕作用減少,當進給速度為1.4 mm/min 時,葉尖錐角得到明顯改善,截面厚度有所增加。加工平衡間隙隨著進給速度的提高而減小,使得陰極側壁對工件材料的腐蝕時間縮短,加工定域性得到改善。
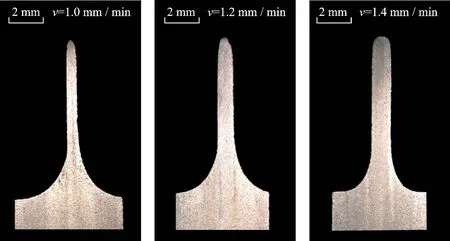
圖14 在1.0、1.2 和1.4 mm/min 進給速度下的葉片截面Fig.14 Blade section at 1.0, 1.2 and 1.4 mm/min feed speed

圖15 在1.0、1.2和1.4 mm/min進給速度下的葉身輪廓精度Fig.15 Blade profile accuracy at 1.0,1.2 and 1.4 mm/min feed speed
對葉身自前緣至尾緣進行輪廓精度檢測如圖15 所示,分析結果可知:(1)葉身中部余量要高于葉片前緣及尾緣的余量,呈現為自前緣至尾緣先增加后減少的分布規律;(2)隨著加工速度的提高,葉身整體余量增加。葉片前緣圓弧較小,在加工過程中存在電場集中效應,導致前緣處腐蝕量增大。隨著陰極進給速度的提高,葉片受到加工刃側壁雜散腐蝕的時間縮短,葉片整體余量增加。當進給速度為1.0 mm/min 時,葉身全輪廓為負偏差,當進給速度達到1.4 mm/min 后,葉身輪廓無局部過切,能夠實現有余量的套料電解加工。
3.2.3 不同進給速度下的表面質量
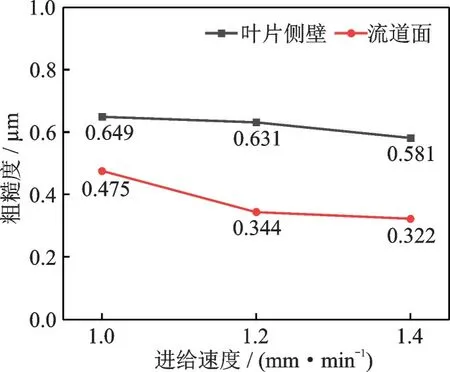
圖16 在1.0、1.2 和1.4 mm/min 進給速度下的粗糙度Fig.16 Roughness at 1.0,1.2 and 1.4mm/min feed rate
使用MAHR PS1 粗糙度測試儀測得1.0、1.2和1.4 mm/min 速度下的工件表面粗糙度如圖16所示,圖17 給出了1.4 mm/min 進給速度下的粗糙度檢測。分析結果可知:(1)隨著進給速度的提高,葉片側壁粗糙度和流道面粗糙度呈下降趨勢,當陰極的進給速度為1.0 mm/min 提高至1.4 mm/min時,葉片側壁粗糙度Ra 由0.649 μm 減小為0.581 μm,流道面粗糙度Ra 由0.475 μm 減小為0.322 μm;(2)葉片側壁粗糙度均高于流道面,由于葉片側壁在加工過程中一直受雜散腐蝕作用,表面質量低于流道面。陰極進給速度的提高,能夠減小加工平衡間隙,提高電流密度;工件材料的溶解均勻性因此得到改善,葉片側壁和流道面的加工質量有所提高。
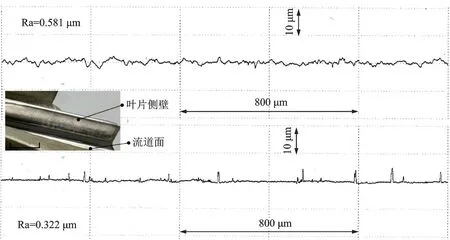
圖17 在1.4 mm/min 進給速度下的粗糙度檢測Fig.17 Roughness inspection at 1.4 mm/min feed rate
4 結論
本文提出了一種套料電解加工絕緣套剛性優化方法,通過仿真及試驗研究分析了方法的有效性,得出結論如下:
(1)本文采用單向流固耦合有限元分析的方法,研究了加強筋結構對絕緣套受力變形的影響規律。由仿真結果可知,設計加強筋后絕緣套整體剛性得到明顯的提高。
(2)通過對不同加強筋參數的絕緣套仿真分析,得到了b=2 mm、h=6 mm 的3 條圓形端部加強筋,在保證流場均勻性的基礎上,最大化提升了絕緣套的剛性,使最大變形量減少了88.3%。
(3)為驗證仿真結果的準確性,開展了套料電解加工試驗,實現了極限速度為1.4 mm/min 的穩定套料電解加工,加工出葉片流道面粗糙度Ra=0.322 μm,葉片側壁粗糙度Ra=0.581 μm,驗證了加強筋剛性優化方法的有效性,對于套料電解加工的陰極結構設計具有重要借鑒意義。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36