大型冷剪機箱體焊接變形控制
2022-06-09 10:29:16宋善蕓孫業(yè)青
冶金設備 2022年2期
宋善蕓 孫業(yè)青
(中鋼集團西安重機有限公司 陜西 西安 710201)
1 前言
大型冷剪機經過多年的發(fā)展,已經成功應用了多項成熟的專利技術,包括卯榫式機架,蜂窩網格減震抗沖擊刀座及底盤,前端板防軸串防松及多銷抗剪定位的三維閉口緊固導向框架結構系統(tǒng)等。通過配置主電機驅動系統(tǒng)、高配離合器、超標準傳動動力及飛輪矩動力儲備等有效手段來保證冷剪的高效剪切。
冷剪箱體的尺寸精度在很大程度上影響著冷剪的使用壽命和剪切工作效率。如圖1所示,該種型號的冷剪箱體設計長度為3950mm,寬度為3630mm,高度為3205mm,鋼板主要材質選用Q345B。為了確保冷剪箱體后期的機加工精度,在毛坯制作環(huán)節(jié)就要通過制定合理的焊接工藝來防止變形。下面將針對這種大型冷剪箱體的鉚工組對裝配、焊接工藝和防變形措施等進行詳細論述。
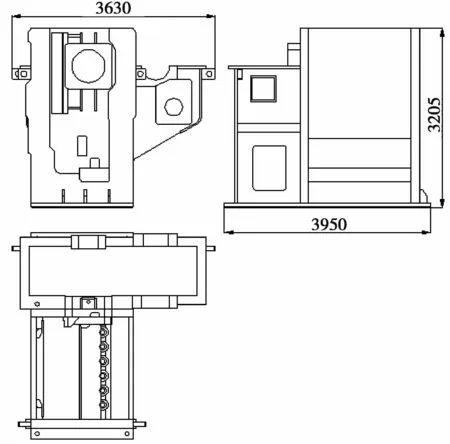
圖1 冷剪箱體簡圖
2 焊接應力和變形
焊接應力,是焊接構件由于焊接而產生的應力。焊接過程中焊件中產生的內應力和焊接熱過程引起的焊件的形狀和尺寸變化。焊接過程的不均勻溫度場以及由它引起的局部塑性變形和比容不同的組織是產生焊接應力和變形的根本原因[2]。在沒有外力作用的條件下,焊接應力在焊件內部是平衡的。焊接應力與變形在一定條件下會影響焊件的功能和外觀,因此是制造中必須考慮的問題。
焊接變形包括縱向收縮變形、橫向收縮變形、橫向彎曲變形、旋轉變形、波浪變形、扭曲變形、縱向彎曲變形。影響焊接變形的因素有焊縫位置的影響、結構剛件的影響、裝配焊接程序的影響、焊縫長度和坡口型式的影響、焊接規(guī)范和方法的影響、焊接操作方法的影響、材料線脹系數的影響[3]。為此可以采用合理的設計、必要的工藝措施(如預留收縮量、反變形法、選擇合理的焊接方法和規(guī)范、合理的裝配焊接次序、剛性固定法、熱調整法)來控制焊接變形的存在或盡量減少焊接變形。
焊接應力包括熱應力、拘束應力、相變應力、氫致集中應力、焊接殘余應力。這些應力的存在對結構強度與受壓件穩(wěn)定性、構件脆性斷裂、疲勞強度、焊件加工精度和尺寸穩(wěn)定性都有影響。所以我們必須減少和消除焊接應力,可以從工藝及焊后處理兩方面入手。
3 控制變形
大型冷剪箱體是大型金屬結構件,結合產品的結構特點、工作原理和主要位置受力分析,標注出重點關鍵受力焊縫,注明探傷等特殊要求,并在生產中嚴格遵守焊接工藝。
為了控制焊接變形,采用分步焊接裝配,先由零件裝配成部件,焊接合格后,再由部件裝配焊接成結構件[4]。整個過程安排合理的焊接順序,避免由于裝配順序錯誤而導致有焊縫無法焊接的現(xiàn)象。通過整體退火來控制焊接變形和釋放應力,保證結構件形位尺寸準確,確保高度尺寸公差為±5mm,最終實現(xiàn)控制焊接變形的目的。
4 組對裝配
4.1 部件組對
認真檢查零件尺寸和外觀質量,特別注意焊接坡口是否合格,無問題后方可進行組裝。裝配前,清理待焊部位焊接區(qū)兩側30mm內的油、銹等污物。選擇正確的裝配基準,把握好裝配尺寸精度,尤其應控制焊后各加工部位尺寸余量。
將側板中的1#、2#、3#件按圖紙要求組對,如圖2所示,定位焊牢固,定位焊焊接參數見表1。焊縫應均勻,焊接區(qū)長度大于40mm,焊縫厚度≥6mm,焊縫尺寸不應超過圖示尺寸的2/3高。
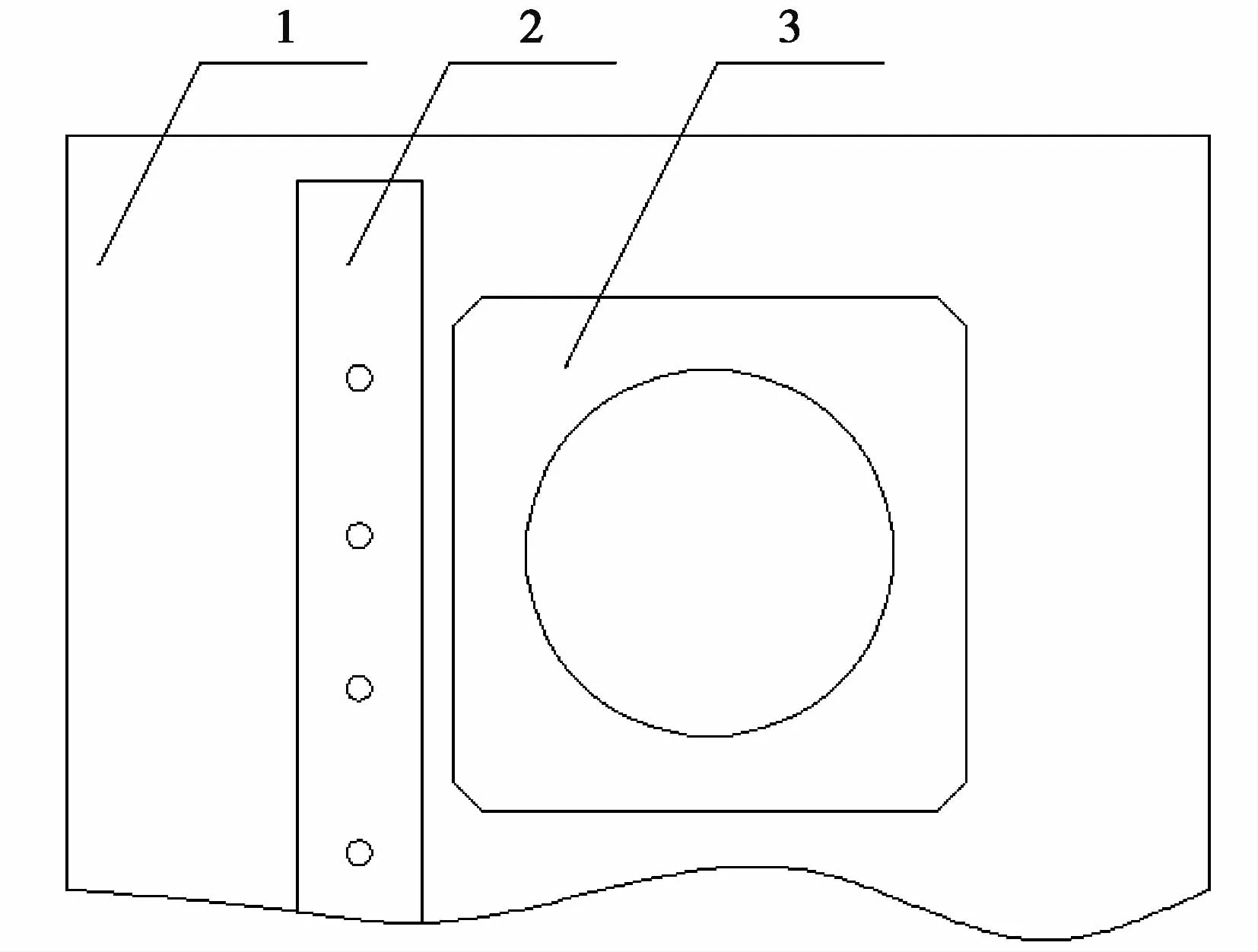
圖2 側板簡圖

表1 定位焊焊接參數
由于3#材質為ZG270~500,焊前需要進行預熱,預熱溫度為150℃~200℃,冬季采用整體預熱。采用ER50-6(Φ1.2)焊絲+(Ar+CO2)氣體保護焊施焊,焊縫采用對稱、多層多道焊,可有效防止部件焊接變形(焊接工藝參數見表2)。焊縫要均勻平整、寬窄一致,各層、各道焊縫應錯開接頭。嚴格層間清渣處理,焊接開始后盡量中途不停歇,整個焊接過程使用測溫槍檢測層間溫度,溫度應控制在100℃~150℃,側板焊接完成后用石棉網蓋住保溫緩冷6~8小時,防止焊縫產生裂紋。
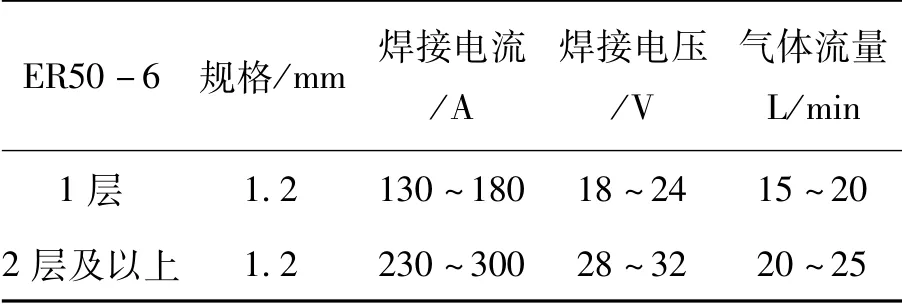
表2 (Ar+CO2)氣體焊接參數
按照同樣要求,組對冷剪箱體部件下刀座,確保焊縫焊接質量和尺寸要求達到圖紙要求。
4.2 整體組對
按圖紙要求將下刀座、側板、零件簡圖4#、5#(如圖3所示)、其他零件和底板進行組對,其中4#件板厚為160mm,對其U型上開口處,安裝好支撐,防止在焊接、吊運翻轉中產生變形。
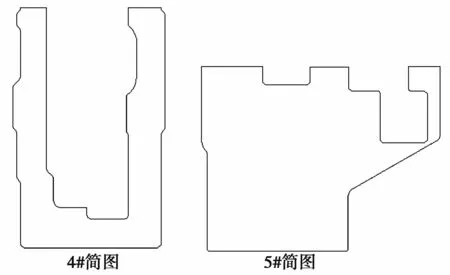
圖3 零件簡圖
涉及焊縫超聲波探傷檢查要求的,組對時留2mm~3mm間隙,以確保能焊透。做好探傷標記,轉入焊接工序。
焊接時先焊錯開的短焊縫,再焊直通長焊縫,以防在焊縫相交處產生裂紋。對于長焊縫可采用分中對稱焊法、分段逐步退焊法、跳焊法,以減少應力集中和焊接變形。圖中已標注的焊縫嚴格按圖紙要求執(zhí)行,未注明焊縫要求的,按照板厚≤30mm,角焊縫焊縫高為15mm,板厚≥30mm,角焊縫大小按SN200的相關規(guī)范執(zhí)行。
超聲波探傷焊縫使用碳弧氣刨進行清根,焊縫要焊透,嚴格層間清渣處理,焊后修平、修磨。按標準《承壓設備無損檢測 第三部分:超聲檢測》探傷合格。
對油箱、油管等密封部位進行煤油滲漏試驗,對焊縫按照煤油滲透檢驗規(guī)范《鋼制焊接常壓容器》中相關要求執(zhí)行,確保密封無任何滲漏,對滲漏處按原工藝規(guī)范進行補焊返修,并做好記錄。
焊后觀察焊縫成形,確保表面沒有氣孔、夾渣、裂紋、未熔合及未焊透等缺陷,如果發(fā)現(xiàn)存在缺陷,按原工藝進行返修。
5 焊后退火
將冷剪箱體放進退火爐,消除焊接應力。確保接觸面必須平直,防止受熱產生變形。組件應放處于熱處理爐的有效加熱區(qū)域內,并避免火焰直接噴射工件,應保證爐內熱量均勻、流通[5]。退火熱處理曲線應滿足圖4要求。
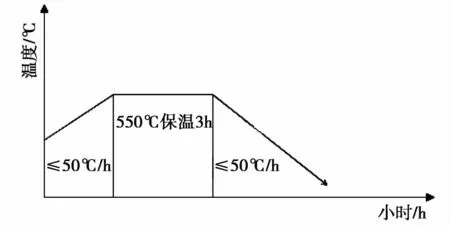
圖4 退火曲線
在常溫狀態(tài)下進爐,以每小時小于50℃升溫到550℃,保溫3小時,保溫后以每小時小于50℃進行降溫,降溫到200℃以下時,出爐移至避風處進行空冷處理。
6 焊后檢驗
待冷剪箱體完全冷卻后,對關鍵尺寸進行復查,確保有足夠的加工余量。對個別變形處,使用火焰進行校正,直到完全符合圖紙尺寸要求。
7 結論
綜上所述,考慮到焊接的可操作性及消除焊接變形,裝配時采用分步組對,焊縫采用對稱、分段退焊法進行多層多道焊,可有效防止箱體焊接變形,整體控制外形尺寸,以確保產品的焊接質量。
目前,該控制焊接變形的工藝,經過多次實際操作論證,在減小焊接變形和應力集中,改善勞動條件,降低勞動強度,提高加工精度等方面成效顯著。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
汽車實用技術(2020年16期)2020-09-06 13:28:22
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代工人(2019年20期)2019-12-13 08:26:11
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
設備管理與維修(2015年12期)2015-04-09 06:57:24
