熔融沉積工藝參數對熱塑性聚氨酯彈性體靜動態力學性能的影響
2022-06-09 07:00:18雷經發尹志強
中國塑料 2022年5期
雷經發,沈 強,劉 濤*,孫 虹,尹志強
(1.安徽建筑大學機械與電氣工程學院,合肥 230601;2.工程機械智能制造安徽省教育廳重點實驗室,合肥 230601)
0 前言
FDM技術是一種常用的增材制造技術,因其低成本、易操作、高精度等優點被廣泛應用于醫療衛生、航空航天等領域[1]。FDM技術常用原料為聚對苯二甲酸乙二醇酯-1,4-環己烷二甲醇酯[2]、聚乳酸[3]、TPU[4]等高分子聚合物,其中TPU是一種(AB)n型的多嵌段共聚物,其具備較好的耐磨性、可粘接性和熱可塑性,且常溫下具有橡膠的高彈性[5-6]。TPU材料服役過程常承受沖擊載荷作用,其受載過程的大變形應力應變行為強烈依賴于應變速率[7-8]。此外,FDM工藝參數還會對材料力學性能產生影響[9]。目前國內外學者結合多種聚合物材料如聚二甲基硅氧烷、聚乳酸等,通過正交實驗、模擬仿真等手段,并采用極差分析、方差分析等方法,進行FDM工藝參數優化[10-13];為描述熱塑性彈性體在靜動態載荷下的力學響應,研究者們開發并優化了落錘試驗機和SHPB等能夠表征材料在不同應變率下變形響應的實驗裝置,研究了多種熱塑性彈性體在寬應變速率范圍內(10-4~106)的力學性能[14-16];基于應力應變的空間數據,構建了率相關的本構模型[17-19]并從微觀角度闡述了表觀形貌與力學性能的內在關聯[20]。然而,目前對于FDM工藝成型的TPU材料,未能有效描述其在沖擊載荷下的力學性能及率相關特性,此外FDM成型工藝參數對其力學性能的影響機制尚不明確。本文采用FDM工藝制備了多種參數組合的TPU試樣,通過開展準靜態和動態壓縮實驗,獲取了應力-應變樣本空間數據;以彈性模量、屈服應力為準則進行了FDM工藝參數優選,在優選參數下進一步描述了高應變率下的力學響應,最后結合ZWT本構方程構建了TPU的力學模型。
1 實驗部分
1.1 主要原料
TPU,Polyflex,線材直徑1.75 mm,密度1.20~1.24 g/cm3,熔融溫度210℃;材料由二異氰酸酯、大分子多元醇和擴鏈劑組成,分子結構示意圖見圖1;購自蘇州聚復高分子材料有限公司。

圖1 TPU分子結構示意圖Fig.1 Schematic diagram for molecular structure of TPU
1.2 主要設備及儀器
3D打印機,M3145K,深圳森工科技有限公司;
電子萬能試驗機,WDW-300A,濟南方圓試驗儀器有限公司;
SHPB,直徑14.5 mm,洛陽利維科技有限公司;
掃描電子顯微鏡(SEM),Genimi SEM 500,卡爾蔡司(上海)管理有限公司。
1.3 樣品制備
采用FDM設備進行TPU試樣制備;其中,層間厚度為0.15 mm,平臺溫度為60℃,噴頭溫度為200、220、240 ℃,在各噴頭溫度下分別以10、40、70 mm·s-1的打印速率制備樣品;FDM工藝原理如圖2所示,通過高溫噴嘴熔融并擠出線材,線材在基板平臺或已加工產品上堆積、冷卻、固化,逐層累積得到三維實體。
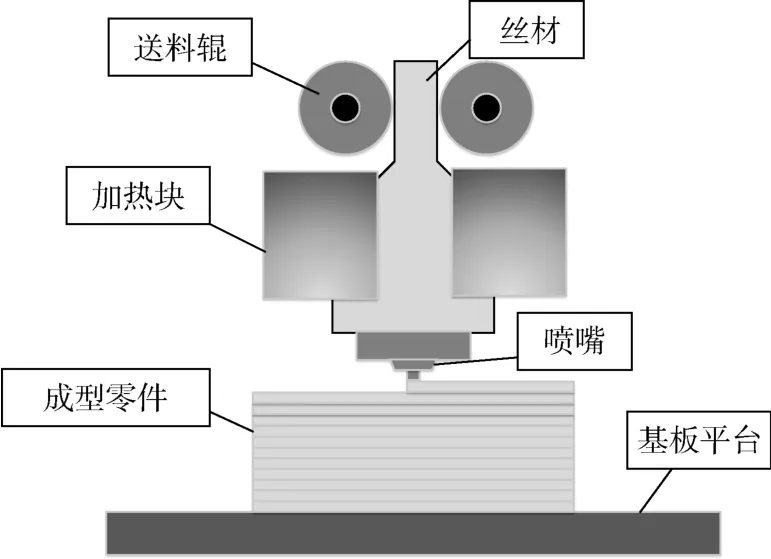
圖2 FDM原理圖Fig.2 Schematic diagram of FDM equipment
用于準靜態和動態(高應變率)力學性能測試的試樣均為圓柱狀試樣,按照GB/T 1041—2008,準靜態試樣尺寸確定為12 mm(直徑)×17 mm;高應變率加載條件下,根據SHPB實驗裝置要求確定試樣直徑為12 mm,為了減小軸向和徑向慣性效應,試樣厚度確定為5 mm,采用邵氏硬度計測得試樣硬度為95 A;圖3為試樣實物照片。
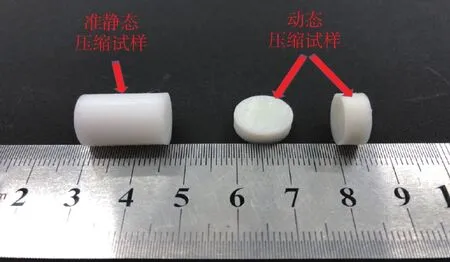
圖3 準靜態和動態試樣實物照片Fig.3 Photo of quasi-static and dynamic specimens
1.4 性能測試與結構表征
準靜態壓縮性能測試:對試樣進行單軸壓縮,加載速率為1 mm/min,每次實驗重復3次,取平均值,獲得TPU在準靜態下的工程應力-應變曲線;
動態壓縮性能測試:選取桿徑為14.5 mm的SHPB裝置進行高應變率下力學性能測試;SHPB裝置由發射裝置、桿系統、測試系統和阻尼吸收裝置組成(圖4);其中,發射裝置為氣槍;桿系統包括撞擊桿(300 mm)、入射桿(1 000 mm)、透射桿(1 000 mm)和吸收桿(600 mm),桿材料為硬質實心鋁桿,彈性模量為 70 GPa,密度為 2.7 g/cm3,波速約為 5 090 m/s;為降低彌散效應,在入射桿前用方形銅版紙進行整形,尺寸為10 mm×10 mm×0.6 mm(長×寬×厚),通過整形使得入射波的上升前沿變緩,減少試樣應力均勻的時間,并抑制應力脈沖中的高頻分量;測試系統由應變片(金屬應變片獲取入射信號,半導體應變片獲取透射信號)、超動態應變儀和數據采集系統組成。
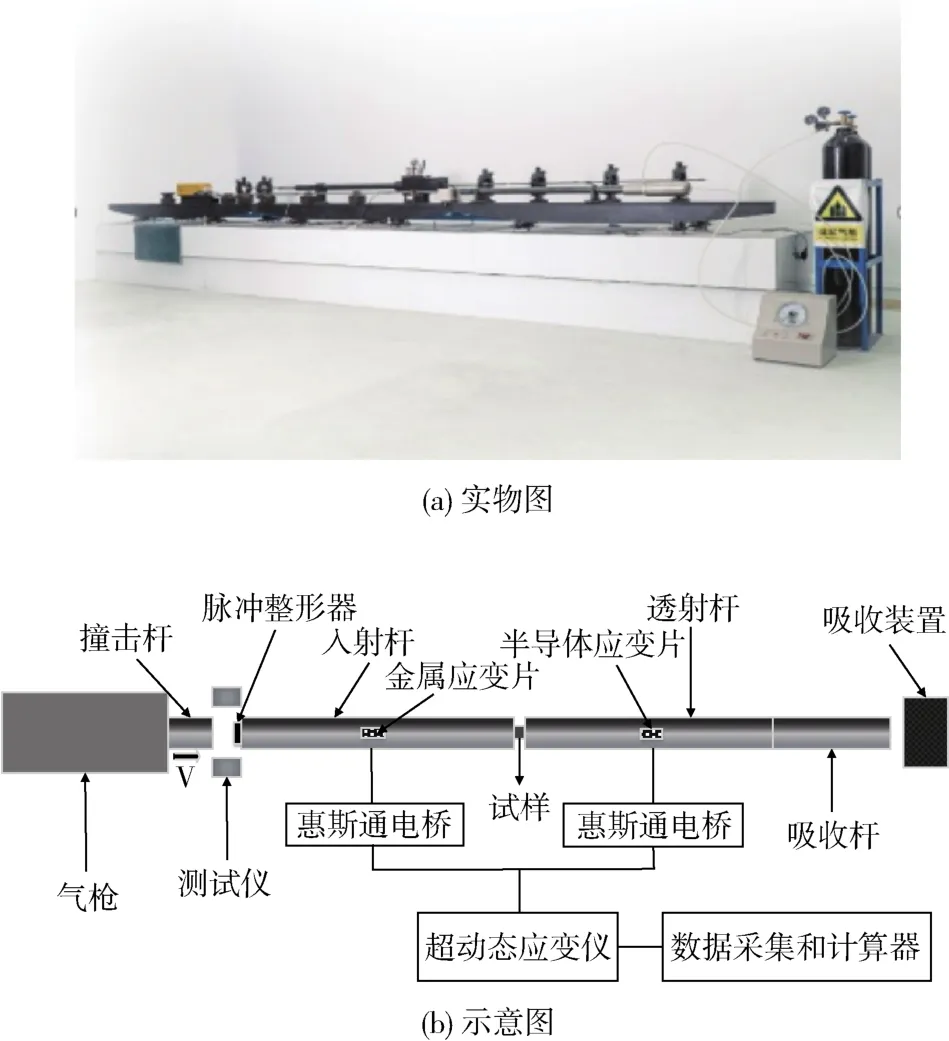
圖4 SHPB裝置Fig.4 Split Hopkinson pressure bar device
為獲取有效數據,SHPB實驗過程須滿足一維應力波假定和均勻性假定;實驗時將試樣置于入射桿和透射桿之間,并在試樣端面與桿接觸區涂抹薄薄的一層凡士林以減少摩擦效應帶來的誤差;氣槍推動撞擊桿撞擊入射桿,入射桿產生入射波,此時入射桿彈性應變為εi,入射波沿著入射桿傳至試樣,一部分應力波被彈回形成反射波,此時入射桿的反射應變為εr,另一部分透過試樣傳遞至透射桿形成透射波,透射桿的透射應變為εt;圖5(a)所示為103s-1應變率加載下采集到的原始波形信號;由圖5(b)可知試樣在加載時,透射波產生的應力與入射波和反射波產生的應力之和基本吻合,說明實驗達到了應力平衡狀態,驗證了均勻性假定。
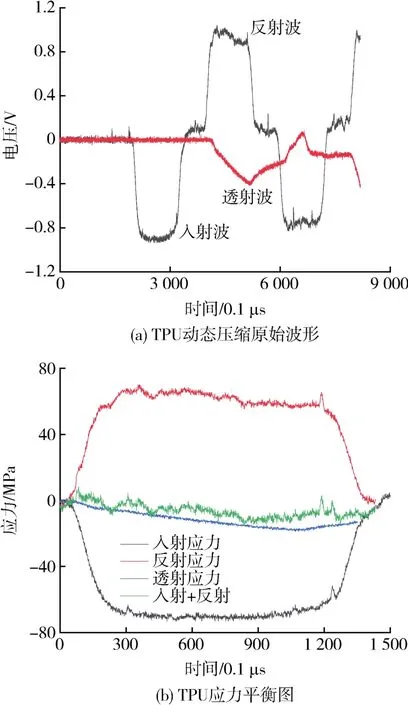
圖5 TPU動態壓縮原始波形及應力平衡圖Fig.5 Dynamic compression raw wave form and stress balance diagram of TPU
通過調整撞擊桿的撞擊速度,可以得到不同的加載應變率;試樣平均工程應變[ε(t)]和應力[σ(t),MPa]的關系見式(1):

式中ε(t)——應變率
c0——壓桿彈性波速,m/s
E——壓桿彈性模量,GPa
A——壓桿橫截面積,mm2
A0——試樣面積,mm2
l0——試樣長度,mm
t——加載時間,μs
微觀形貌分析:采用SEM對試樣微觀形貌進行觀察,實驗前在真空環境下對試樣表面進行噴金處理。
2 結果與討論
2.1 準靜態應力-應變曲線分析
選取通過3種打印速率(10、40、70 mm/s)和3種噴頭溫度(200、220、240℃)獲取的試樣的工程應力-應變曲線如圖6所示。由圖可見,在不同噴頭溫度下,打印速率為40 mm/s的試樣具有更高的彈性模量。這是由于打印速率慢時,層間結合慢、溫差大、層間殘余應力高,導致結合力差,降低了材料的力學性能;當打印速率快時,成型過程材料供給不足導致內部產生縫隙和熔融不充分等現象,導致了材料力學性能的降低。在不同打印速率下,噴頭溫度220℃的試樣具有更高的彈性模量。這是由于噴頭溫度低時,材料未完全熔融就開始進給,分子結合力差,擠出不順暢,甚至發生擠出斷裂,此時力學性能降低;而噴嘴溫度高會導致材料熔融過度,發生熱降解,使材料黏度下降,影響分子間的結合,同樣導致材料力學性能下降。FDM工藝參數對試樣彈性模量的影響如表1所示。
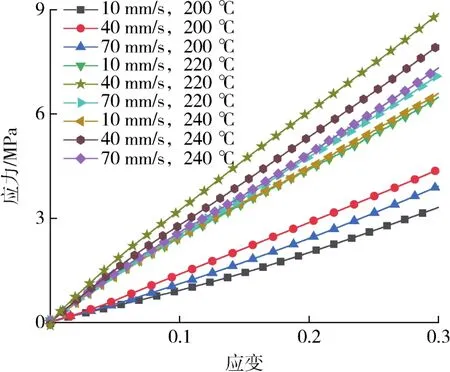
圖6 不同打印速率和噴頭溫度下TPU的準靜態應力-應變曲線Fig.6 Quasi-static stress-strain curves of TPU prepared at different print speed and print head temperature

表1 FDM工藝參數對試樣彈性模量的影響 GPaTab.1 Effect of FDM process parameters on modulus of elasticity of the specimens GPa
為進一步明確TPU在準靜態下的應變率特性,選取通過最優參數(打印速率40 mm/s,噴頭溫度220℃)制備的TPU試樣開展3種低應變率(0.001、0.01、0.1 s-1)加載試驗,其應力-應變曲線如圖7所示。由圖可見,TPU在壓縮載荷作用下,應力-應變曲線表現出橡膠等高聚物材料特有的“S”形非線性特征;初始階段工程應力隨著應變線性增加,隨后向非線性階段過渡;當應變量大于0.5后,工程應力顯著增加,表現出一定硬化現象,且應變率越高硬化效應越明顯,表現出一定應變率敏感性。這是由于準靜態壓縮過程中,隨著應變的增大,試樣層間逐步致密化,材料內部分子鏈間距減小、分子間作用力增強,致使軟鏈段結晶度增加,進而表現出硬化現象。
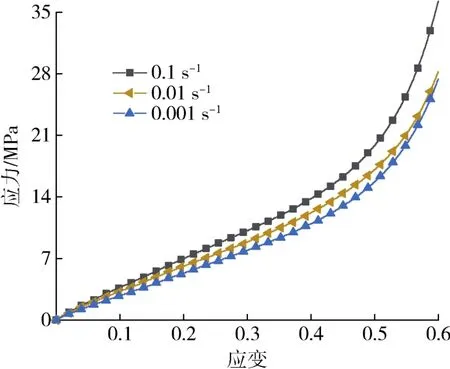
圖7 不同應變率下TPU準靜態工程應力-應變曲線Fig.7 Quasi-static engineering stress-strain curves of TPU at different strain rates
2.2 動態應力-應變曲線分析
選取打印速率(10、40、70 mm/s)和噴頭溫度(200、220、240℃)進行動態加載,確定初始應變率為103s-1,獲取試樣在高應變率下的工程應力-應變曲線(圖8)。由圖可見,不同噴頭溫度下,打印速率為40 mm/s時試樣具有更高的彈性模量和屈服應力;不同打印速率下,噴頭溫度為220℃時試樣同樣具有更高的彈性模量和屈服應力,表現出與準靜態類似的結果。FDM工藝參數對試樣彈性模量和屈服應力的影響如表2所示。
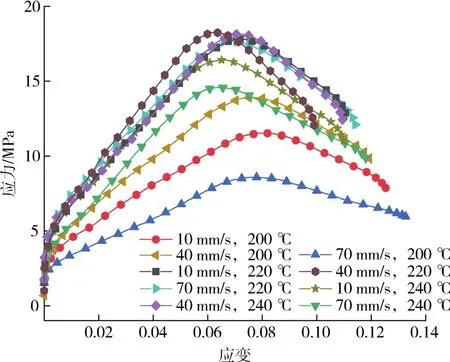
圖8 不同打印速率和噴頭溫度下TPU的動態應力-應變曲線Fig.8 Dynamic stress-strain curves of TPU prepared at different print speed and print head temperature

表2 FDM工藝參數對試樣彈性模量和屈服應力的影響Tab.2 Effect of FDM process parameters on modulus of elasticity and yield stress of the specimens
為了進一步明確動態壓縮下TPU在較寬應變率范圍的力學性能,選取最優參數(打印速率40 mm/s,噴頭溫度220℃)制備的TPU試樣開展更高應變率(1 200、1 800、2 100、2 500 s-1)下的力學性能測試,應力-應變曲線如圖9所示。圖中可見,TPU動態壓縮條件下的應變率敏感性比低應變率時更顯著,且曲線也表現出高度的非線性,呈現出彈性、軟化、應變硬化和卸載4個階段;初始階段應力與應變的比值近似為常數,為彈性階段;隨著應變增大,應力應變比值小于初始階段,為軟化階段;隨后應力隨著應變的增大而急劇增大,為應變硬化階段,應變率越大硬化效應越顯著;最后階段應力值急劇下降,為卸載階段。這是因為高應變率載荷作用下,TPU處于絕熱壓縮狀態,材料內部部分耗散能量轉化為熱能,由絕熱溫升引入的熱軟化效應使材料局部溫度升高、彈性模量和黏性系數降低,進而產生軟化現象;隨著應變逐漸增大,材料趨于密實,分子鏈間距離減小,出現與準靜態類似的硬化現象。
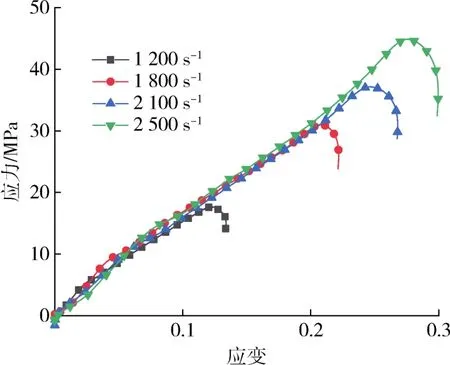
圖9 不同應變率下TPU的動態工程應力-應變曲線Fig.9 Dynamic engineering stress-strain curves of TPU at different strain rates
2.3 TPU非線性黏彈性本構模型
結合上述高應變率下TPU應力-應變數據,選取ZWT本構模型對其進行擬合。ZWT模型結構示意圖如圖10所示,該模型由3部分構成,即1個非線性的彈簧單元和2個Maxwell單元。其本構表達式見式(2):

圖10 ZWT模型結構示意圖Fig.10 Schematic diagram of ZWT model structure
式中σ——應力,MPa
E0、α、β——非線性彈簧的彈性常數,MPa
E1——Maxwell單元的彈性常數,MPa
θ1——Maxwell單元的松弛時間,μs
E2——Maxwell單元的彈性常數,MPa
θ2——Maxwell單元的松弛時間,μs
ε——應變
τ——加載的某一時間,μs
式(2)中前3項表征材料非線性黏彈性響應,與模型中的非線性彈簧相對應;中后2個積分項分別對應材料低應變率和高應變率的黏彈性響應。當對材料開展低應變率加載時,高應變率黏彈性響應的Maxwell模型一直處于松弛狀態;對材料開展高應變率加載時,低應變率黏彈性響應的Maxwell模型不能及時松弛,故Maxwell模型相當于彈簧,相應的表達式見式(3);由于實驗為恒應變率加載,故式(3)可簡化為式(4):

根據式(4)對實驗所得應力-應變曲線進行擬合,相應參數見表3,其中R為相關系數。擬合得到的R2均高于95%。圖11為擬合曲線與實驗數據對比圖。圖中可見,擬合曲線在材料的彈性、軟化、應變硬化階段與實驗曲線吻合較好,表明TPU具有顯著的黏彈性特征。該模型可用于描述TPU在高應變率下的力學行為。

表3 ZWT模型擬合參數值Tab.3 ZWT model fitting parameter values

圖11 ZWT模型擬合曲線與實驗數據對比Fig.11 Comparison of ZWT model fitting curves and experimental data
2.4 TPU微觀形貌分析
如圖12所示,打印速率40 mm/s、噴頭溫度220℃的工藝參數下,試樣孔洞、節瘤及氣泡等缺陷較少。由圖12(a)和(c)可見,打印速率較慢時絲材擠出量多于填充量,發生黏結融合,導致出現節瘤等缺陷;打印速率快時材料加熱時間縮短,塑化程度降低,絲材存在不均勻結晶,亦會出現孔洞等缺陷。由圖12(d)和(f)可見,由于噴頭溫度較低或較高,導致出現熔絲堆疊現象,可以清晰地觀察到熔絲之間的類“楔形縫隙”;如圖12(e)所示,當噴頭溫度為220℃時,其流動性增強,更容易通過熔絲鋪覆形成“線型”熔接痕。
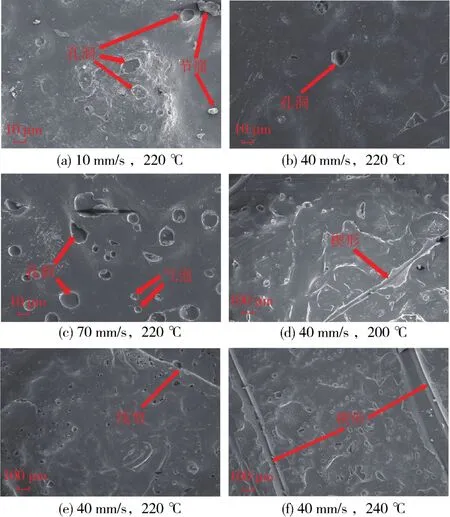
圖12 不同打印速率和噴頭溫度下試樣表面的SEM照片Fig.12 SEM images of surface of specimens prepared at different nozzle temperatures and printing speed
圖13為最優工藝參數下試樣的表面微觀形貌。圖中可見,表面微觀結構由基體和顆粒狀部分組成;基體為連續相,主要由軟段構成;顆粒狀部分為分散相,主要由硬段構成;大部分硬段未溶于軟段之中,導致分散相較多,且相區尺寸也較大,出現“微相分離”現象,整個圖呈現出“海-島”結構;而一定尺寸的微相分離結構使得材料的結晶微區與非晶微區交叉排列,能夠分散和傳遞外力,有效提高材料的力學性能。

圖13 優化工藝參數下試樣表面的SEM照片Fig.13 SEM image of surface of specimen prepared using optimized process parameters
3 結論
(1)準靜態加載下,噴頭溫度220℃,打印速率40mm/s下制得的試樣彈性模量最高,超彈性特征顯著,隨著應變率增加表現出一定應變率敏感性;
(2)動態加載下,噴頭溫度220℃,打印速率40 mm/s下制得的試樣彈性模量和屈服應力略高于使用其他工藝參數制備的試樣,應變率效應顯著;結合ZWT方程構建的材料的非線性黏彈性本構模型擬合誤差較小;
(3)在優化工藝參數下,材料孔洞、節瘤、氣泡及縫隙等缺陷較少,產生明顯的“微相分離”現象。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03