6082鋁合金脈沖MIG焊電流參數(shù)對接頭性能的影響
2022-05-27 14:35:40歐開宇李盛良
汽車工藝師 2022年5期
歐開宇,李盛良
1.安徽理工大學(xué)機(jī)械工程學(xué)院,安徽淮南 232001
2.奇瑞新能源汽車股份有限公司,安徽蕪湖 241009
鋁合金具有良好的物理和化學(xué)性能,其質(zhì)量輕、耐蝕性好、比強(qiáng)度高及熱穩(wěn)定性好等優(yōu)點(diǎn),廣泛應(yīng)用于汽車制造、航空航天、軌道交通及電子等行業(yè)[1-3]。MIG焊包括連續(xù)電流焊接和脈沖電流焊接。在鋁合金MIG焊時,一般采用脈沖電流焊接,因?yàn)殇X合金材料熱敏感性大,對母材輸入的熱量有一定限制,脈沖MIG焊能夠減少熱輸入。有研究結(jié)果顯示,脈沖電流在鋁合金MIG焊時,比連續(xù)電流MIG焊接提高了焊接接頭的強(qiáng)度、塑性以及疲勞壽命。目前,國內(nèi)外針對鋁合金脈沖MIG焊的各種研究,主要包括焊接組織性能、電弧特性、焊接過程控制以及熔滴過渡等方面[4-7]。本文擬采用不同電流強(qiáng)度MIG焊對6082鋁合金焊接接頭的影響,為實(shí)際生產(chǎn)中進(jìn)一步優(yōu)化鋁合金車體生產(chǎn)工藝,提高鋁合金車體焊接質(zhì)量提供基礎(chǔ)數(shù)據(jù)。
試驗(yàn)方法及過程
試驗(yàn)采用基體材料為Al-Mg-Si系的6082鋁合金,板厚3mm。其力學(xué)性能為:抗拉強(qiáng)度Rm=310MPa,伸長率A=20.8%;焊接填充材料為5356鋁合金焊絲,直徑1.2mm,保護(hù)氣體為純度99.99%的氬氣。6082鋁合金和5356焊絲的化學(xué)成分見表1。
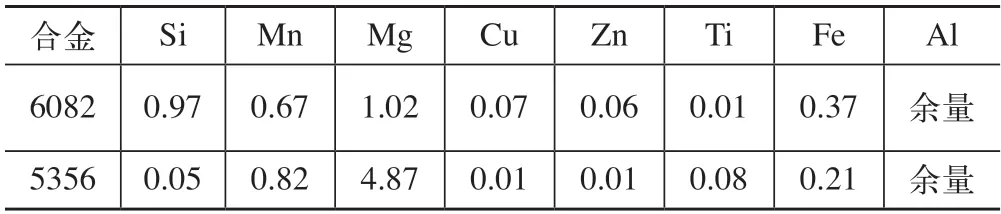
表1 6082鋁合金母材和5356焊絲化學(xué)成分(質(zhì)量分?jǐn)?shù) :%)
試驗(yàn)采用松下公司的工業(yè)機(jī)器人焊機(jī),焊接過程采用平焊的焊接姿勢,接頭形式為對接且背面無襯板,焊接前先用不銹鋼絲球清除坡口氧化膜。焊接工藝參數(shù)見表2。
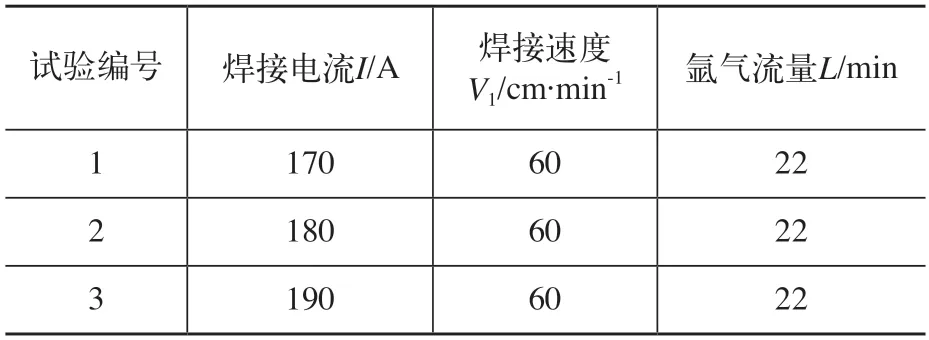
表2 6082(3mm)MIG焊焊接工藝規(guī)范
焊后分別用X-Ray檢測儀、金相顯微鏡、萬能試驗(yàn)機(jī)進(jìn)行檢測,在進(jìn)行拉伸測試前,對板材進(jìn)行切割。為了避免試件的尺寸和形狀對試驗(yàn)結(jié)果的影響,使各種材料機(jī)械性質(zhì)的數(shù)值能互相比較,對試件的尺寸形狀作了統(tǒng)一規(guī)定,如圖1所示。再從剩余試板上截取30mm×20mm×3mm小塊用于金相觀察,如圖2所示。
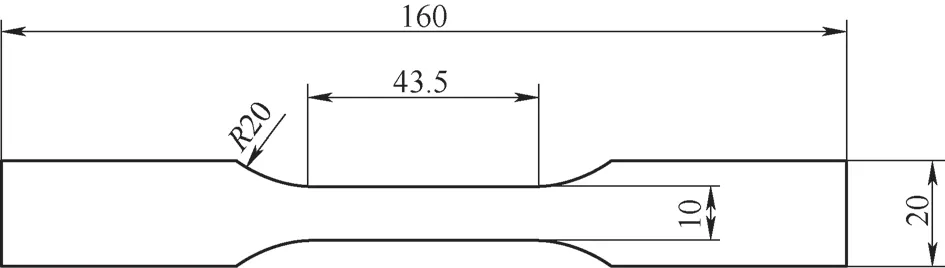
圖1 試件尺寸
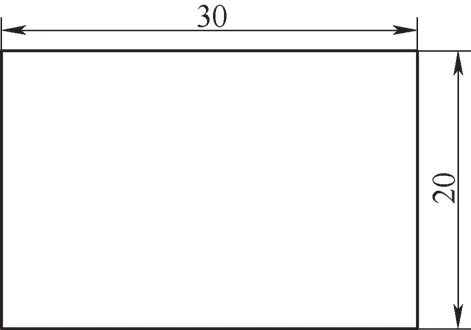
圖2 金相觀察試件尺寸
實(shí)驗(yàn)結(jié)果及分析
1.焊縫宏觀形貌觀察
按照不同強(qiáng)度的電流對6082鋁合金進(jìn)行焊接,采用機(jī)械手自動化焊接,得到了相應(yīng)的焊縫,焊接形貌見表3,試樣表面均無夾渣、未熔合、未焊透等缺陷,魚鱗紋規(guī)則,焊縫美觀。
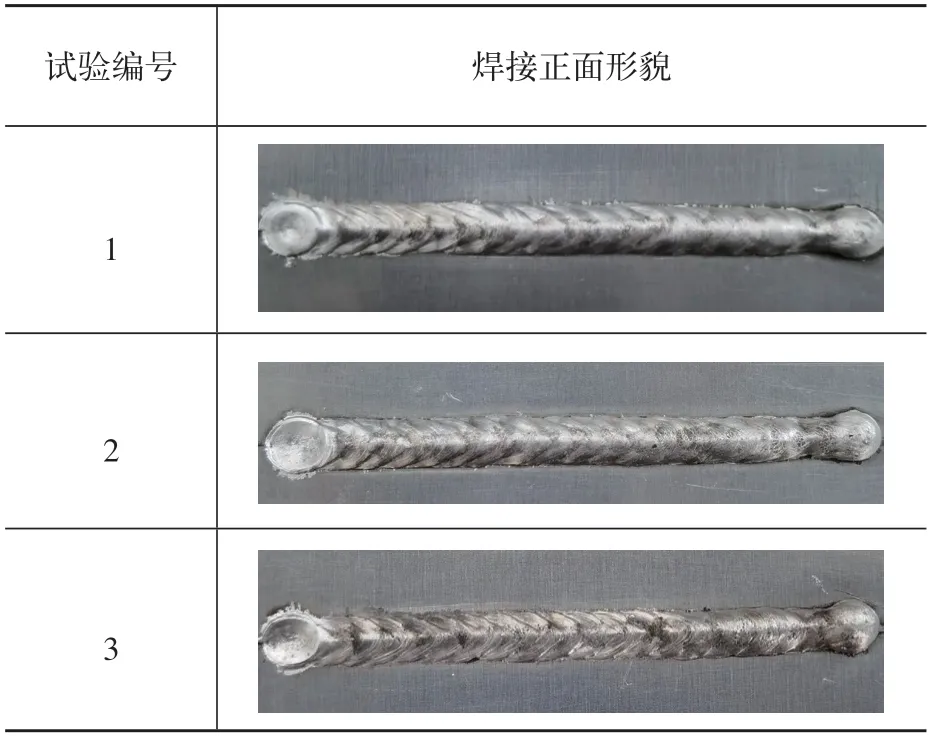
表3 幾種焊接正面形貌
2.焊縫與接頭檢測分析
對成形焊縫進(jìn)行X射線無損探傷檢測,檢測結(jié)果見表4。觀察焊縫中氣孔生成情況,并測量氣孔直徑。三組試驗(yàn)中可見焊縫內(nèi)無密集氣孔且氣孔個數(shù)明顯低于20個;試驗(yàn)1的氣孔最大,最大氣孔直徑為1.855mm,試驗(yàn)2的氣孔最小。
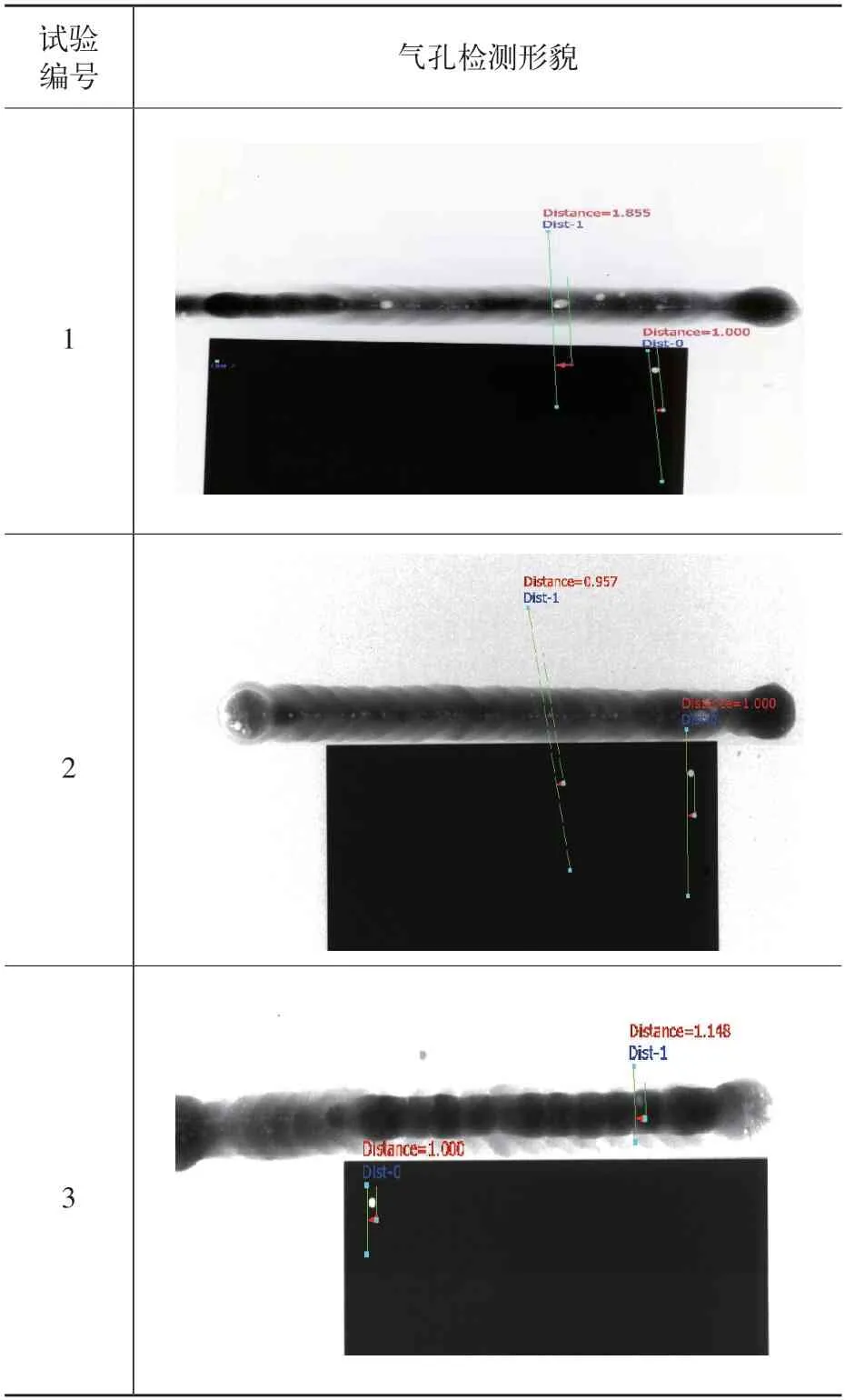
表4 X射線成像圖
X射線無損探傷檢測完成后,取焊縫中心接頭處用金相切割機(jī)切下30mm×20mm×3mm小塊,放在金相研磨機(jī)上打磨拋光,用10%的氫氧化鈉溶液腐蝕打磨拋光后的表面50s,用酒精清洗腐蝕后的表面并吹干,用宏觀顯微鏡觀察接頭形貌,觀察結(jié)果見表5,可見接頭全熔透,焊縫及焊縫附近區(qū)域無熱裂紋。采用試驗(yàn)1參數(shù)焊接時,焊縫正面余高過高,背面成形不連續(xù);采用試驗(yàn)2參數(shù)焊接時,焊縫正面熔寬、余高合理,魚鱗紋整齊美觀,背面焊縫連續(xù)且適當(dāng);采用試驗(yàn)3參數(shù)焊接時,焊縫正面余高較低,背透較多。
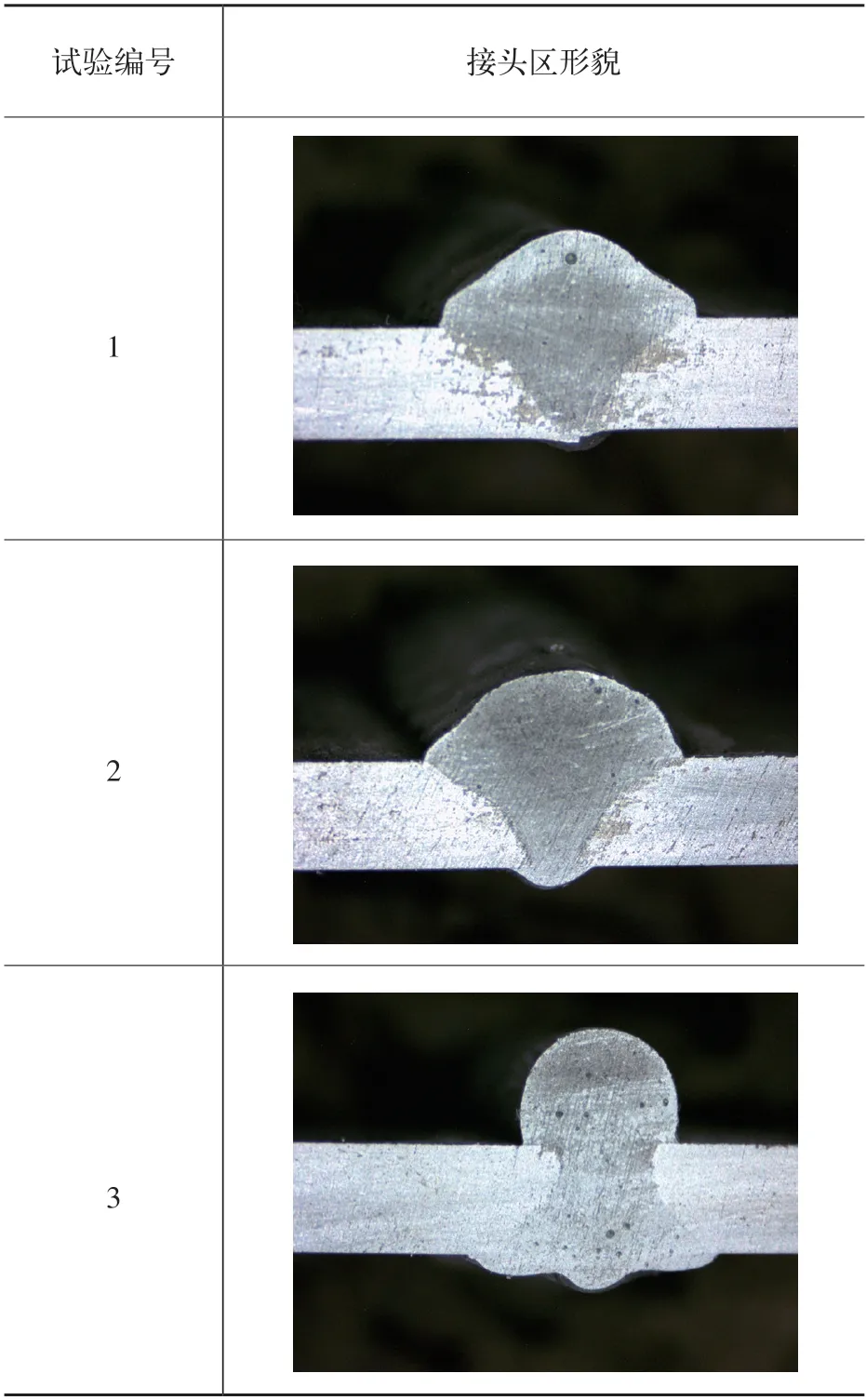
表5 試樣接頭區(qū)形貌
3.拉伸試驗(yàn)結(jié)果及分析
6082鋁合金焊接接頭拉伸試驗(yàn)見表6。可見焊態(tài)下板厚為3mm的6082鋁合金焊接接頭強(qiáng)度約為母材的67%,伸長率約為板材的53%。依據(jù)ISO 15614-2-2005標(biāo)準(zhǔn),處于焊接后狀態(tài)的焊接試樣的抗拉強(qiáng)度:

其中,Rm(w)為處于焊接后狀態(tài)的焊接試樣的抗拉強(qiáng)度;Rm(pm)為有關(guān)標(biāo)準(zhǔn)中所要求的母體材料抗拉強(qiáng)度的最低規(guī)定值;T為接頭效率系數(shù)。對于6082-T6材料,T=0.6。依據(jù)焊接手冊可知:

代入式(1),則Rm(w)=180MPa。由表6知最小抗拉強(qiáng)度為202MPa>180MPa,均滿足試驗(yàn)標(biāo)準(zhǔn)的要求。三組試驗(yàn)斷裂位置位于熱影響區(qū)。
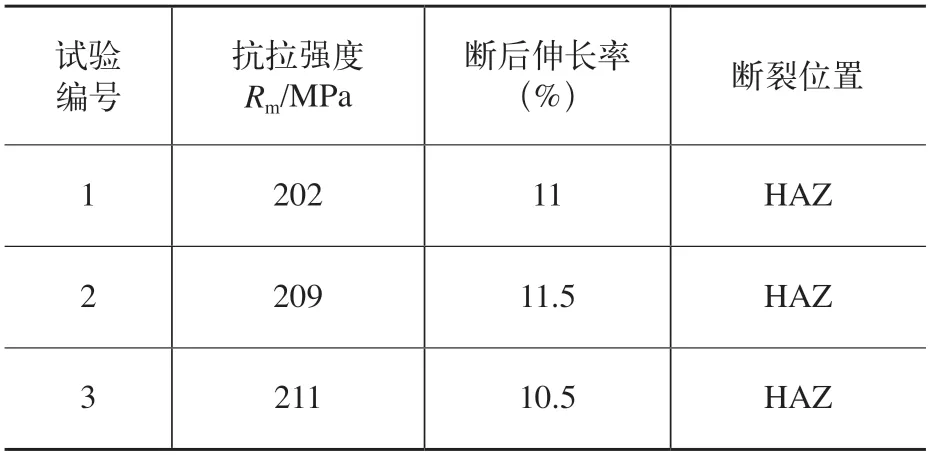
表6 焊接接頭拉伸試驗(yàn)結(jié)果
4.硬度測試結(jié)果及分析
6082鋁合金的硬度測試結(jié)果如圖3所示,焊接頭不同位置硬度數(shù)值有變化,熱影響區(qū)硬度最低。6082為可熱處理強(qiáng)化鋁合金,熱影響區(qū)存在軟化區(qū),圖3中出現(xiàn)了明顯的軟化區(qū),而且拉伸試驗(yàn)中斷裂部位都是在熱影響區(qū),說明對于6082鋁合金,軟化區(qū)是焊接接頭最薄弱的部位。
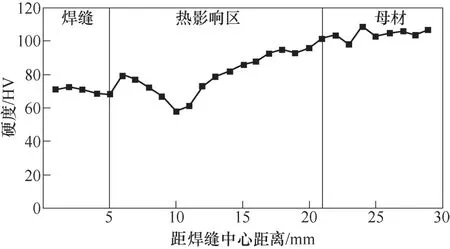
圖3 6082焊接接頭硬度分布曲線
結(jié)語
從三組試樣焊接后的圖片可以發(fā)現(xiàn),采用試驗(yàn)1參數(shù)焊接時,焊縫正面余高過高,背面成形不連續(xù);采用試驗(yàn)2參數(shù)焊接時,焊縫正面熔寬、余高合理,魚鱗紋整齊美觀,背面焊縫連續(xù)且適當(dāng);采用試驗(yàn)3參數(shù)焊接時,焊縫正面余高較低,背面焊縫溢出較多。

經(jīng)X-Ray檢測和光學(xué)顯微鏡檢測,6082-T6鋁合金焊縫無未熔合和裂縫缺陷,三組試驗(yàn)中可見焊縫內(nèi)無密集氣泡且氣孔個數(shù)明顯低于20個;試驗(yàn)1氣孔最大,最大氣孔直徑為1.855mm,試驗(yàn)2氣孔最小0.957mm。
經(jīng)萬能試驗(yàn)機(jī)拉伸測驗(yàn)得三組6082-T6鋁合金試樣焊接接頭力學(xué)性能較好,抗拉強(qiáng)度均滿足試樣要求。
經(jīng)硬度儀數(shù)據(jù)顯示熱影響區(qū)硬度最低,且三組試樣斷裂部位均在熱影響區(qū),說明軟化區(qū)是焊接接頭最薄弱部位。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
