金剛石滾輪修整時的徑向圓跳動狀態在線判別*
2022-05-30 06:43:30付庭斌朱振偉趙華東
金剛石與磨料磨具工程 2022年2期
關鍵詞:信號
付庭斌,朱振偉,張 瑞,趙華東
(鄭州大學 機械與動力工程學院,鄭州 450001)
金剛石滾輪是輪廓包絡有金剛石條或金剛石顆粒的超硬工具。金剛石顆粒通過植鉆鑲嵌在滾輪的基體上,再將金剛石顆粒與金剛石滾輪基體燒結形成統一輪廓面。高精度金剛石滾輪常采用燒結法制成,其修整方法一般使用磨削法。為了保證金剛石滾輪修整后的修形能力,在對其進行磨削修整時需要確保其徑向圓跳動的精度。目前,金剛石滾輪的徑向圓跳動檢測常在偏擺儀上停機進行。檢測時人工將滾輪從磨床上取下,將其放在偏擺儀上,再用萬能表座將接觸式傳感器固定在偏擺儀上,對滾輪徑向圓跳動進行多次測量并取平均值。但該方法效率低下,如何實現滾輪徑向圓跳動的在線檢測,正確判斷金剛石滾輪的徑向圓跳動修整是否完成,并提高其檢測速度和效率,對提高金剛石滾輪加工效率及加工智能化具有重要意義。
與主軸電流、主軸振動、主軸功率等的監測比較,聲發射技術廣泛應用于磨削過程的狀態監測。磨削加工中用聲發射監測磨削狀態,相比于其他間接監測方法,其靈敏度高、響應速度快,且具有極強的抗干擾能力等。龔子維[1]提出了一種基于變分模態分解和概率神經網絡的砂輪鈍化聲發射監測方法。呂長飛等[2]采用多傳感器融合分析方法對磨削過程中的磨削顫振進行預測和監測,提高了工件加工效率。LIU 等[3]對磨削聲發射(acoustic emission,AE)信號進行小波變換,將小波分解系數中的能量系數作為特征向量對砂輪的磨損狀態進行識別,準確率達到88%。徐水竹等[4]基于小波變換建立了砂輪與工件未接觸、正常磨削、砂輪鈍化3 種工況下的識別系統。鞏亞東等[5]利用多傳感器融合建立了聲發射與砂輪狀態的映射關系,構建了砂輪狀態監測系統。陳俊奇[6]利用小波變換對砂帶的磨損狀態進行識別,建立了多元線性回歸預測模型并對砂帶的磨削能力進行預測。王起碩[7]利用小波變換和主成分分析方法建立了微晶鋼玉砂輪性能在線監測系統。丁寧等[8]提出了一種通過小波變換特征提取來識別砂輪磨損狀態的方法,建立的砂輪磨損監測系統具有良好的效果。朱歡歡等[9]研究了斷續磨削的燒傷機理,實現了對磨削加工燒傷的在線監測。
因此,基于聲發射信號監測等的這些特征應用,探究用聲發射信號識別滾輪的徑向圓跳動修整狀態,以期克服其人工檢測時的重復裝夾誤差大、工作效率低、勞動強度大等問題,實現金剛石滾輪修整后的徑向圓跳動自動化和智能化檢測。
1 AE 信號采集
在MK9025A 精密曲線磨床上進行試驗。試驗中,金剛石滾輪的輪廓示意圖如圖1所示,圖1中的1 和2都是CVD 單晶金剛石顆粒。CVD 單晶金剛石顆粒先通過植鉆鑲嵌在基體上,后通過燒結制成金剛石滾輪。金剛石滾輪實物如圖2所示。
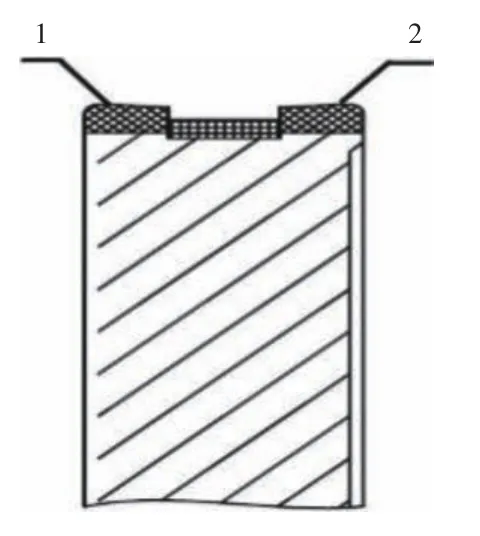
圖1 金剛石滾輪輪廓Fig.1 Diamond roller profile

圖2 金剛石滾輪實物Fig.2 Real diamond roller
CVD 單晶金剛石三維模型如圖3所示。圖3中的CVD 單晶金剛石顆粒輪廓由4 部分組成:1 是以水平面為基準向下傾斜5°的斜面,尺寸為2.0 mm × 0.5 mm;2 是水平面,尺寸為0.5 mm × 0.5 mm;3 是半徑為0.5 mm,角度為85°的圓柱面;4 是豎直面,尺寸為1.0 mm ×0.5 mm。滾輪的徑向圓跳動修整,是在CVD 金剛石顆粒第2 部分的水平面形成的包絡面上。在磨床上對滾輪的徑向圓跳動進行修整時,對輪廓上的第2 部分水平面采用縱向磨削的方式進行。
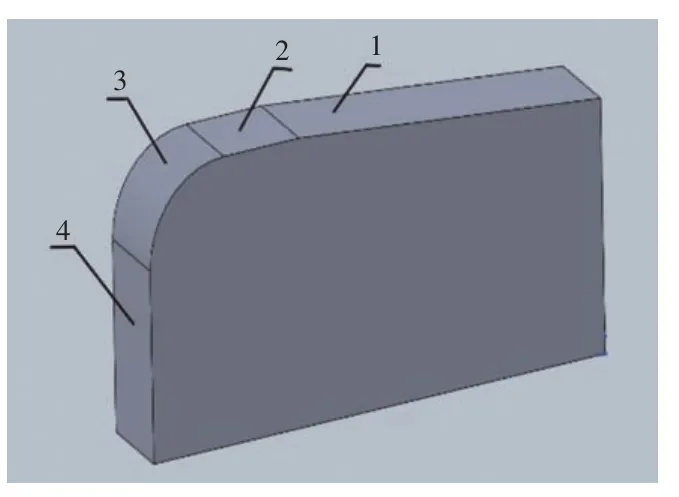
圖3 CVD 金剛石模型Fig.3 CVD diamond model
用金剛石砂輪(簡稱“砂輪”)修整金剛石滾輪。修整時,修整用金剛石砂輪與金剛石滾輪旋轉方向相反,磨削方式為干磨,以消除磨削液對磨削聲發射信號的影響。磨削產生的切屑通過抽風機排到外面。修整試驗參數如表1所示。
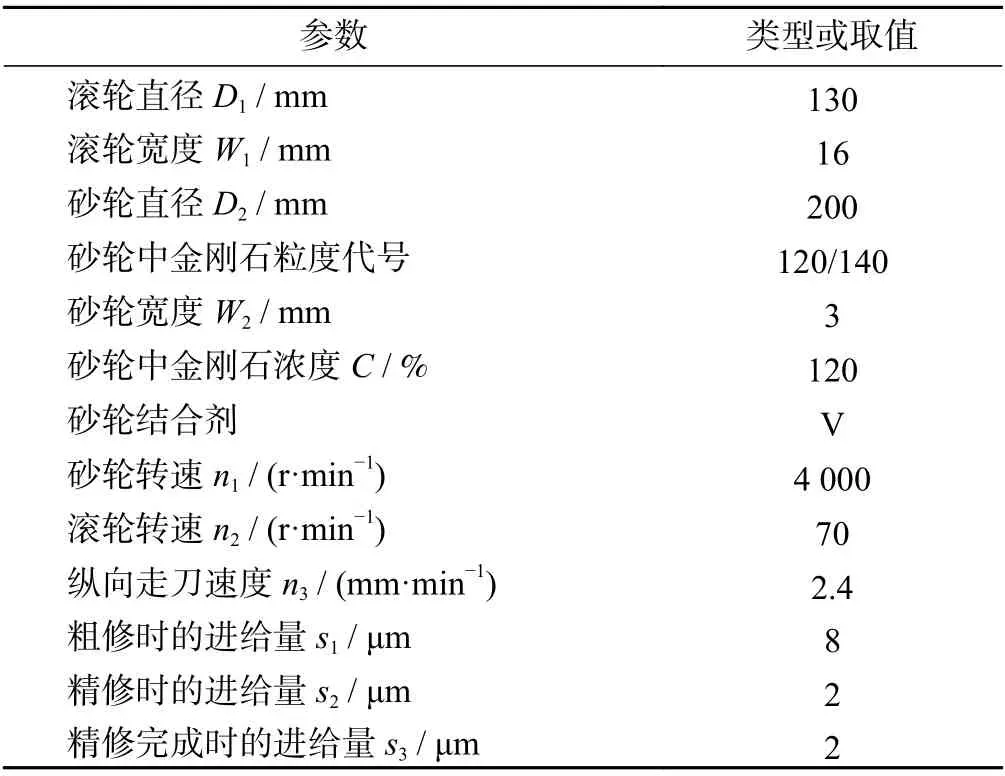
表1 修整試驗參數Tab.1 Trimming test parameters
AE 傳感器采用日本富士陶瓷公司的高溫聲發射傳感器AE204DH,其靈敏度為71 dB,諧振頻率為160~240 kHz。AE 傳感器通過專用磁吸夾具固定在靠近磨削區域的位置。金剛石滾輪修整時徑向圓跳動產生的磨削AE 信號,通過靠近金剛石滾輪修整區域的AE 傳感器采集;采集到的AE 信號經PXPA6 低噪聲前置放大器放大,后輸出到NI 公司生產的NI6361 數據采集卡上;再轉換為數字信號保存到計算機里,等待用Matlab進行后續處理。前期試驗表明:磨削時AE 信號頻率一般在1~500 kHz,根據采樣定律,將采樣頻率設置為2 MHz。修整試驗平臺如圖4所示,圖中的1 為曲線磨床的光學投影顯示部分,2 為聲發射傳感器,3 是金剛石滾輪。
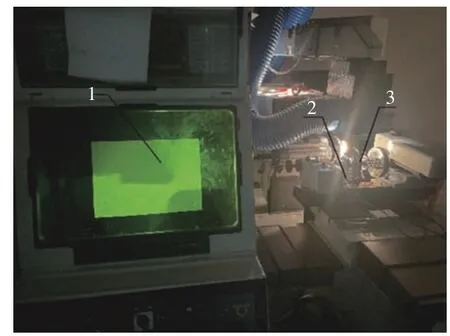
圖4 修整試驗平臺Fig.4 Trimming test platform
前期的研究表明:修整前的金剛石滾輪徑向圓跳動一般在10 μm 左右,修整后符合加工精度要求的滾輪徑向圓跳動要求在2 μm(包含)以下。在滾輪徑向圓跳動修整前后,分別將金剛石滾輪放置在偏擺儀上,用接觸式傳感器測量金剛石滾輪的徑向圓跳動,用來判斷其修整是否完成。用接觸式傳感器檢測的徑向圓跳動數值對其修整狀態進行分類,數值在4 μm 以上的定義為粗修狀態,數值在2~4 μm 范圍的定義為精修狀態,徑向圓跳動在2 μm 以下的定義為修整完成狀態。在對滾輪進行徑向圓跳動修整時,縱向走刀速度為2.4 mm/min,為了提高修整效率,粗修時的進給量為8 μm,精修和修整完成時的進給量都為2 μm。
分別采集粗修、精修和修整完成3 種狀態下的AE 信號。聲發射傳感器的放大器自帶10 kHz~2 MHz的帶通濾波。采集的AE 信號里含有低于10 kHz 的從放大器到輸入端引入的噪聲信號,利用帶通濾波對采集到的AE 信號進行預處理,可把采集到的低于10 kHz的信號濾掉,得到金剛石滾輪徑向圓跳動修整時的AE信號及其頻譜圖5~圖10。
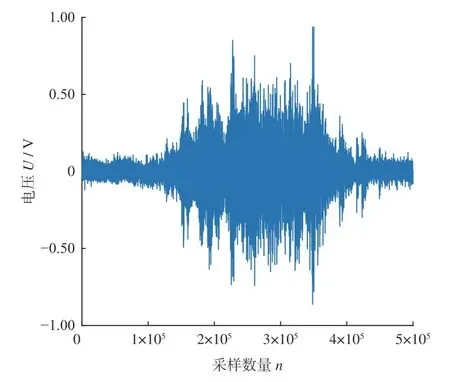
圖5 粗修狀態下的AE 信號Fig.5 AE signal in rough trimming state
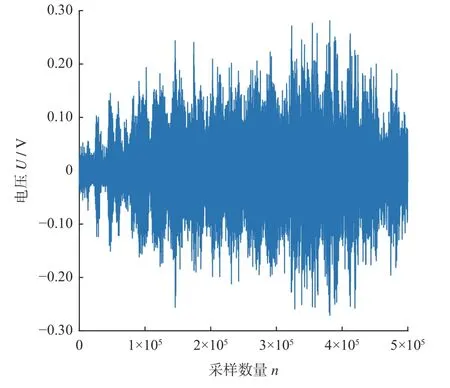
圖6 精修狀態下的AE 信號Fig.6 AE signal in finishing state
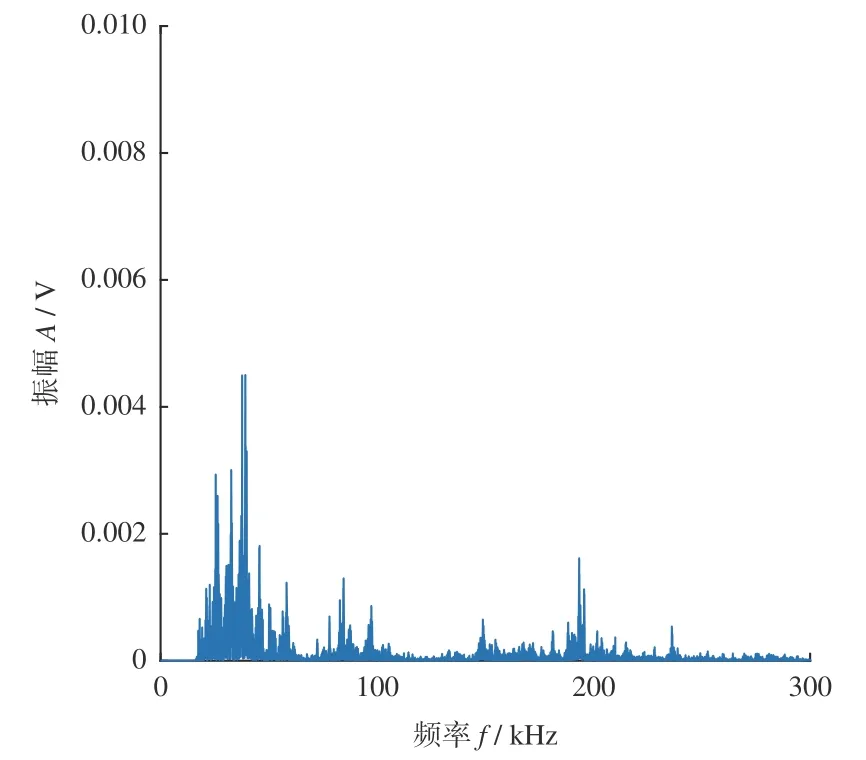
圖9 精修狀態下的AE 信號頻譜Fig.9 AE signal spectrum in finishing state
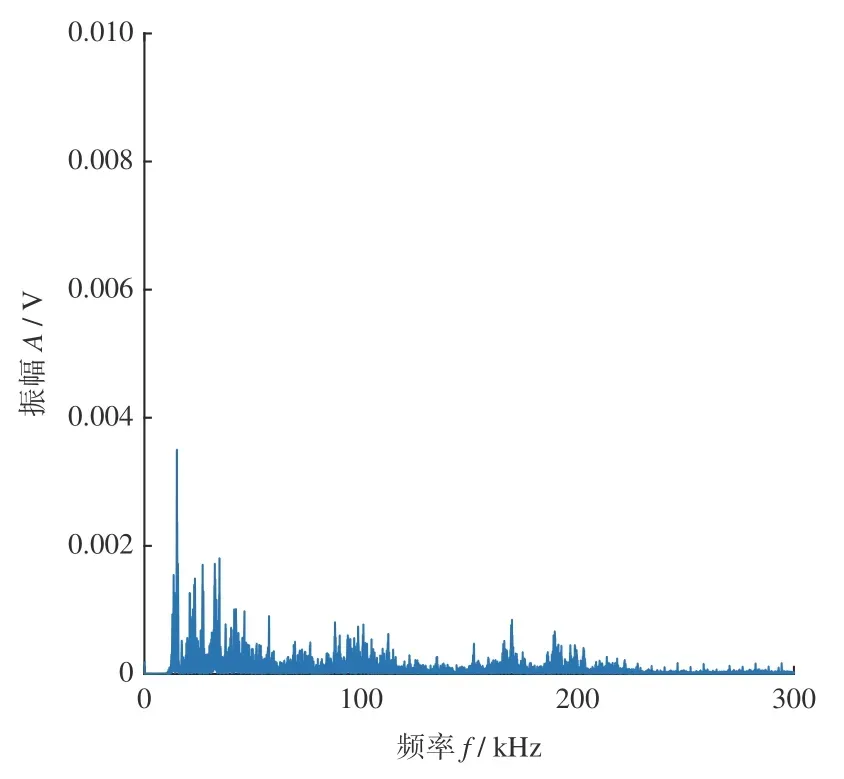
圖10 修整完成時的AE 信號頻譜Fig.10 AE signal spectrum in trimming completed state
從圖5~圖7可以看出:粗修狀態下的聲發射信號電壓單邊幅值在0.90 V 左右,精修狀態下的聲發射信號電壓單邊幅值在0.30 V 左右,修整完成時的聲發射信號電壓單邊幅值在0.15 V 左右。
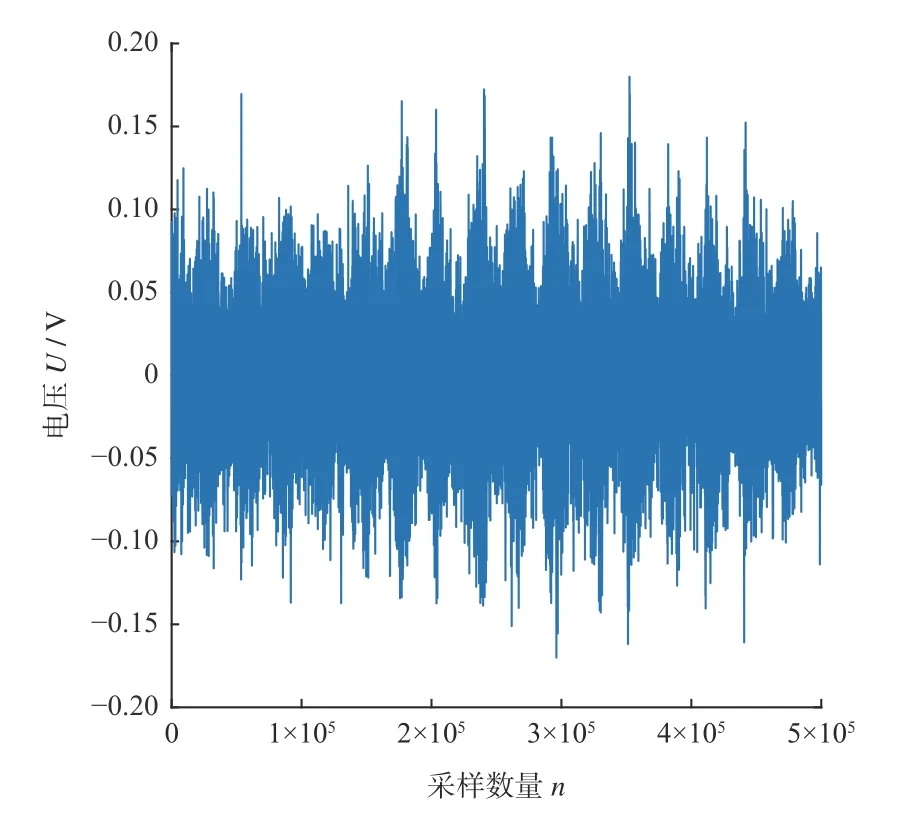
圖7 修整完成狀態下的AE 信號Fig.7 AE signal in trimming completed state
由于AE 信號頻譜中切削階段的頻率在0~100.0 kHz,耕犁階段的頻率在100.0 kHz 之上,劃擦階段AE 信號的頻率低于300.0 kHz[10]。因此,從圖8~圖10 可以看出:粗修狀態下的信號頻率集中在10.0~120.0 kHz 和160.0~220.0 kHz;精修狀態下的信號頻率集中在10.0~62.5 kHz,90.0~110.0 kHz 和160.0~220.0 kHz;修整完成下的信號頻率集中在10.0~62.5 kHz,80.0~110.0 kHz和160.0~220.0 kHz。所以,粗修狀態下的信號頻率要比精修狀態和修整完成下的范圍廣,其幅值也大;而精修狀態下和修整完成下的頻率范圍相差不大,且其幅值相對較小。
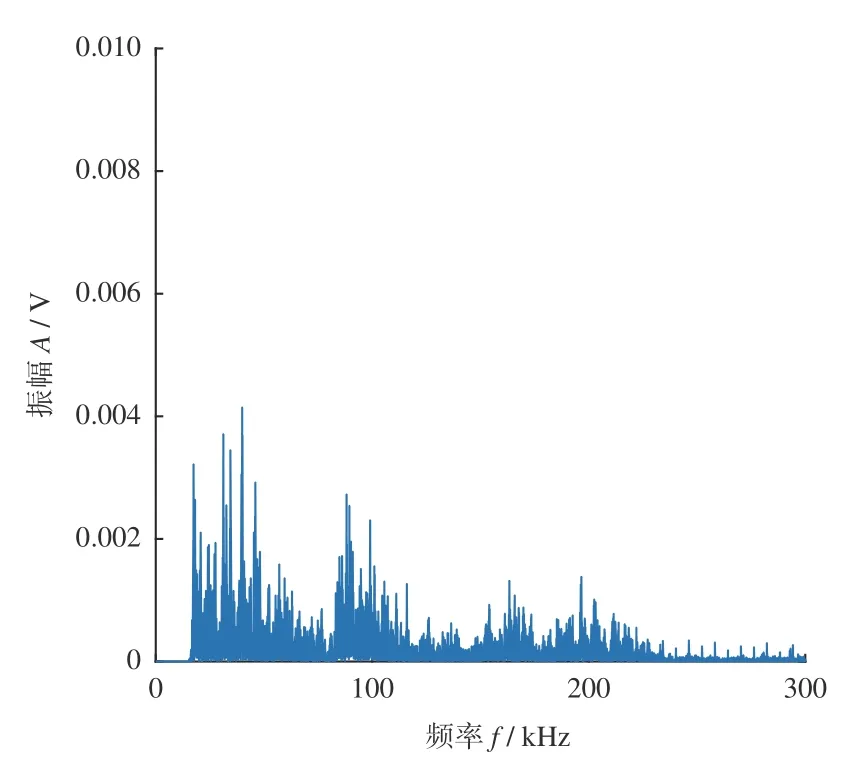
圖8 粗修狀態下的AE 信號頻譜Fig.8 AE signal spectrum in rough trimming state
在修整砂輪與被修整滾輪接觸時,因砂輪中的金剛石磨粒的塑性變形和斷裂破碎,其切削和崩碎時都可產生聲發射信號。在滾輪被修整時,由于發生了材料去除,其表面逐漸被修平,其徑向圓跳動逐漸變小,也會產生聲發射信號。隨著徑向圓跳動數值的變化,為了保證金剛石滾輪的尺寸要求,進給量也要隨之發生變化。在縱向走刀速度為2.4 mm/min 的情況下,粗修下的進給量為8 μm,精修和修整完成下的進給量都為2 μm,進給量不同導致材料去除量發生變化,徑向圓跳動值變化,進而導致聲發射信號也發生變化。精修和修整完成時由于徑向圓跳動值變小,所以在進給量一定的情況下,聲發射信號幅值也變小。
2 基于小波變換的AE 信號分析
小波變換是一種處理瞬態非平穩信號的方法,具有良好的時頻局部分析性能,是目前用來處理磨削AE信號的有效工具之一[11]。
對金剛石砂輪修整金剛石滾輪的徑向圓跳動AE信號進行小波分解。根據磨削AE 信號的離散特性,選擇Sym 4 小波基對AE 信號進行5 層離散小波分解,頻率從低到高分別得到6 組對應的二維小波分解系數a5,d5,d4,d3,d2,d1。由于每一高階重構信號的最大頻率應是其相鄰低階重構信號最大頻率的一半[12],得到的6組小波分解系數對應的頻率區間從低到高分別為[0~31.25 kHz],(31.25~62.50 kHz],(62.50~125.00 kHz],(125.00~250.00 kHz],(250.00 ~500.00 kHz],(500.00~1 000.00 kHz]。
由磨削AE 信號分解得到的每組小波分解系數計算小波系數的有效值、小波系數的方差以及小波能譜系數ηk(n) 3 個特征參數,即:
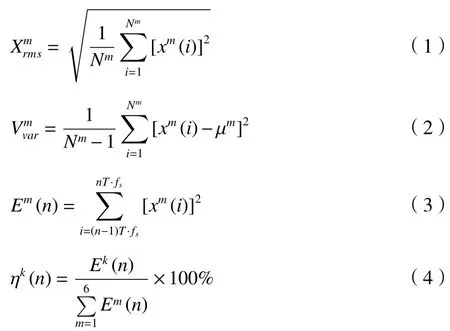
式中:xm(i)為第m組小波分解系數的第i個數據值,m取值為1~6,分別對應小波分解系數a5,d5,d4,d3,d2,d1所對應的值;Nm為第m組小波分解系數的長度; μm為第m組小波分解系數的平均值;T為時間常數;fs為采樣頻率;n取值為0 ~(Nm/T+1);Em(n)為第m組小波分解系數的能量;ηk(n)為第k組小波能譜系數,k取值為1~6;Ek(n)為第k組小波分解系數的能量,k=1~6,分別對應小波分解系數a5,d5,d4,d3,d2,d1所對應的能量值。
將金剛石滾輪3 種修整狀態下的磨削AE 信號小波分解系數的3 個特征參數作圖比較,如圖11~圖13 所示。
從圖11~圖13 可以看出:粗修狀態下的聲發射信號小波系數的有效值和方差在10.00~125.00 kHz(a5,d5,d4區間)內明顯高于精修和修整完成時的。金剛石砂輪在粗修金剛石滾輪徑向圓跳動時,其進給量比精修和修整完成時的大很多。由于滾輪表面較粗糙,金剛石砂輪的磨粒與金剛石滾輪之間的碰撞加劇,金剛石砂輪磨粒快速脫落,金剛石滾輪的材料去除量增大,此時滾輪的徑向圓跳動數值要比精修和修整完成時的大。
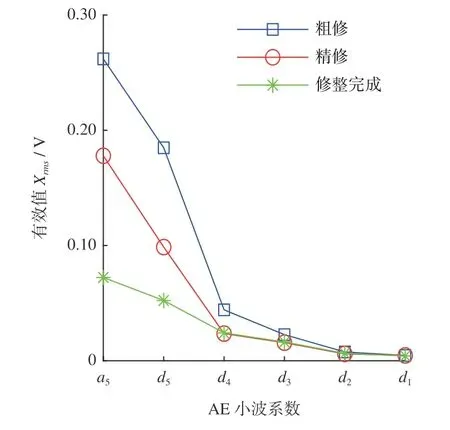
圖11 不同修整狀態下的AE 信號小波系數有效值Fig.11 Effective values of wavelet coefficients of AE signals under different trimming states
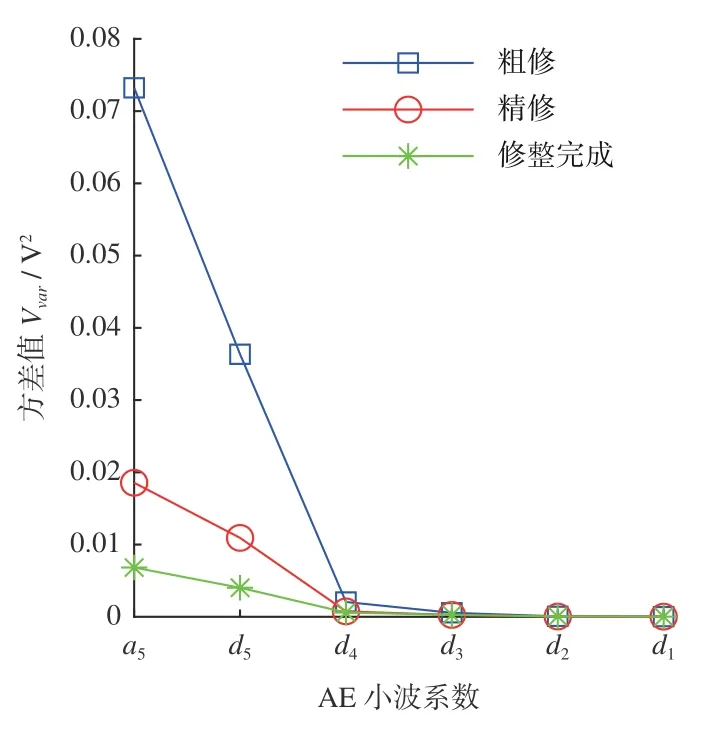
圖12 不同修整狀態下的AE 信號小波系數方差Fig.12 Variances of AE signal wavelet coefficients under different trimming states
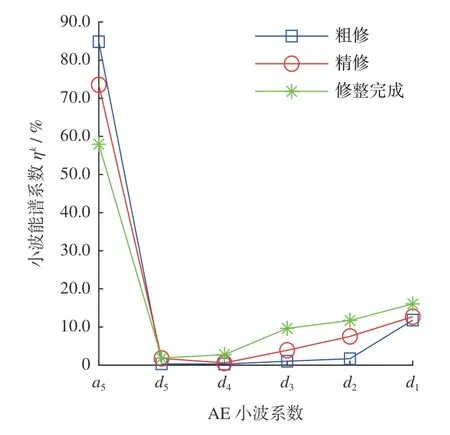
圖13 不同修整狀態下的AE 信號小波能譜系數Fig.13 Wavelet energy spectrum coefficients of AE signals under different trimming states
同時,精修狀態下的聲發射信號小波系數的有效值和方差與修整完成時的相比,在10.00~62.50 kHz(a5,d5區間)區別較大,在62.5~125.00 kHz(d4區間)區別不明顯。修整完成和精修時比,在進給量相同的情況下,金剛石滾輪的徑向圓跳動隨著修整過程的進行逐漸達到加工精度要求,這時金剛石砂輪與金剛石滾輪磨削過程中的碰撞減弱,徑向圓跳動值下降,導致聲發射信號也減弱。
從圖11~圖13 還可以看出:3 種狀態下的磨削AE 信號小波能譜系數都集中在10.00~125.00 kHz(a5,d5,d4區間);在125.00~500.00 kHz(d3,d2區間)內,由于修整完成狀態下的磨削過程中的劃擦作用增強,所以在此范圍內的小波能譜系數要比粗修和精修狀態下的大。
總之,圖11~圖13 中的小波分解系數的有效值、小波系數方差以及小波能譜系數3 個特征參數,都可以明顯區分粗修、精修和修整完成3 種修整狀態,都可以用作特征值輸入到分類器中來區分這3 種狀態。
3 基于SVM 的修整狀態識別
金剛石砂輪修整金剛石滾輪徑向圓跳動的狀態識別屬于三分類問題,常用的分類算法有人工神經網絡、SVM 和決策樹等[13]。SVM 通過使用核函數解決線性不可分問題,用序列最小優化(sequential minimal optimization,SMO)求解用拉格朗日對偶將原問題轉換成的對偶問題,這使SVM 比其他分類算法具有更高的效率。
采集粗修、精修和修整完成3 種狀態下的3 種AE信號,采用一對一方案,訓練3 個分類器對修整狀態進行識別。對信號進行分段處理,以40 ms 為一樣本段,對每個樣本段的數據進行小波變換,計算分解的小波系數有效值、方差以及小波能譜系數。一共得到600組數據,3 種狀態下各200 組,如表2~表4所示(由于篇幅有限,表中只象征性地列出部分數據)。采用交叉驗證的方法,將3 種狀態的數據分別隨機選出160組作為訓練集,剩下的40 組為測試集。
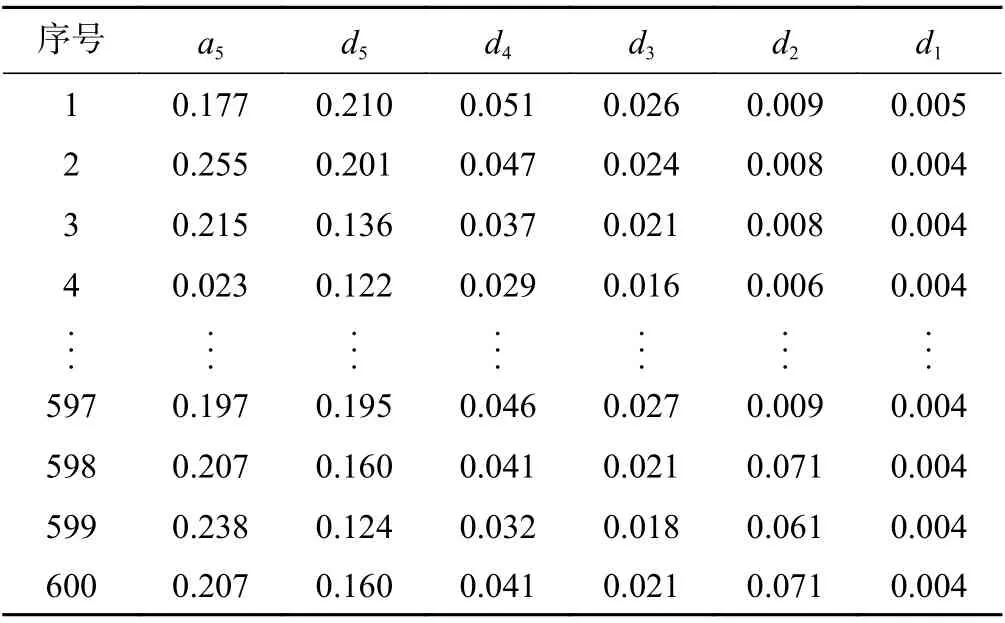
表2 小波系數有效值Tab.2 Effective values of wavelet coefficients
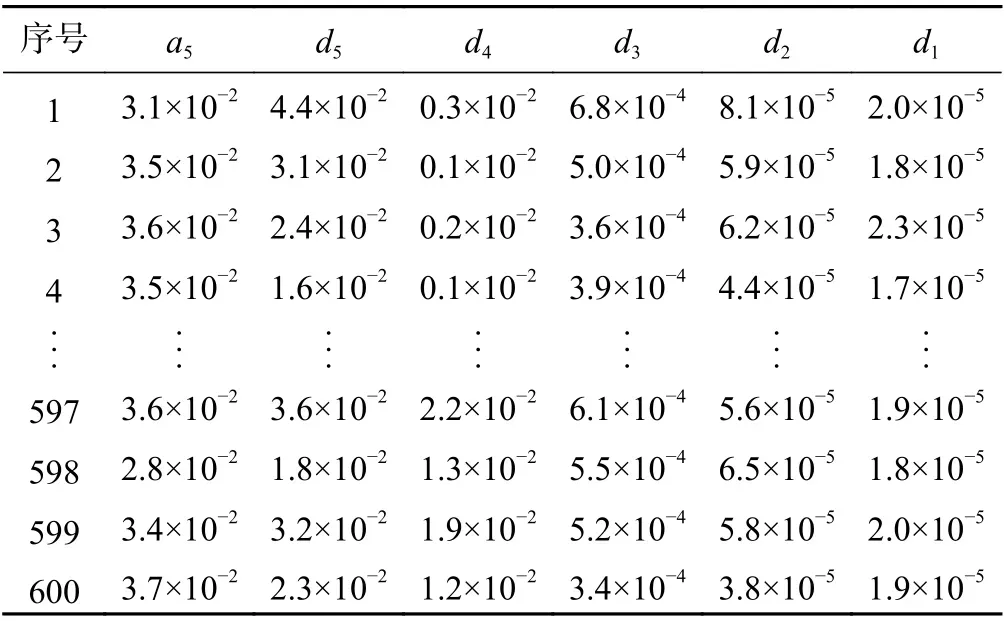
表3 小波系數方差Tab.3 Variances of wavelet coefficients
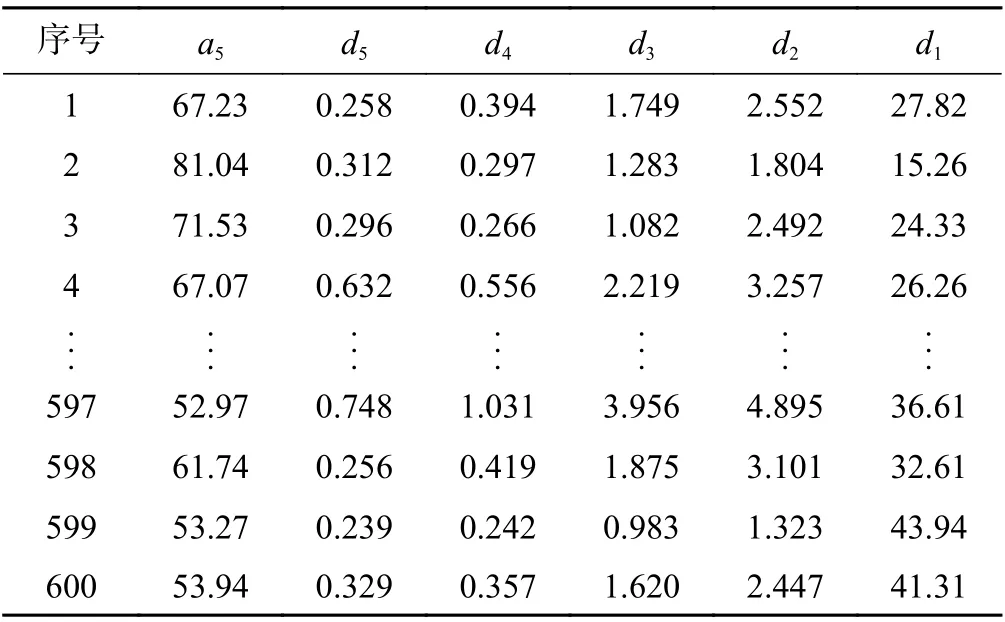
表4 小波能譜系數Tab.4 Wavelet energy spectrum coefficients
由于小波系數的有效值、方差和小波能譜系數有不同的量綱和量綱單位,會影響數據分析的結果,為消除3個特征參數之間量綱的影響,使用歸一化讓3 個特征參數的數值映射到[0,1],以使特征參數之間具有可比性。
將3 個特征參數組合分別輸入到SVM 中,得到的狀態識別準確率如表5所示。
從表5可以看出:小波系數有效值、方差和能譜系數相互組合輸入到SVM 進行狀態識別時的準確率都在96.0%以上;3 種特征參數共同輸入時的準確率最高,達到了98.3%。

表5 修整狀態分類測試的準確率Tab.5 Accuracy of trimming state classification test
4 結論
通過采集金剛石砂輪修整金剛石滾輪時的滾輪徑向圓跳動粗修、精修和修整完成時的AE 信號,使用高通濾波對信號進行預處理,再通過小波變換對信號進行分解,提取小波分解系數的有效值、方差以及小波能譜系數3 種特征參數,來對3 種修整狀態進行識別。得出如下結論:
(1)金剛石滾輪粗修狀態下的進給量要比精修和修整完成時的大,進給量不同導致滾輪材料去除量不同,其徑向圓跳動變化也不同。
(2)粗修、精修和修整完成3 種狀態下的磨削AE 信號頻譜最強能量都集中在10.00~125.00 kHz(a5,d5,d4區間);在125.00~500.00 kHz(d3,d2區間)內,由于修整完成狀態下的磨削過程中的劃擦作用增強,其小波能譜系數要比粗修和精修狀態下的大。粗修狀態下的聲發射信號小波能譜系數的有效值和方差在10.00~125.00 kHz(a5,d5,d4區間)內明顯大于精修和修整完成時的;精修狀態下的AE 信號小波能譜系數的有效值和方差與修整完成時的相比,在10.00~62.50 kHz(a5,d5區間)區別較大,在62.5~125.00 kHz(d4區間)區別不明顯。
(3)對小波分解系數的有效值、方差以及能譜系數3 個特征參數,二者相互組合輸入到SVM 進行狀態識別時的準確率都在96.0%以上;三者共同輸入時的準確率最高,達到了98.3%。識別準確率能滿足金剛石滾輪徑向圓跳動的在線判別,具有實際應用價值。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06