生物組織磨削加工研究*
2022-05-30 06:43:08吳茂忠王成勇鄭李娟陳志樺劉志華
金剛石與磨料磨具工程 2022年2期
關鍵詞:手術
吳茂忠,王成勇,鄭李娟,陳志樺,劉志華
(廣東工業大學 機電工程學院,廣州 510000)
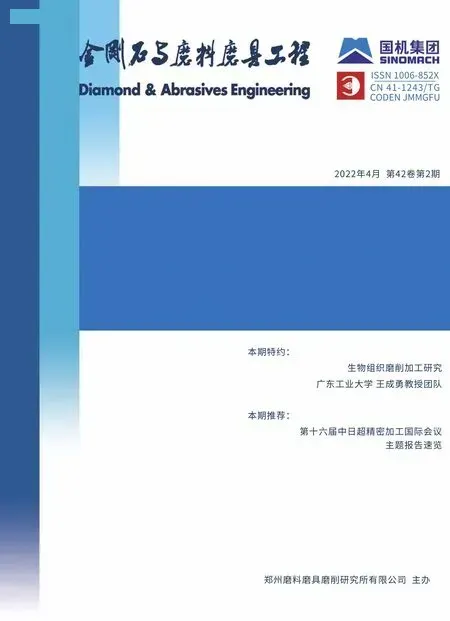
磨削加工是現代制造領域中實現精密與超精密加工最有效的工藝技術之一,在加工硬度較大的材料時具有不可替代的優勢。隨著高速、精密磨削技術的不斷進步以及磨削加工理論的快速發展,磨削加工技術憑借低沖擊、高精度的加工特點,逐步被應用到生物組織加工當中。從機械加工的角度來說,生物組織的磨削加工主要是利用高速旋轉中磨頭上的細小磨粒對軟硬組織進行少量、多次去除,達到對組織修整或者去除的目的。根據作用組織的不同,有骨組織磨削、皮膚磨削、牙科磨削和血管鈣化組織磨削等,常用的磨削工具包括金剛石線鋸、金剛石磨頭、金剛石車針和血管鈣化組織旋磨頭,如表1所示。
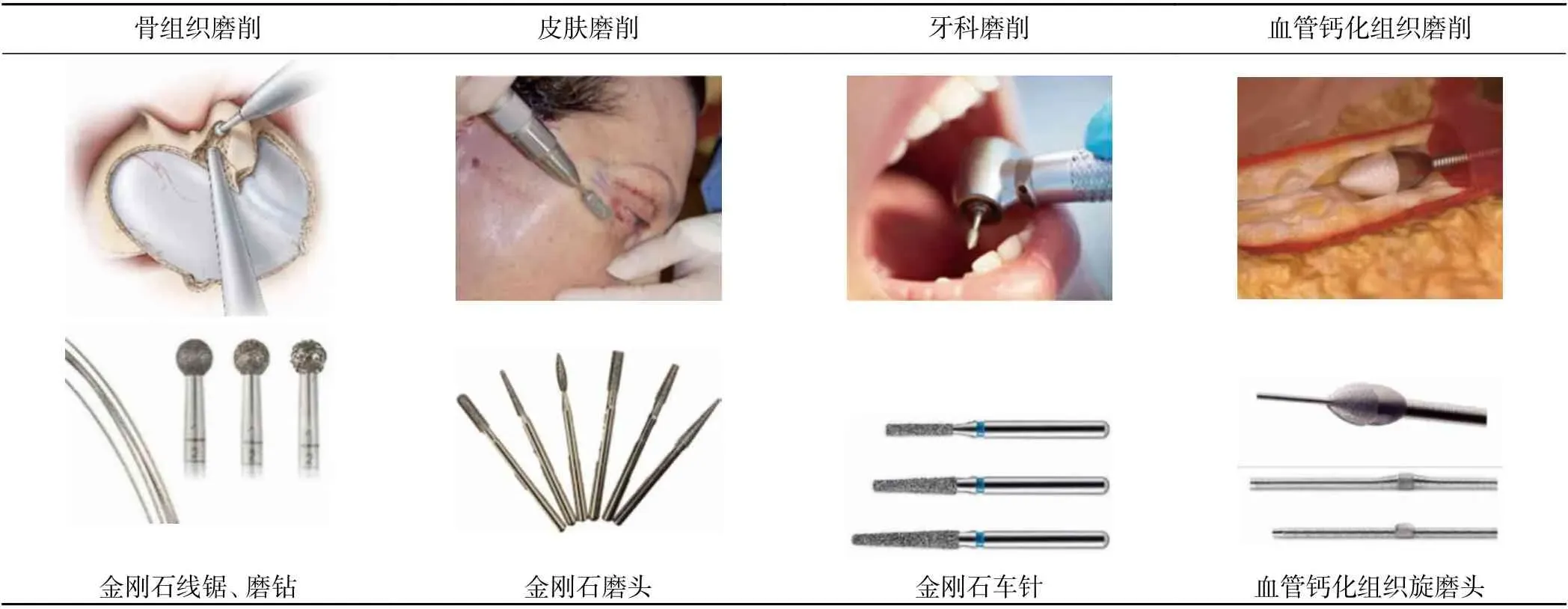
表1 生物組織的磨削加工Tab.1 Grinding in medical operation
磨削加工是一種能量密集型的加工方式,加工過程伴隨著熱和力的產生。這些能量將直接作用于人體并對人體產生影響。同時,生物組織的磨削加工也是一個復雜的過程,其磨削質量的好壞關系到手術效果和術后的康復。因此,針對不同作用組織的磨削加工技術逐漸受到臨床醫生及工程學的重視,越來越多的學者對生物組織的磨削加工技術開展研究,為減少手術并發癥和提高手術安全性提供支持[1-3]。
1 骨組織磨削
1.1 神經外科骨磨
骨磨削是神經外科手術中的重要環節。在腦腫瘤切除手術中,神經外科醫生以鼻內窺鏡擴張入路,采用高速旋轉(轉速> 50 000 r/min)的微型磨頭對視神經、海綿竇和三叉神經分支周圍的骨質進行磨除,以充分暴露顱底區腫瘤的位置[4]。相比于其他磨削方式,骨磨削是一種能量密集的操作過程,大部分的磨削功率都轉化成了熱量,這些熱量從磨削區域傳遞到骨組織內部、磨頭和骨屑中。神經組織對高溫特別敏感。一般認為熱損傷開始的臨界溫度為43 ℃,過高的溫度會損傷周圍的神經組織,可能導致失明、面部肌肉失去控制,或因血液凝固而導致中風。另外,神經外科骨磨的磨削力過大或者過小都不能達到理想的手術效果。
預測磨削區域的磨削溫度和磨削力將有利于神經外科醫生開展手術[5]。SHIH 等[6]指出磨削過程中引起的熱量可能會使手術區域周圍的神經組織溫度升至50 ℃。TAI 等[7]提出了一種利用電機PWM 信號對顱底神經外科手術中骨磨削溫升預測的方法,通過該方法預測的熱量和溫度與試驗測量值相比,誤差小于20%。WANG 等[8]建立了基于二維磨削理論的熱模型來計算神經外科骨磨削過程中的溫度分布,利用試驗數據結合反傳熱方法對熱通量分布進行了數學估計,結果證實熱通量隨時間幾乎不變,而在空間分布上沿磨頭橫移方向呈近似三角形分布。YANG 等[9]通過搭建多自由度顱骨外科磨削試驗平臺,能夠準確測量其磨削溫度和磨削力。
目前,大部分研究采用試驗和數值模擬相結合的方法研究神經外科骨磨過程中的產熱及溫度變化問題。ZHANG 等[10]在牛皮質骨上進行熱電偶埋入磨削試驗,結果顯示:磨頭和骨接觸區域溫度超過200 ℃,在干磨的條件下,接觸區域周圍3 mm 范圍內都可能造成熱損傷。SHAKOURI 等[11]通過紅外熱像儀研究磨削過程中的溫度變化,結果表明:高的磨頭轉速會導致摩擦產熱的增加,使60%~90%的磨削能量迅速傳遞進入骨組織,導致其溫度迅速上升,造成神經壞死。
磨削工藝參數將直接影響磨削過程中的磨削力和磨削熱,BABBAR 等[12]研究了磨削轉速、進給速度和磨削深度3 個工藝參數對磨削過程中產生的切向力、推力和扭矩的影響,研究結果表明:隨著轉速的增加,切向力和扭矩呈減小趨勢,而進給深度和磨削深度的增加導致上述3 個力的增大。ZHANG 等[13]利用溫度傳感器和力傳感器,研究磨削工藝參數(包括磨削深度、進給速度和主軸轉速)對神經外科骨磨削性能的影響,以優化磨削工藝,研究結果表明:磨削深度對磨削溫度和法向力的影響最大,而主軸轉速對切向力的影響最大。主軸轉速高會使溫度升高到一定程度,但是顯著降低了磨削力。在一定的主軸轉速下,降低磨削深度和進給速度有利于降低磨削溫度和磨削力。
通過在磨削過程中加入冷卻劑、能場輔助以及研制新型砂輪等手段,可有效抑制神經外科骨磨削過程中溫度的上升。目前,有效的冷卻方式有鹽水沖洗、低溫噴霧和納米粒子射流噴霧[14]。 ZHANG 等[15]發現,相比于液滴冷卻,低溫噴霧反向磨削能夠加強磨削區的換熱強度,抑制磨削熱損傷,并改善手術區域的能見度,如圖1所示。
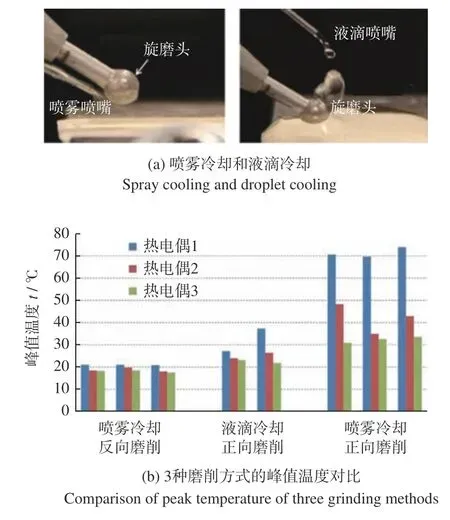
圖1 神經外科骨磨冷卻對比試驗Fig.1 Comparative experiment of bone grinding cooling in neurosurgery
YANG 等[16]對比了干磨削、滴流冷卻、噴霧冷卻和納米粒子射流噴霧冷卻等4 種不同條件下的微磨削溫度場,結果表明:納米粒子冷卻效果最好。此外,接觸區的納米顆粒在高溫高壓下熔化或者燒結形成連續的填料,與摩擦副的基材精密結合,實現了摩擦面的自我修復,如圖2所示。
圖2 納米粒子實現摩擦面自我修復Fig.2 Nanoparticles realize self-healing of friction surfaces
由于冷卻劑基本為水溶液,因此提高砂輪表面的親水性對于改善冷卻效果具有促進作用。ENOMOTO等[17]開發了一種具有較高親水性的亞微米級TiO2顆粒涂層的新型金剛石砂輪,砂輪表面形成的水膜阻止了砂輪的負載,使磨削扭矩和骨溫升顯著降低。BABBAR 等[18]進行了超聲振動輔助骨磨削的試驗,結果表明:提供給砂輪的超聲波振動導致磨削部位骨的溫度顯著降低。
1.2 脊柱骨磨削
由于脊柱手術需要在神經血管周圍對骨組織進行大量操作,而對脊柱骨組織的手術復雜性以及手術操作難度、精細程度的要求不斷提高,常規的脊柱外科器械已經無法滿足[19]。高速磨鉆具有沖擊小、噪聲低、減壓徹底等優點,而且相對于常規器械,其使用安全、節省時間、出血少,同時手術感染率低。因此,微型磨鉆磨削技術被廣泛應用于脊柱外科手術,而脊柱骨磨削主要被用于切除病變組織和建立介入器械通道[20]。在脊柱骨磨削過程中,高速磨鉆常見的問題包括磨頭打滑、高溫灼傷和神經損傷等。長時間使用容易引起磨鉆溝槽內殘存的骨泥碳化,導致其表面光滑,影響磨削效果的同時也容易出現打滑現象。高速磨鉆與骨面摩擦產生會超過100 ℃的高溫,高溫會對周圍的組織產生灼傷,因此,需要不斷地用生理鹽水進行冷卻。磨鉆表面并無銳利的凸起,理論上不會對軟組織造成損傷,但是在壓力過大的情況下,其可能纏繞軟組織造成撕裂損傷[21]。
眾多學者對微型磨鉆在脊柱骨磨削中的應用進行了研究。在頸椎和胸椎入路手術中,應采用由淺入深、逐層進行的方式磨除椎骨;在磨骨過程中,加冷卻劑可以降低磨削溫度,采用吸引器吸去積血及碎骨粒能夠保證視野清晰[22]。馬鈞峰等[23]研究發現:相比于傳統咬骨鉗,采用顯微鏡下的淺行性高速磨鉆能夠更完整地磨除骨贅。HOSONO 等[24]采用新鮮豬腰椎進行試驗,發現:在金剛石磨頭磨削時,溫度可達77 ℃,產生的熱量會損傷周圍骨組織,尤其是神經根,通過540 mL/h的水冷卻能夠有效降低溫度。徐國康等[25]采用經皮椎間孔鏡結合鏡下磨鉆技術治療各種復雜類型的腰椎間盤突出癥,發現80 例患者均順利完成了手術。其中,1例80 歲女患者的復雜退變性腰椎間盤突出癥通過經皮椎間孔鏡結合鏡下磨鉆技術得到了治療,如圖3所示。
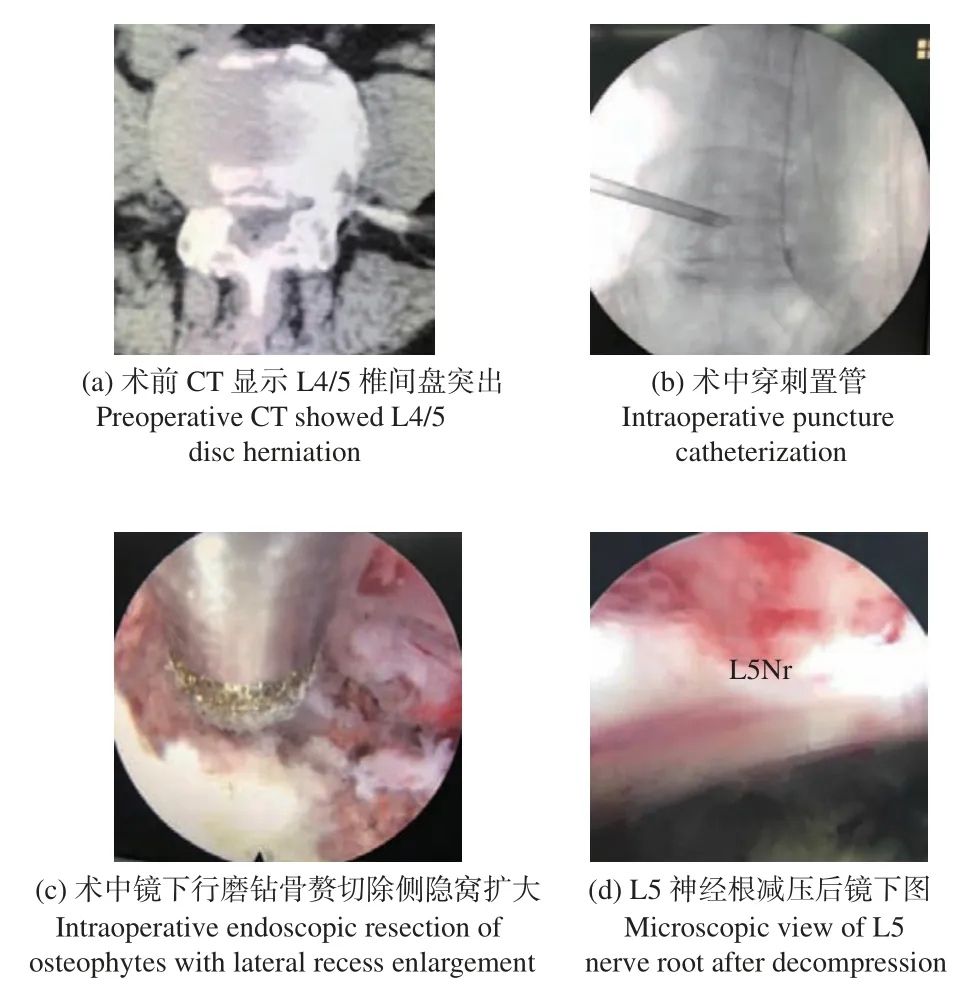
圖3 經皮椎間孔鏡結合鏡下磨鉆治療復雜退變性腰椎間盤突出癥Fig.3 Treatment of complex degenerative lumbar disc herniation with percutaneous foraminoscopy combined with endoscopic grinding
1.3 下頜角磨削
下頜角(見圖4)肥大又稱“方頜畸形”。東方人普遍認為女性以“瓜子臉”為美,因此通過手術改變臉型的人越來越多,而隨著醫學技術的發展,磨骨術逐漸在下頜角肥大的整形中得到應用[26]。下頜角磨削整形是采用磨頭將下頜角和下頜體部外層皮質骨磨除,不切除下頜角。采用合適的磨頭可以將下頜角磨除少許或略上提,磨掉的厚度有限,最多只有6 mm,改善效果沒有截骨手術明顯,但是相對安全,出血少。下頜角磨骨目前已經形成多種手術入路,如口內切口入路、耳后切口入路和下頜角下緣切口入路[27]等。相對于其他方式,口內切口入路不會留下疤痕,但是操作比較困難。學者們探討了磨削法在下頜角肥大矯正術應用中的安全性和有效性,結果表明:絕大部分的下頜角肥大患者術后恢復快,無嚴重的并發癥,改型效果好[28-30]。
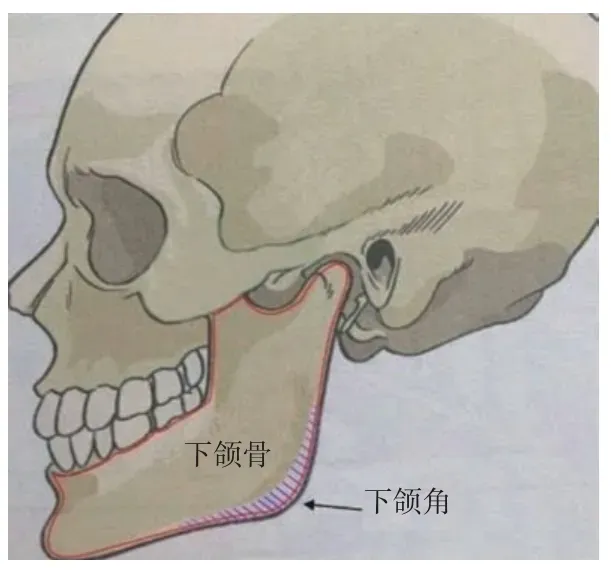
圖4 下頜骨和下頜角Fig.4 Mandible and mandibular angle
2 皮膚磨削
皮膚磨削術(磨皮術)是醫學美容換膚技術在臨床上最為常用的一種方法,采用砂石磨頭或者金剛石磨頭對表皮和真皮淺層進行可控制的機械性磨削,以完成對皮膚的治療和美容[31]。磨皮術是一項歷史悠久的技術,相關學者系統描述了皮膚磨削的方法,并發展了這一技術,將改進的牙科動力設備用于磨皮術,使磨皮術得到普遍推廣[32]。有文字記載,最早使用的皮膚磨削工具是古埃及人所用的氮化硅砂紙,將其包裹在無菌紗布卷或者注射器外部即可進行磨削。ASHIQUE 等[33]自制了3 種對白癜風患者進行砂紙磨皮的簡單工具,其對于眼瞼邊緣區域磨皮非常有效。20世紀50年代之后,陸續出現了金屬刷和金剛石磨頭等機械磨削設備,由于高速旋轉的磨頭打磨力度較大,對于操作時掌握磨削的深淺程度要求較高,因此傳統的磨削術很大概率會引發并發癥。GRUBER 等[34]采用電動變速磨皮機和金剛石砂輪對患者外眥區眼周皮炎進行磨皮治療(見圖5),該方法具有經濟和相對無色素的優點。圖6為外眥區磨皮術前和術后18 個月的效果對比。

圖5 外眥區磨皮Fig.5 Epicanthal dermabrasion
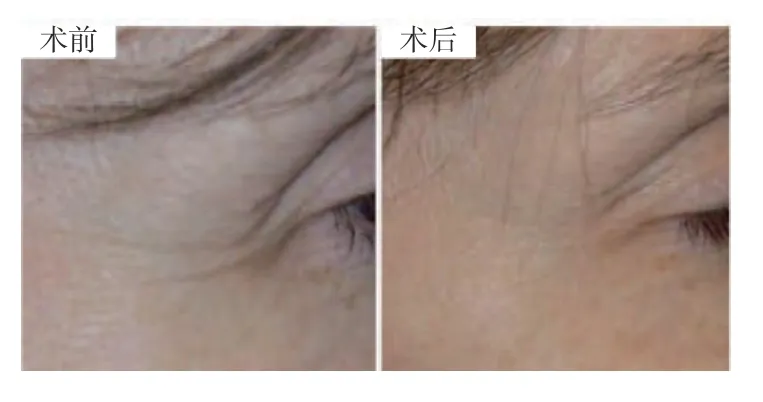
圖6 外眥區磨皮術前和術后的對比Fig.6 Comparison of the effect of microdermabrasion in the lateral canthal area before and after surgery
隨著技術的進步,逐漸研制出微晶磨削、激光磨削和電弧磨削等方法[35]。利用化學惰性晶體的研磨特性,微晶磨皮術實現了部分皮膚的消融(見圖7)[36]。作為一種非侵入性的微創手術,微晶磨皮術是一個閉環過程,在真空的狀況下,將小如沙粒狀的晶體高速噴射在皮膚表面,然后由另一管道吸回,將表層的死皮細胞磨去。氧化鋁是最常用的微晶體(見圖8),其硬度僅次于鉆石,并且是惰性的,其他使用的晶體還包括氯化鈉、碳酸鈉和氯化鎂。通過改變真空壓力、晶體速度、顆粒大小、撞擊角度、晶體通過次數和探頭移動速度等,可以控制微晶磨皮的消融深度。從技術上來說,微晶磨皮術治療方法簡單,副作用少,風險低[37]。TSAI 等[38]最先驗證了微晶磨皮術在面部瘢痕治療中的有效性,其采用微晶磨皮器對41 例不同類型面部瘢痕(痤瘡、創傷、水痘和燒傷疤痕)患者進行治療,結果表明:所有的患者都得到良好的臨床改善。TAN 等[39]表示微晶磨皮術有助于特定藥物的經皮給藥,但是對于皮膚變色和痤瘡的治療效果有限。
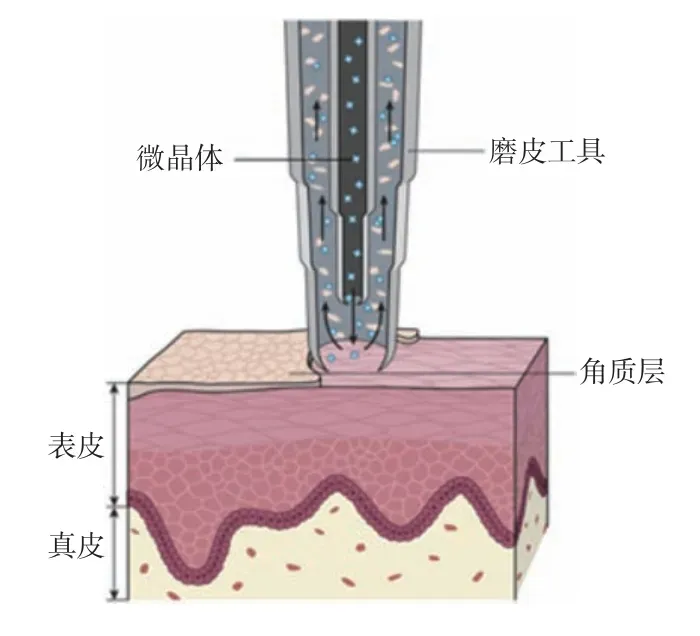
圖7 微晶磨皮術Fig.7 Microdermabrasion
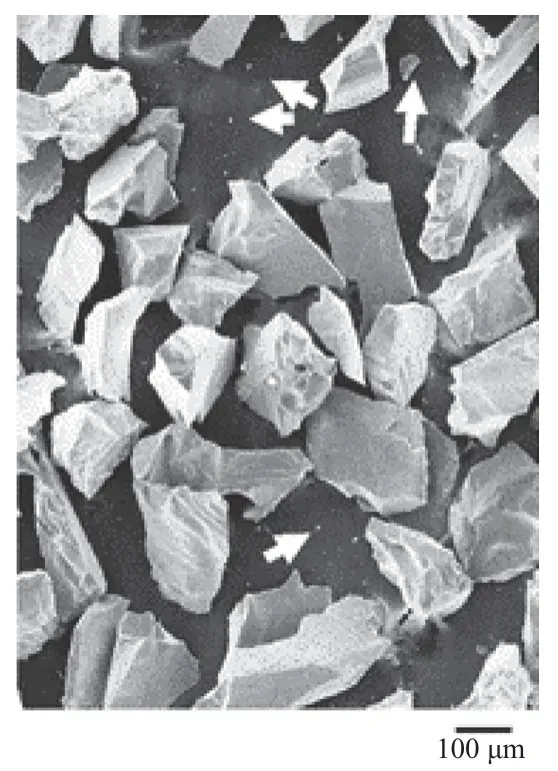
圖8 氧化鋁微晶體SEMFig.8 SEM image of alumina microcrystals
3 齒科磨削
口腔疾病已經成為繼癌癥和腦血管疾病之后又一影響人類健康的疾病。口腔疾病中的牙體、牙列缺損、畸形、齲齒和智齒阻生等是人類的常見病和多發病,因此,口腔修復工作變得日趨重要[40]。在牙科領域,用高速氣渦輪手機(見圖9)和牙科車針或磨頭高速磨削牙齒硬組織是牙體修復、治療以及切除的關鍵工序。一般來說,采用硬質合金車針加工實際上是銑削過程,具有較高的切削效率,常用于微創拔牙;而用金剛石磨頭加工則本質上是一種磨削方法,磨頭上的金剛石磨粒分為粗磨粒和細磨粒,分別適用于粗磨和精磨,常用于牙科修復、牙體準備等[41]。牙齒是人類重要的器官,主要由牙釉質、牙本質以及牙骨質等組成,如圖10 所示。牙科磨削主要是對牙體最外層的牙釉質進行修復整形,其是一種天然的生物復合材料,是人體中最堅硬的物質,鈣化程度高,具備了硬脆材料的典型特征。磨削加工在牙科修復中的應用包括對病牙或缺失牙進行去齲及外形修正,也包括對裝入口腔內的修復體進行調磨、修整以及對修復體與牙齒的準確嚙合所采取的進一步精細調磨[42-43]。

圖9 高速氣渦輪手機Fig.9 High-speed air driven handpieces
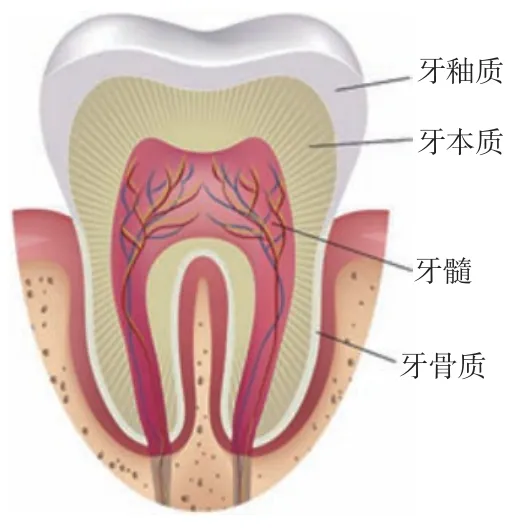
圖10 牙齒剖面結構圖Fig.10 Section structure of teeth
牙科磨削修復的本質是通過牙科手機車針或者磨頭的高速旋轉帶動表面黏結的金剛石磨粒與牙釉質之間的相互磨削,每個磨粒相當于一個鋒利的刀刃,相當于通過旋轉多個切刃,不斷地對牙釉質進行犁割[44]。這個過程將產生動態的三維磨削力并伴隨大量的磨削熱[45],三維磨削力的存在會導致牙體表面出現應力集中或內部殘余應力等問題,磨削力和磨削振動較大會導致患者舒適感較差。而磨削過程中的磨削熱將很快傳遞到牙周組織,導致其周圍區域溫度驟然升高,嚴重時可損傷到牙髓內的神經組織。另外,金剛石顆粒在磨削過程中對牙釉質的擠壓和刮擦可能導致其表層損傷。LI 等[46]研究發現:磨削力與磨削深度和磨削速度呈正比關系,控制磨削力可以有效降低表面粗糙度,并且當磨削方向與釉質取向垂直時,表面質量最好。XU等[47]研究發現:在牙體預備過程中,牙釉質的亞表面損傷表現為中位裂紋和分布的微裂紋,并且這些裂紋優先沿牙釉質棒之間的邊界擴展,個別牙釉質棒內可以觀察到微裂紋(圖11)。WILSON 等[48]量化了馬牙齒磨削過程中牙髓溫度的變化,隨著馬齡的增加牙本質可以有效阻隔摩擦熱傳遞到牙髓,減少牙髓損傷。ZHENG 等[49]對比了有無超聲振動輔助對天然牙摩擦磨損性能的影響,結果表明:超聲振動輔助磨削不僅能降低天然牙的摩擦系數,而且能降低天然牙的縱向磨損深度(圖12)。
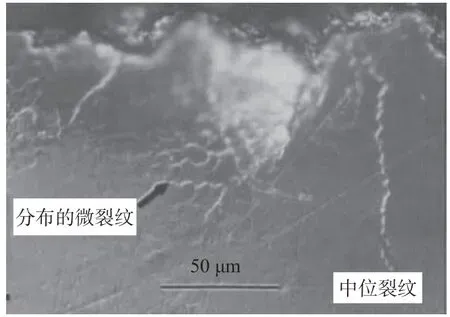
圖11 牙釉質磨削表層損傷Fig.11 Surface damage of enamel grinding
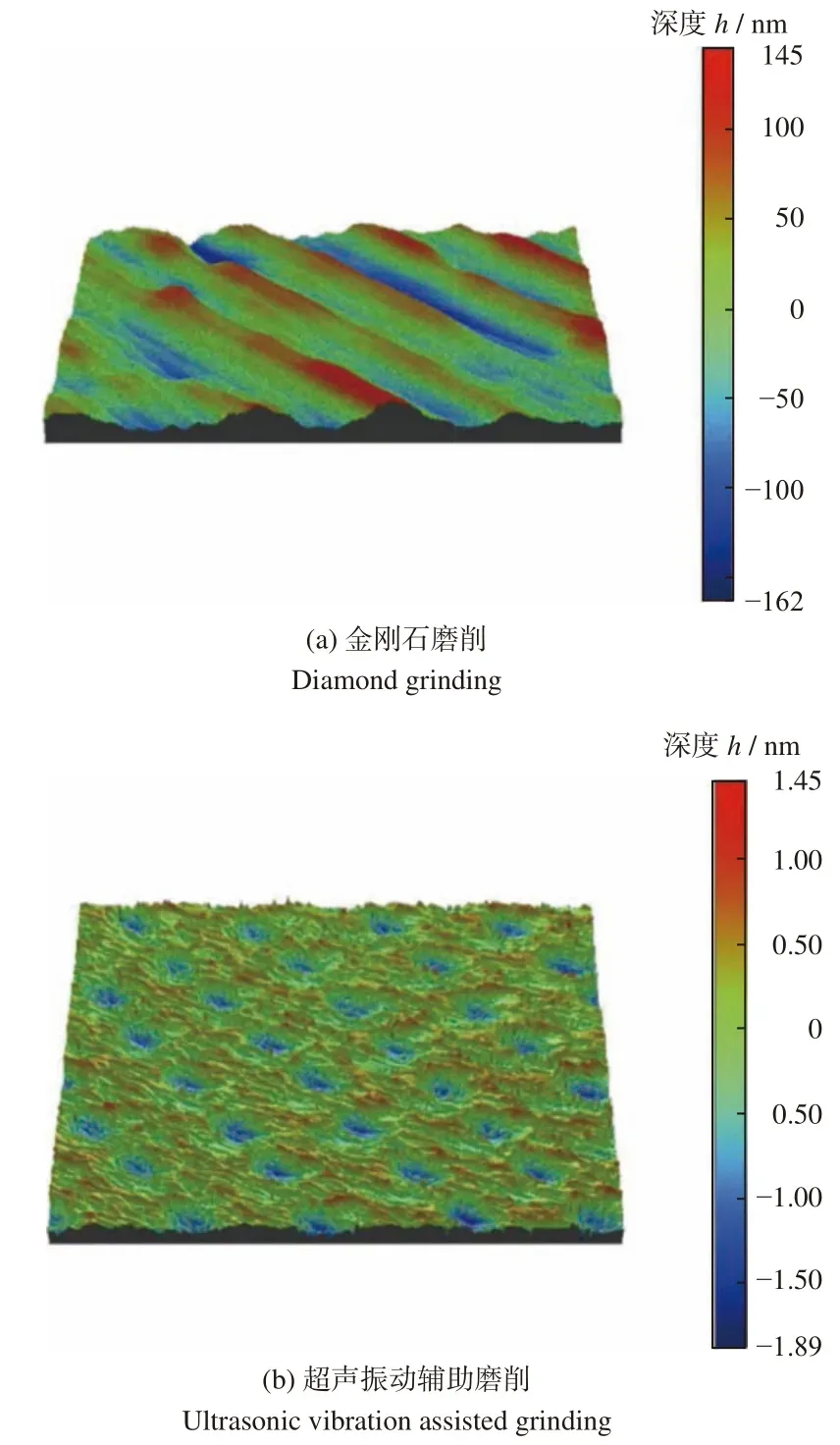
圖12 有無超聲振動輔助磨削表面結構對比Fig.12 Comparison of surface structure with and without ultrasonic vibration assisted grinding
4 血管鈣化組織磨削
血管鈣化組織是由脂質、鈣化物、斑塊內血腫和纖維帽部分或全部成分組成的多組分結構,也稱血管斑塊[50],如圖13 所示。血管斑塊的形成是一個非常復雜的過程:斑塊形成的早期,主要局限于動脈內膜,呈現黃色脂肪條紋,其體積小,對血管影響很小,不會引發臨床癥狀;隨著病變的不斷加重,血管內的脂肪條紋會逐漸發展成纖維斑塊,其會造成血管狹窄、血流不暢;當纖維斑塊中的脂質沉積過多,斑塊的中央基底部因營養不良而發生壞死、崩解,這些崩解物質與脂質混合形成粥糜樣物質斑塊;血管內膜纖維組織增生以及鈣質的沉積形成動脈粥樣硬化組織,隨著鈣質的不斷積累和動脈壁增厚變硬,最后形成鈣化或重度鈣化組織,血管內腔也不斷狹窄,最終完全阻塞[51-52],如圖13b所示。斑塊的形成會使血液循環不順暢,導致一些血管疾病的發生,嚴重影響人體健康。

圖13 血管鈣化組織及其形成過程Fig.13 Vascular calcified tissue and its formation process
由于血管鈣化組織硬度大,類似于骨、石膏或者羥基磷灰石塊[53],常規的治療手段無法將鈣化組織完全清除,因此血管斑塊旋磨術依然是首選。血管斑塊旋磨術通過高速旋轉的金剛石磨頭將斑塊研磨和消融(圖14)。20世紀90年代,血管斑塊旋磨術成為球囊血管成形術的替代方法。目前,血管斑塊旋磨術主要作為復雜和典型鈣化冠狀病變的支架輸送的輔助手段。
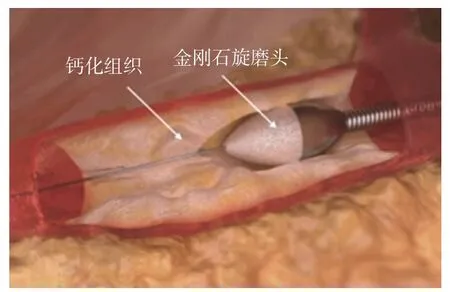
圖14 血管鈣化組織旋磨術Fig.14 Rotational atherectomy for vascular calcification
商業上主要用的斑塊旋磨系統是美國波士頓科學集團的Rotablator 自轉型旋磨系統(簡稱RA 旋磨系統)(圖15)[54]和心血管系統公司的公轉型旋磨系統(簡稱OA 旋磨系統)(圖16)[55]。
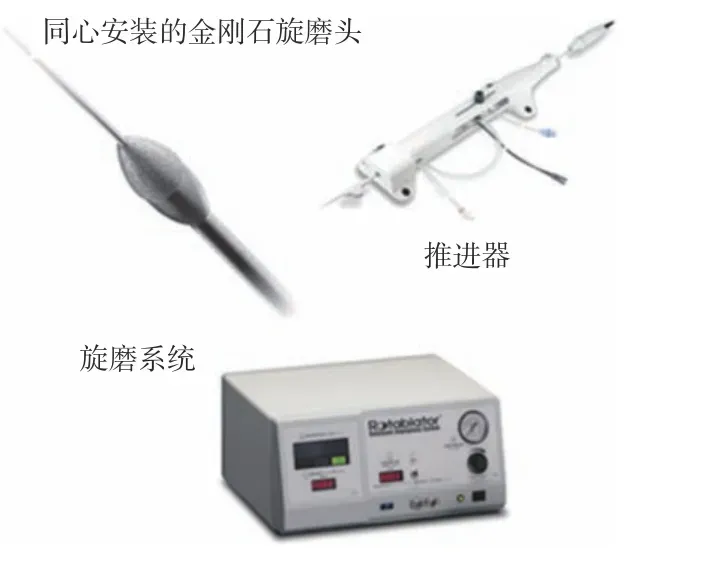
圖15 RA 旋磨系統Fig.15 RA grinding system

圖16 OA 旋磨系統Fig.16 OA grinding system
RA 旋磨系統采用同心安裝的金剛石旋磨頭,外形呈橄欖形,磨頭表面為鍍鎳涂層。磨頭前半部分鑲嵌有2 000~3 000 顆金剛石,金剛石的顆粒大小為20 μm,而顆粒的突出部分高度僅為5 μm,如圖17 所示。OA旋磨系統采用偏心安裝的金剛石旋磨頭,如圖18 所示。同心安裝的旋磨頭通過前端研磨消融斑塊,因此可開通完全閉塞病變的血管,但是缺點是需要不同尺寸的旋磨頭實現不同的管腔增益,并且在旋磨過程中會導致血流無法正常通過。而偏心金剛石旋磨頭可通過增大轉速提高離心力,擴大管腔增益,并且不會阻礙血液正常流動,但是該旋磨頭無法對完全閉塞病變的血管進行開通[56]。

圖17 同心安裝的旋磨頭結構Fig.17 Concentric mounted rotary grinding head structure
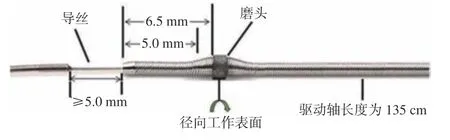
圖18 偏心安裝的旋磨頭結構Fig.18 Eccentrically mounted rotary grinding head structure
血管斑塊旋磨術采用的金剛石旋磨頭上帶有金剛石顆粒,是根據“差異切割”原理選擇性地去除纖維化或鈣化的動脈硬化斑塊,如圖19 所示。“差異切割”理論指可有選擇性地切割一種物質,同時保持鄰近組織完整性的能力。由于這種效應,金剛石旋磨頭可優先研磨和消融質地硬的血管斑塊,特別是發生了鈣化的血管斑塊。在旋磨頭下,質地較軟的彈性組織可發生偏移而不被損傷到[57]。金剛石旋磨頭運轉時的轉速可超過100 000 r/min,如此高的轉速可以將鈣化和纖維化的病變斑塊組織研磨及消融為比紅細胞還小的微小顆粒而被人體吸收。
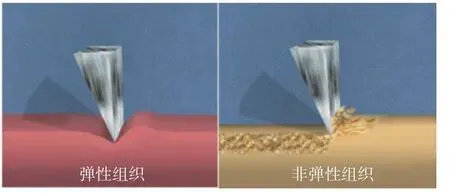
圖19 差異性切割原理Fig.19 Differential cutting principle
血管鈣化旋磨術本質上是采用一種機械的方法將鈣化組織清除,在旋磨過程中產生的熱、力以及斑塊磨屑將直接作用于人體血管、血液和周邊組織[58-60]。有研究表明:斑塊旋磨過程中溫度過高將對血管造成損傷,表現為平滑肌增殖增加和血管再狹窄率提高;血液成分也會受到影響,表現為紅細胞團聚和血小板活化[61]。斑塊旋磨過程中磨削力也是一個需要注意的問題,磨削力過大會引起血管夾層、痙攣,甚至血管穿孔等并發癥。并且高速旋轉的金剛石磨頭不僅對血管中的血液產生大的擾動作用,同時較大的切向力也會引發血細胞團聚導致慢流或者無復流[62]。理論上,斑塊旋磨產生的磨屑小于30 μm,該尺寸被認為是能夠被人體吸收的安全尺寸,但是考慮到磨削尺寸存在一定的分布范圍,無法保證所有的磨屑都小于30 μm,較大的磨削會隨著血液流向遠端,造成毛細血管阻塞,若阻塞出現在心臟或者腦部中,嚴重時還會導致心肌梗死或腦死亡[63]。斑塊旋磨過程中過大的磨削力、磨屑尺寸和過高的磨削溫度是引起諸多并發癥的主要原因。
斑塊旋磨作為一種能量密集型加工方式,在手術過程中會產生大量的熱,通過導管注入生理鹽水既可以對高速旋轉的傳動軸進行潤滑,又可以起到冷卻作用[64]。在醫學研究中普遍認為血液溫度超過43 ℃就會對人體造成熱損傷[65-66]。GEHANI 等[67]運用高分辨率紅外成像系統研究豬主動脈在旋磨過程中的溫度變化以及潛在的熱損傷,在沒有用液體沖洗冷卻時,溫度高達52.8 ℃,明顯高于采用液體沖洗冷卻的11.8 ℃。REISMAN 等[61]對比旋磨過程中磨頭連續推進和間歇推進試驗,結果發現:連續推進溫升為13.9 ℃,明顯高于間歇推進的2.6 ℃。 ERBEL 等[68]通過建立一個體外模型對斑塊旋磨溫升進行測試,實驗發現磨頭在高轉速時會造成血液微空化,并且空化持續時間越長,血液溫升越高。前人對于旋磨過程溫升的研究集中于討論磨削過程產生的熱量,忽略了旋磨裝置的產熱影響。針對這個問題,LIU 等[64-69]在體外搭建了一個溫度測量試驗平臺,研究斑塊旋磨過程中磨削熱和柔性傳動軸的摩擦生熱問題,研究結果表明:旋磨時,92%的溫升來源于導管內部傳動軸與導絲和導管之間的摩擦,磨頭與鈣化組織產生的磨削熱對血液影響小。當磨頭轉速為175 000 r/mim 時,如果在旋磨過程中出現慢血流或者無復流,導管出口處的生理鹽水溫升將超過6 ℃。因此,建議采用預冷至0 ℃的生理鹽水,并將其流速控制在14 mL/min,有效消除旋磨過程中潛在的熱損傷。
通過驅動軸驅動,磨頭高速旋轉,對斑塊進行研磨消融。在這個過程中,磨頭與鈣化組織和血管壁相互作用產生磨削力,過大的磨削力將導致一系列并發癥的發生。KIM 等[70]采用激光束對不銹鋼旋磨頭的表面進行雕刻修整,在12 000 r/min 的轉速下,其對羥基磷灰石/聚丙交酯(HA/PLA)復合材料的最大凈磨削力為0.72 N。ADAMS 等[71-72]對OA 系統旋磨過程中旋磨頭離心力和血管接觸力進行了研究,研究結果表明:旋磨頭離心力與軌道直徑有關,在60 000 r/min、90 000 r/min和120 000 r/min 等3 個典型的轉速下得出血管接觸力峰值范圍為0.1~0.4 N。ZHENG 等[73-74]對斑塊旋磨過程中的磨削力進行了建模和研究,得出:磨頭的碰撞力正比于磨頭繞血管公轉的轉速和磨頭的質量,磨頭磨削力主要是由少數高度較高的磨粒確定,97%的磨削力來源于磨頭與鈣化組織的碰撞;在介入治療的過程中,采用輕質的磨頭可以有效減小磨削力,減少對正常血管組織的損傷。
在斑塊的旋磨過程中,產生的磨屑會留在人體當中,過大的磨屑則會堵塞毛細血管引發血液慢流和無再流等并發癥。 HELGESON 等[75]通過測量流出物和在動脈內殘留物的大小分布來識別磨屑顆粒在血管壁上的集聚,結果顯示:磨屑顆粒并沒有集聚到血管壁上。ADAMS 等[71]采用軌道旋磨術以120 000~160 000 r/min的轉速對石墨塊和尸體動脈粥樣硬化病變樣本進行磨削,產生的磨屑顆粒平均直徑為3.0 μm,然后對石墨塊模型進行粒度分析,結果表明:93.1%的磨屑粒徑小于5.0 μm。AHN 等[76-77]對人體血管鈣化組織旋磨后,將收集得到的磨屑分別注入狗和豬的動脈中,臨床和尸檢結果顯示這些磨屑并未造成狗和豬血管阻塞。LIU 等[78]對鈣化組織的旋磨成屑機理進行了研究,用直徑為2.5 mm的磨頭對4.0 mm內徑的牛骨進行旋磨,隨著磨頭轉速從135 000 r/mim 到175 000 r/mim,磨屑從長條棒狀變為球狀,90%的磨屑尺寸也從40.00 μm 降到25.29 μm。
學者們在對血管斑塊旋磨過程中的熱、力和磨屑進行體外模擬試驗研究時,采用的骨組織、石膏等替代斑塊與鈣化組織在力學性能上相似,但是在生物性能上有很大的差異。另外,絕大多數試驗并非在人體或者動物血管內進行,這與實際介入手術中的磨頭與斑塊的相互作用以及磨頭所處的生理環境不同。因此,這些試驗結果并不能確切反映斑塊旋磨過程中力、熱的產生和傳遞,以及磨屑的成屑和傳輸等問題,而在臨床手術中,這些問題會對術中安全性和術后并發癥產生深刻影響。另外,當磨頭高速穿過慢性完全閉塞病變時,可能會導致驅動軸或者導絲因為扭力過大而發生斷裂[79]。由于橄欖形旋磨頭后端沒有鑲嵌金剛石顆粒,在磨頭回撤過程中可能發生卡死。盡管斑塊旋磨術在治療中度及重度血管鈣化方面已經被證明是有效的,但如何提高手術的安全性和降低術后并發癥的發生依然是值得重視的問題。未來,隨著經驗的積累和技術的成熟,斑塊旋磨術的安全性將進一步提高。
5 結論與展望
從骨組織磨削、皮膚磨削、齒科磨削和血管鈣化組織磨削4 個方面闡述了生物組織的磨削加工研究情況,表2總結了當前研究情況和未來研究方向[1,2,80-81]。
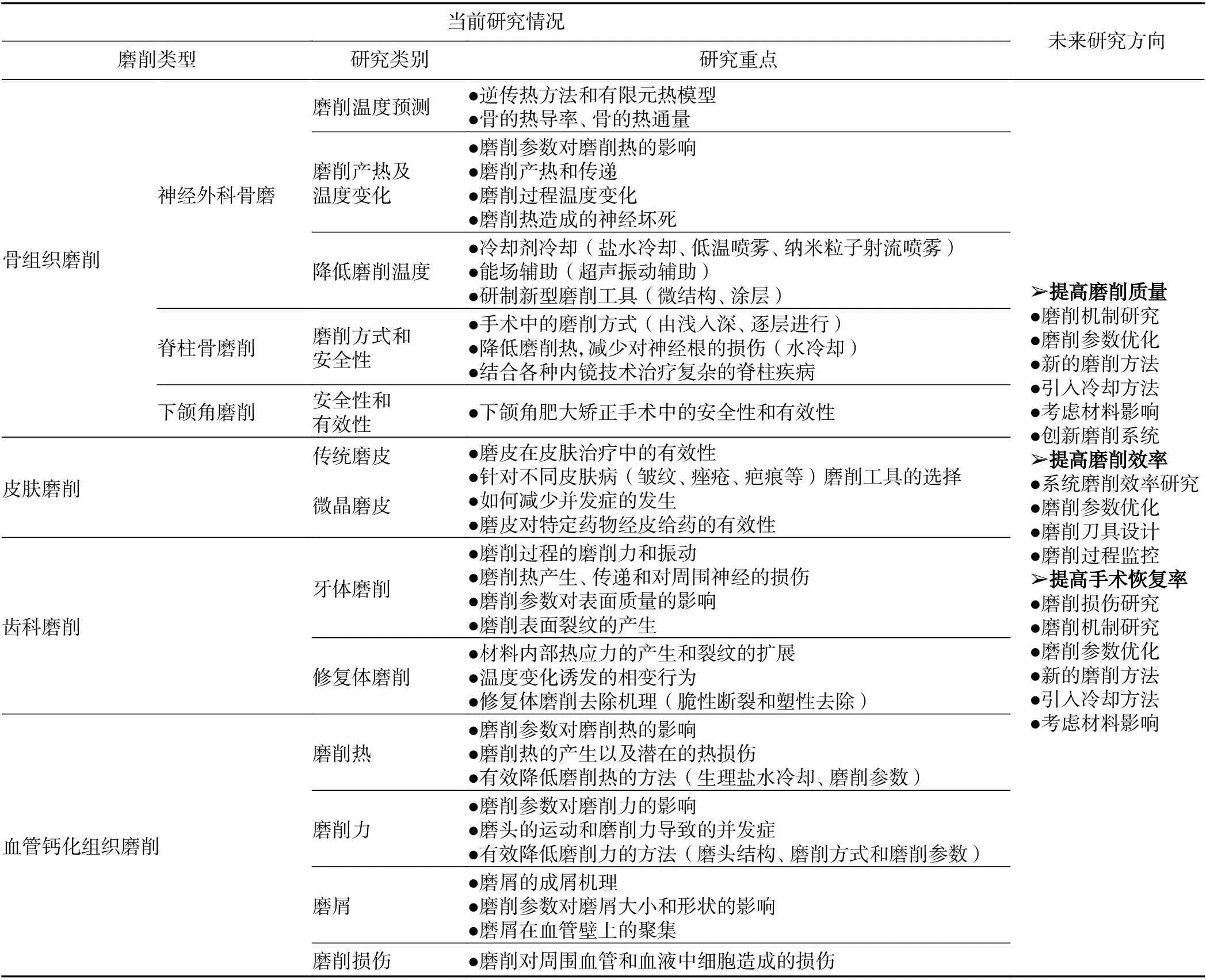
表2 醫療手術磨削加工當前研究總結和未來研究方向Tab.2 Summary of current research and future research directions in medical surgical grinding
生物組織的磨削加工本質上是利用高速旋轉中磨頭上的細小磨粒對軟硬組織進行少量、多次去除,其有效提高了外科手術的精細程度和安全性。但是,作為一種能量密集型的加工方式,其在加工過程中產生的磨削熱和磨削力等將直接作用于人體,過高的磨削溫度和磨削力會導致周圍組織損傷,影響手術成敗、術后康復等。并且,由于人體不同組織器官具有不同的結構組成、獨特的生物特性和力學性能,其磨削加工理論也不盡相同,相應手術所需要的磨削刀具和加工參數也有所差異,這就要求有更加完善的磨削理論來指導外科醫生進行手術,同時對磨削器械的創新和外科醫生的臨床經驗也提出了更高要求。
為了讓磨削技術給患者帶來更好的手術效果,并且減少術后并發癥的發生,未來需要研制出更加高效、安全、熱損傷低和機械損傷小的磨削工具。仿生微結構和涂層技術將用于對工具表面的處理,能場輔助技術的應用將有利于降低磨削過程中過高的熱量和力的產生。手術中磨削技術的廣泛應用將會增加外科醫生的臨床經驗,減少因為人為操作失誤造成的磨削損傷。隨著外科手術向微創化方向發展,以及通道技術和內鏡技術的進一步普及,磨削加工技術將提升外科手術質量,滿足未來精準微創手術臨床需求。
猜你喜歡
環球時報(2022-12-23)2022-12-23 09:28:37
昆明醫科大學學報(2022年1期)2022-02-28 07:45:04
中老年保健(2021年11期)2021-08-22 03:13:36
昆明醫科大學學報(2021年2期)2021-03-29 07:42:46
河北畫報(2020年10期)2020-11-26 07:20:50
小學閱讀指南·低年級版(2017年1期)2017-03-13 20:07:35
中國衛生標準管理(2015年3期)2016-01-14 03:41:47
中國醫療美容(2015年1期)2015-07-12 10:06:38
鄭州大學學報(醫學版)(2015年2期)2015-02-27 14:50:54
西南軍醫(2014年5期)2014-04-25 07:42:48