橋殼本體焊接前檢測方法及檢具設計
2022-05-27 14:35:34劉德林
汽車工藝師 2022年5期
關鍵詞:檢測
劉德林
江鈴底盤股份有限公司 江西撫州 344000
汽車橋殼本體總成是行駛系中的重要組成部分,它不僅要承受汽車本身的質量,而且在整車行駛過程中,需要承受驅動輪傳來的各向反力、彎矩和制動力矩。沖焊橋是目前常見的橋殼總成,它采用上、下兩件橋殼本體沖壓成形,然后通過拼接對焊的方式制作而成。為保證橋殼總成滿足設計及使用性能等要求,工藝過程中對沖壓橋殼本體(單件及合橋)的半邊長、直縫間隙、上下錯邊、錯角以及大法蘭面平面度等要求較高。
目前大部分橋殼檢具及技術,是側重橋殼總成和橋殼上焊接件的檢測,其前提是兩片橋殼本體已經焊接成一個整體。針對沖壓橋殼本體的檢測,根據不同的工序設計和技術要求,本身也存在諸多檢測方式和檢測指標,檢測裝置及檢測方法的進一步發展將促進測量質量優化和檢測效率提高。
零件檢測要求及方法分析
從技術及焊接工藝方面來看,橋殼本體總成由上、下橋殼本體拼裝對齊后進行焊接(見圖1),橋殼本體總成最終與其他件焊接成整橋殼。焊接為橋殼加工的關鍵工藝,為保證焊透率,工件間要求間隙均勻,上、下方向還要求平整。橋殼本體作為橋殼主件,對多個相關部位尺寸及吻合性均要嚴格控制。
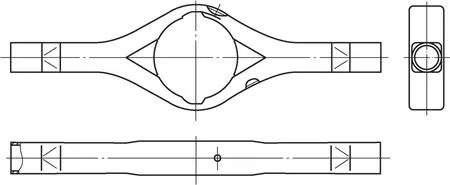
圖1 橋殼本體總成焊接示意
此外,上、下橋殼本體一般為對稱件,偶爾存在單件橋殼本體檢驗在公差范圍之內,但焊接拼裝時則會出現合橋后錯邊量過大等累積誤差問題。為避免上、下橋殼本體單件偏差方向不同而造成影響,可以采用拼裝對齊的方式,將兩片橋體通過檢具夾緊合并,一起進行檢驗。
1)檢具采用自動拼裝對齊壓緊裝置,該裝置用氣源連接驅動,工件放入后可快速完成上、下兩件橋殼本體的對齊及拼裝壓緊。
2)檢具采用中心孔銷軸為主定位,零貼面為副定位的方式進行定位,上、下橋殼本體可以方便快速放入其中,附加側壓裝置及垂直壓緊裝置,保證定位的準確性。
3)經過對齊壓緊裝置將工件對齊后,通過檢測附件一次性完成半邊長、直縫間隙、錯邊、錯角以及平面度等項目的檢測。
檢具結構及設計特征
經過對零件要求及檢測方式分析,設計的橋殼本體焊接前檢測裝置如圖2所示。圖中包括基座P1、半長檢測單元P2、垂直壓緊裝置P3、平面度檢測單元P4、側壓裝置P5、中心定位總成P6、校表器P7以及開關座總成P8。
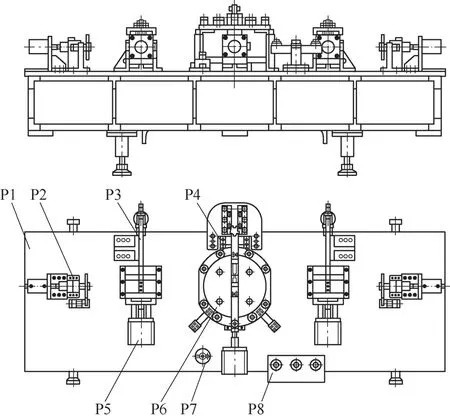
圖2 橋殼本體焊接前檢測裝置結構
檢測裝置采用中心孔銷軸為主定位,零貼面為副定位的方式對橋殼本體進行定位,檢測裝置主要包括:
1)定位機構。定位機構包括中心定位總成P6、半長檢測單元P2中的半長定位裝置和壓緊裝置,中心定位總成P6對焊接前上、下橋殼本體圓形孔中心定位,對稱設置的半長定位裝置、垂直壓緊裝置P3和側壓裝置P5分別形成長度、垂直、本體側面三個方向的定位裝置。
2)檢測機構。檢測機構包括半長檢測單元P2中的半長檢測裝置、平面度檢測單元P4、校表器P7和百分表,平面度檢測單元P4為翻轉機構,百分表通過校表器P7校零后,通過半長檢測裝置讀取半長差值,通過平面度檢測單元P4讀取焊接前上、下橋殼本體圓形孔平面度數值。
3)基座P1。基座P1為安裝基座,基座P1或設有檢測附件,檢測附件包括本體合橋管徑、方管、直縫間隙、上下錯邊和錯角的檢測附件。
該檢測裝置的主要單元如圖3所示,其設計特征如下:

圖3 檢測裝置各單元結構
1)基座P1臺面的兩側設有導軌,兩側的半長檢測單元P2分別設置于臺面導軌上;垂直壓緊裝置P3和側壓裝置P5按左右對稱的形式,布置在半長檢測單元P2和中心定位總成P6中間;平面度檢測單元P4位于基座P1中心靠后的臺面上,中心定位總成P6通過螺栓和銷釘固定于基座P1中心臺面上;兩側的半長檢測單元P2、側壓裝置P5和垂直壓緊裝置P3中的各個氣缸,均有氣管連接。
2)臺面導軌、垂直壓緊裝置P3、側壓裝置P5、平面度檢測單元P4、校表器P7、開關座總成P8固定于基座P1臺面,開關座總成P8包括半長檢測單元P2、側壓裝置P5和垂直壓緊裝置P3的控制開關。
3)半長檢測單元P2的半長定位裝置和半長檢測裝置包括端頭氣缸、固定座、導向銷、百分表限位圈、半長定位塊、半長檢測座和導向座;端頭氣缸缸體緊固于固定座上,端頭氣缸桿部與導向銷的一端連接,導向座與導向銷間隙配合;導向銷尾部設有半長定位塊,工作時,半長定位塊與導向銷隨端頭氣缸桿部來回活動;百分表限位圈緊固于半長檢測座頂部,百分表配合半長定位塊和百分表限位圈直接讀取差值。
4)垂直壓緊裝置P3為旋轉機構,包括旋轉連接件、壓桿、定位塊、固定座和垂直氣缸;垂直氣缸缸體緊固在固定座的一側,垂直氣缸桿部與壓桿的尾部活動連接;旋轉連接件的一端與壓桿中段相連,另一端與固定座上部連接;定位塊設計為L形,其位置固定于壓桿頭部的正下方,壓桿頭部與定位塊之間形成垂直副定位區間。
5)側壓裝置P5由L形固定座、氣缸和夾頭組成,氣缸缸體緊固于固定座上,并連接氣管通道,氣缸桿部連接夾頭之間形成側壓定位區間;垂直副定位區間的正截面與側壓定位區間的正截面或重合。
6)平面度檢測單元P4包括翻轉固定座、支撐座、轉接塊、翻轉銷軸、支撐體、緊固旋鈕、翻轉桿、把手、百分表座、限位圈、夾塊和墊塊;轉接塊固定于翻轉固定座上;百分表座緊固于翻轉桿桿部,翻轉桿通過翻轉銷軸與連接塊相連,百分表座通過翻轉桿的旋轉進行拉開和水平放置;支撐座上部設有支撐體;百分表座內有多個呈環形分布的限位圈,限位圈與百分表配合測出各處平面度的差值;百分表座邊緣設有夾塊,夾塊所對應的下方設有墊塊。
7)支撐體支撐旋轉過程中的翻轉桿桿部,同時與夾塊、墊塊一起保證百分表座在檢測時處于水平狀態。
8)百分表座在翻轉機構作用下水平放置時,處于兩片橋殼本體圓形孔中心的正上方。
9)中心定位總成P6為環形定位裝置,環形定位裝置與上、下橋殼本體圓形孔位置對應,配合環形銷軸進行定位,中心定位總成P6底部設有臺肩,兩橋殼本體中心外圍放置于臺肩內。
橋殼本體進行焊接前檢測的方法
橋殼本體檢測狀態如圖4所示。
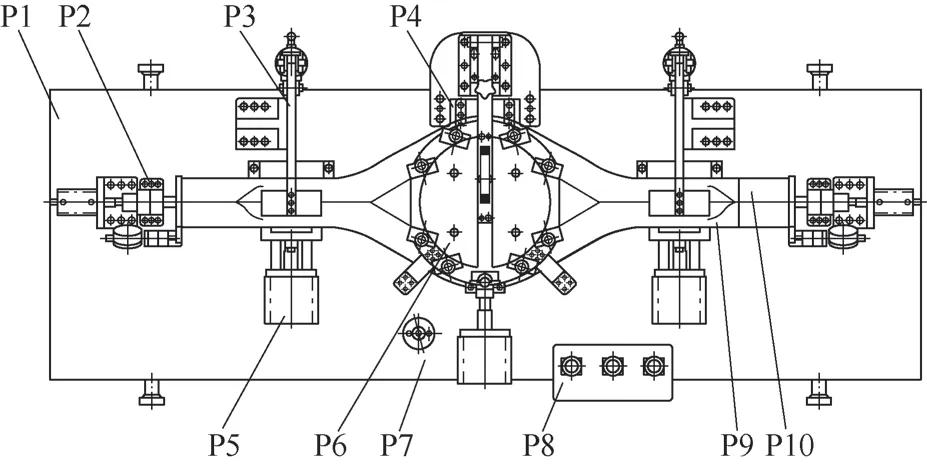
圖4 上、下橋殼本體檢測狀態示意
第1步:將該橋殼本體焊接前檢測裝置接通氣源。
第2步:將沖壓成形好的上橋殼本體P9和下橋殼本體P10放入檢測裝置,通過中心定位總成P6以及垂直壓緊裝置P3中的L形定位塊預先定好位置。
第3步:先后起動半長檢測單元P2、側壓裝置P5和垂直壓緊裝置P3的控制開關,分別或同時啟動工作后,上、下橋殼本體工件完成對齊拼裝。
第4步:通過各檢測附件測量上、下橋殼本體合橋管徑、方管、直縫間隙、上下錯邊、錯角項目。
第5步:百分表通過校表器P7校零后,通過半長檢測單元P2檢測半長誤差,當百分表壓縮抵至限位圈時讀取數值,該數值即為半長差值。
第6步:通過翻轉桿將平面度檢測單元P4水平放置到位并將緊固旋鈕旋緊,百分表通過校表器P7校零,然后穿過百分表座測量,當百分表下壓抵至限位圈時讀取數值,所有位置中最大值即為該平面度最大值。
設計要點
1)檢測裝置采用中心定位總成定位,附加側壓裝置及垂直壓緊裝置,可以對焊接前的兩片橋殼本體(單件狀態)進行自動對齊壓緊,在焊前檢測單片橋殼本體的符合性及一致性。
2)兩端為半長定位及檢測單元,能有效檢測出兩片橋板的半長對稱度;頂部附有平面度檢測座,通過百分表能夠有效快速地檢測出橋殼大法蘭面平面度。
3)垂直壓緊裝置P3和平面度檢測單元P4為旋轉結構,檢測前保證工件順利放入,檢測時保持正常工作位。
4)在測量橋殼本體零件其他項目時,該檢具作為零件檢測的支撐,并能給出偏差的方向。
結語
本檢具不僅可以作為橋殼總成檢具使用,實際上更適合焊前控制,即橋殼本體沖壓零件檢測。通過該檢具,能夠有效控制焊前工件質量,避免因零件缺陷造成焊接質量問題,從而影響整橋使用性能。檢具具有自動壓緊、對齊兩工件的裝置,使兩個單件狀態的橋殼本體快速對齊拼裝,實現沖壓橋殼本體零件多個項目的檢測。對每片(上橋殼本體、下橋殼本體單件)的一致性、合橋縫隙、平面度等進行快速有效地檢測。該檢具在焊前使用,能提前發現工件問題,有效規避焊接質量。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
