平整機工作輥端部壓靠有限元仿真
2022-06-09 10:29:18王赤隋靜博王蕾張杰君
冶金設備 2022年2期
關鍵詞:有限元
王赤 隋靜博 王蕾 張杰君
(中冶京誠工程技術有限公司 北京 100176)
1 前言
帶鋼在平整軋制的過程中,有時會出現工作輥兩端在帶鋼之外接觸的現象,稱為工作輥端部壓靠[1,2]。特別是在平整軋制薄窄帶鋼的時候,經常出現在常規設定值的軋制力下,實際獲得的帶鋼延伸率遠低于所需值的工況,其實在這種情況下已經發生了輥端壓靠現象。工作輥端部接觸會消耗掉本應該作用在帶鋼上的一部分軋制力,導致帶鋼實際所得的延伸率低于所需值。所以建立平整軋制時工作輥端部模型,分析影響端部壓靠的因素,對消除工作輥端部壓靠、提高軋制效率有著重要的實際生產意義。
目前求解工作輥輥端壓靠的主要方法有影響函數法和通用有限元,它們各有優勢,在不同的場合得到了廣泛應用[3,4]。本文涉及的是一種利用通用有限元來研究工作輥壓靠的方法,分析了不同因素對工作輥壓靠的影響,為平整工藝提供了可以借鑒的理論依據。
2 模型建立
有限單元法目前是離線仿真計算工作輥輥端壓靠的主流手段,因為在軋輥與軋件的變形計算方面,有限單元法是目前最精確的仿真計算手段。
常用的通用軟件有ANSYS、MARC等,許多學者運用通用有限元進行了仿真研究[5-7],取得了較為準確的結果。有限單元法對計算機的速度和存儲空間大小均要求很高,計算時間較長。本文選擇ANSYS軟件進行工作輥輥端壓靠分析,通過仿真計算可以得到典型工況下的軋制力分布與承載輥縫的形狀。
2.1 實體模型與網格劃分
平整機的靜力學有限元模型包括上下支承輥、上下工作輥和軋件,如圖1所示。軋輥內部的網格劃分稀疏,軋輥表層及輥間接觸區域劃分較細。對于帶凸度的軋輥輥形或特殊曲線的輥形,先創建一些關鍵點,然后生成樣條曲線,旋轉樣條曲線形成的面為輥身表面,通過設定關鍵點的坐標就可以給定軋輥輥形[8]。
2.2 載荷與約束
軋輥軸承和輥頸間存在復雜的接觸關系,不考慮軋輥軸承和輥頸間的載荷偏移,軸承合力作用點位于軸承中心線,軋制力、彎輥力用集中力作用在相應節點來表示。上支承輥兩側軸端的軸承中心線位置上,根據厚度控制方式中的位置控制給約束,在相應節點上施加豎直方向的約束。
2.3 接觸
支承輥與工作輥之間設置接觸對、工作輥與帶鋼之間設置接觸對,上下工作輥之間設置接觸對。
初始接觸條件的困難在于,在靜力分析中,當物體沒有足夠的約束時會產生剛體運動,可能引起錯誤而終止計算。在僅僅通過接觸來約束剛體運動時,必須保證在初始幾何體中,接觸對是接觸的,換言之,要建立模型以便接觸對是“剛好接觸”的。本文的處理方式是根據計算精度的需要設置合理的ICONT和CNOF以滿足剛好接觸的條件[8]。
FTOLN為拉格朗日算法指定容許的最大滲透范圍,如果程序發現滲透大于此值時,即使不平衡力和位移增量已經滿足了收斂準則,總的求解仍被當作不收斂處理。為了保證在計算薄軋件時收斂(H=0.2mm),工作輥表層單元厚度為2mm,FTOLN的值設置為-0.0005。
3 模擬結果
通過分析不同工況下的仿真結果,就可以得出不同因素對工作輥壓靠的影響大小,這些因素包括幾何因素和工藝條件。幾何因素包括輥身長度、輥徑、帶鋼寬度和厚度等,工藝條件包括軋制力、彎輥力等。
3.1 仿真工況
根據產品大綱中的帶鋼寬度范圍適當調整帶鋼寬度并選擇3種具代表性的寬度,輥徑只考慮支承輥、工作輥都為最大輥徑的配合與都為最小輥徑的配合這兩種情況,計算工況見表1。
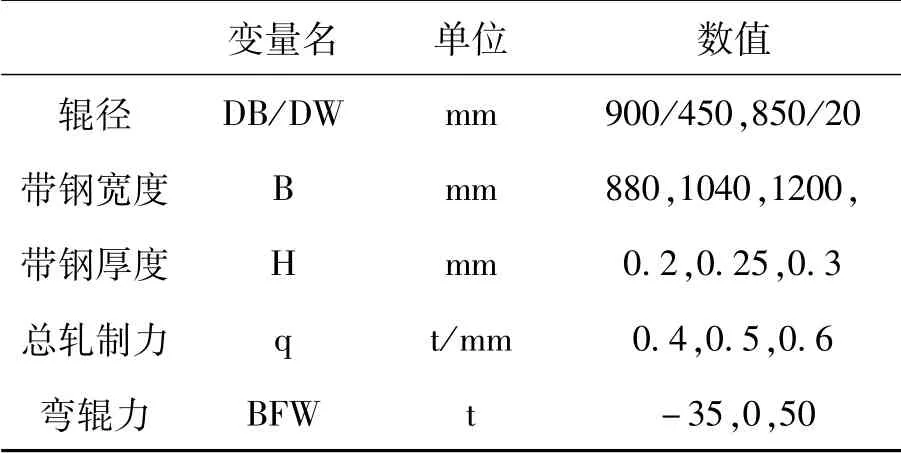
表1 不同因素的組合
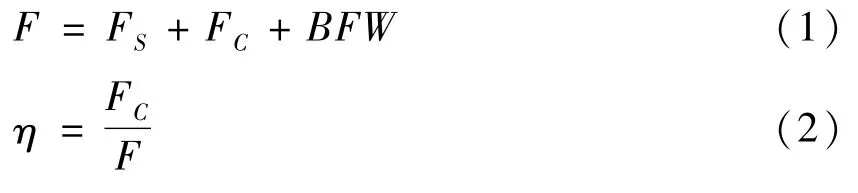
作用在軋件上的軋制力稱為有效軋制力FS,有效軋制力FS、壓靠力FC、工作輥彎輥力BFW的總和為總軋制力F。壓靠力FC與總軋制力F的比定義為壓靠比η。
總軋制力F和壓靠比η如公式(1)、(2)所示:
3.2 工作輥彎輥力
工作輥彎輥力對端部壓靠的影響如圖2所示,工作輥彎輥力為-35t、0t、50t時分別對應的壓靠比η為22.6%、6.9%、0.0%。隨著彎輥力的增加,壓靠比在逐漸減小,說明增加彎輥力可以減小工作輥端部壓靠[9]。當模擬工況使用最大正彎輥力50t時,端部壓靠為比為零,此時端部壓靠力FC亦為零,端部壓靠消除。適當的正彎輥力可以消除端部壓靠的現象。
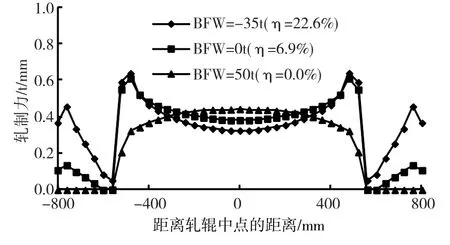
圖2 工作輥彎輥對端部壓靠的影響
3.3 總軋制力
總軋制力對端部壓靠的影響如圖3所示,總軋制力為0.4t/mm、0.5t/mm、0.6t/mm時分別對應的壓靠比η為3.0%、6.9%、9.5%。隨著軋制力的增加,壓靠比在逐漸增大,并且壓靠力的變化與軋制力的變化近似成正比。說明此時端部壓靠力FC亦逐漸增大,故增加總軋制力不僅不能減小端部壓靠的現象,反而更加加劇工作輥端部壓靠的發生。
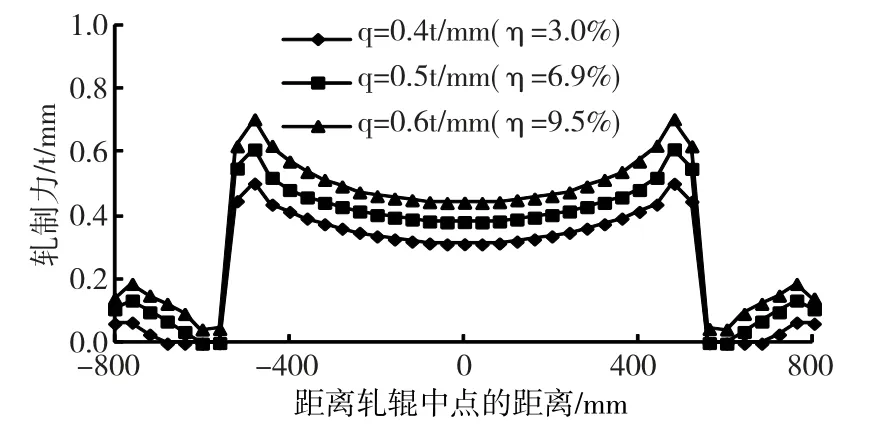
圖3 總軋制力對端部壓靠的影響
3.4 帶鋼寬度與厚度
帶鋼度對端部壓靠的影響如圖4所示,帶鋼寬度為880mm、1040mm、1200mm時分別對應的壓靠比η為11.2%、6.9%、2.2%。帶鋼厚度對端部壓靠的影響如圖5所示,帶鋼厚度為0.2mm、0.25mm、0.3mm 時 分 別 對 應 的 壓 靠 比η 為6.9%、2.5%、0.0%。此模擬工況的結論表明,薄窄的帶鋼更容易發生壓靠現象。
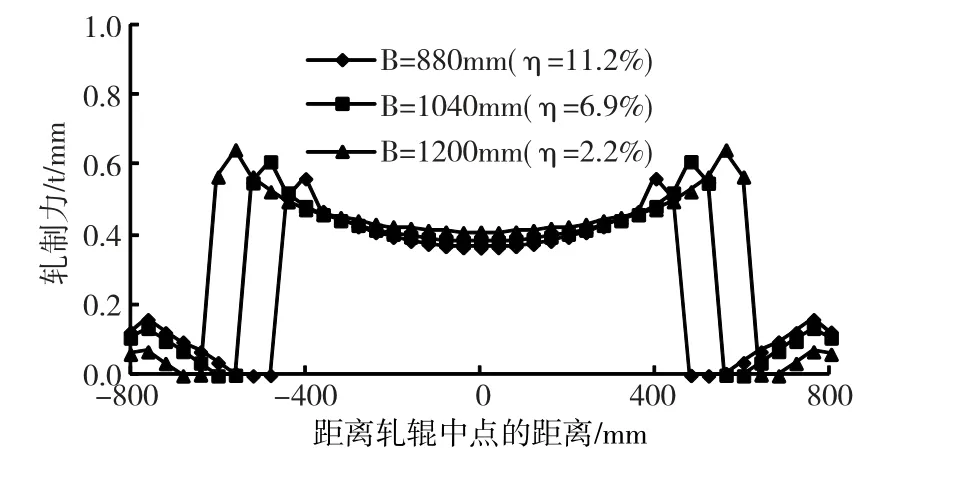
圖4 帶鋼寬度對端部壓靠的影響
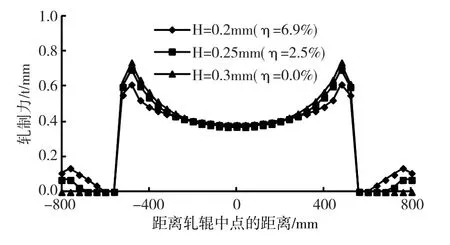
圖5 帶鋼厚度對端部壓靠的影響
3.5 軋輥輥徑
軋輥輥徑對端部壓靠的影響如圖6所示,大輥徑配合和小輥徑配合分別對應的壓靠比η為6.9%、8.4%,說明小輥徑更容易發生壓靠現象,但是相對上述其它因素來說,軋輥輥徑對壓靠的影響相對較弱,大小輥的壓靠比差別不大。
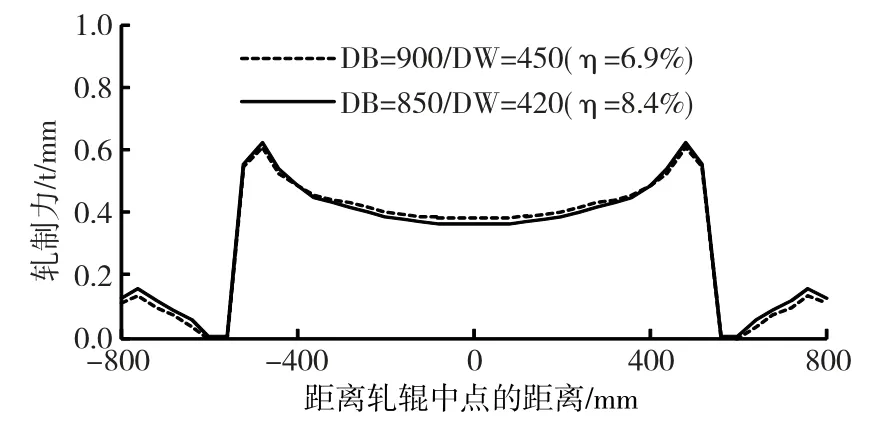
圖6 軋輥輥徑對端部壓靠的影響
4 結論
(1)利用有限元軟件,建立了計算工作輥端部壓靠的靜力學有限元模型,既能考慮輥系的彈性變形又考慮了軋件的塑性變形,可以分析不同因素對軋件厚度、軋件凸度和工作輥壓靠的影響。
(2)從仿真結果可以看出,生薄窄的帶鋼時,工作輥輥端更容易發生壓靠現象。軋制力增加,工作輥輥端壓靠現象會更嚴重,而工作輥輥徑大小對壓靠的影響相對較小。施加適當的工作輥正彎力可以減小或消除工作輥輥端的壓靠。
(3)當軋件更薄時,工作輥輥端壓靠現象會更嚴重。出于減小輥耗、延長工作輥和工作輥軸承的使用壽命的考慮,應在設計時使用合適的工作輥輥形,在端部形成間隙,避免在軋制工程中發生端部壓靠。實際生產過程中,使用合適的工作輥正彎輥力,使工作輥輥端壓靠保持在一個合理的、可以接受的水平。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
數學物理學報(2022年4期)2022-08-22 04:09:28
減速頂與調速技術(2020年4期)2020-11-22 07:20:26
上海節能(2020年3期)2020-04-13 13:16:16
石油化工建設(2019年6期)2020-01-16 08:03:42
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
