激光焊接撥叉失效分析及解決方法
2022-05-27 14:35:38黃虎唐滿榮何俊謀陳超超胡榮春陳理呂兵
汽車工藝師 2022年5期
黃虎,唐滿榮,何俊謀,陳超超,胡榮春,陳理,呂兵
重慶青山工業(yè)有限責任公司 重慶 402761
激光技術誕生于20世紀60年代,經(jīng)過半個多世紀發(fā)展,激光技術已經(jīng)在多個學科領域廣泛應用,例如航空航天、核能、船舶、通信及汽車等行業(yè),尤其是在汽車工業(yè)中廣泛使用。激光焊接技術現(xiàn)已成為汽車工業(yè)的標準工藝,是汽車制造過程中的主要焊接方法[1]。
由于激光焊接變形小,因此在汽車變速器中得到了廣泛使用,例如齒圈與齒輪的焊接連接、換擋擺桿與換擋軸的焊接連接、撥叉與撥叉軸的焊接連接等。其中,激光焊接撥叉具有質(zhì)量輕、強度高、制造工藝簡單可靠等特點,符合輕量化設計和綠色制造理念。與傳統(tǒng)鑄鋼撥叉和鋁合金撥叉相比具有明顯優(yōu)勢:與傳統(tǒng)鑄鋼撥叉相比,精沖焊接撥叉重量減輕了50%,既實現(xiàn)輕量化又可節(jié)省大量原材料;與鋁合金撥叉相比,總成質(zhì)量相當,而單件成本僅是鋁合金產(chǎn)品的50%左右,經(jīng)濟效益顯著。
結(jié)合公司某產(chǎn)品在同步器壽命試驗過程中發(fā)現(xiàn)激光焊接撥叉焊縫出現(xiàn)斷裂、脫落(見圖1)的案例,采用多種激光焊接失效分析方法,分析了焊接失效的原因,并提出了對應的解決措施。
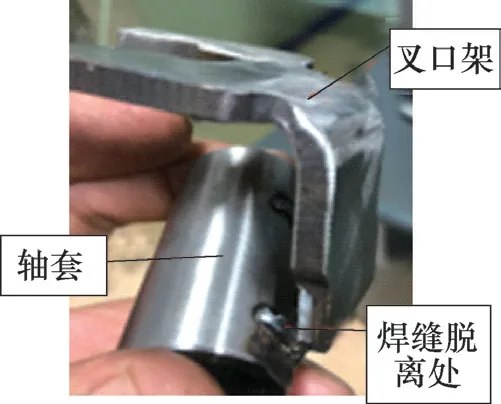
圖1 失效撥叉示意
焊接失效分析
1.焊縫外觀檢測
焊縫外觀檢測簡單有效,可發(fā)現(xiàn)焊縫的外觀是否完整連續(xù),有無氣孔夾渣,可初步判斷焊縫失效原因。對此次失效撥叉焊縫外觀檢測,發(fā)現(xiàn)焊縫外觀完整連續(xù),無氣孔夾渣等焊接缺陷。
2.焊縫剖切檢測
焊縫剖切檢測是分析焊縫失效原因的必要手段,可發(fā)現(xiàn)焊縫內(nèi)部有無夾雜、氣孔之類焊接缺陷。利用剖切檢測方法,發(fā)現(xiàn)此次分析的激光焊接撥叉焊縫內(nèi)部無夾雜和氣孔等缺陷,如圖2所示。
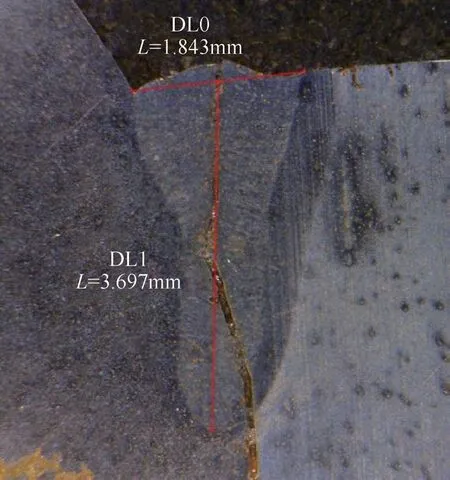
圖2 焊縫剖切圖
3.焊縫尺寸檢測
焊縫尺寸包括焊縫熔深和熔寬。通過焊縫尺寸檢測,可發(fā)現(xiàn)焊接工藝是否滿足零部件的焊接要求,焊縫尺寸達不到圖樣要求是焊接失效的原因之一。此案例撥叉的焊縫尺寸見表1,滿足圖樣設計要求。

表1 焊縫尺寸 (單位:mm)
4.金相及硬度檢測
金相及硬度檢測是對焊縫內(nèi)部組織的檢測,可以判斷出焊縫組織的成分。對金相及硬度進行檢測,檢測數(shù)據(jù)顯示此次故障撥叉的焊縫右側(cè)硬度較高(見表2),檢測點如圖3所示。金相結(jié)果顯示焊縫區(qū)域存在板條馬氏體和少量的針狀馬氏體組織(見圖4),該組織硬度較高、性質(zhì)較脆,極易導致后期的疲勞裂紋。
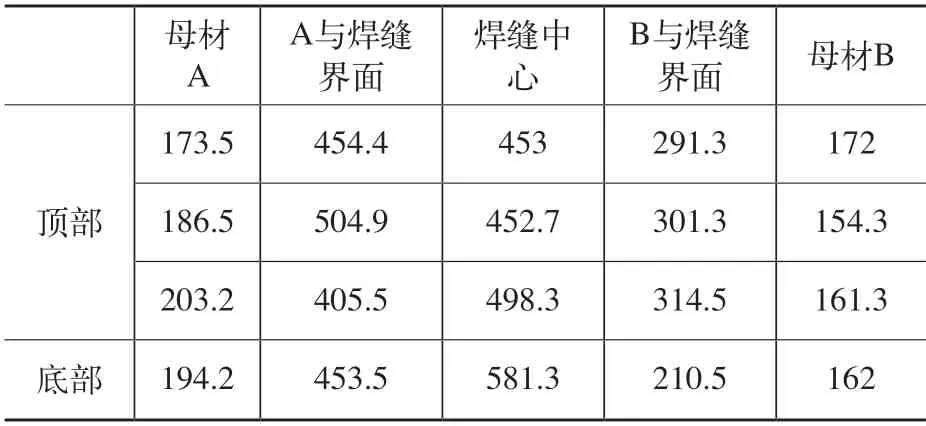
表2 硬度檢測(維氏硬度)(單位:HV)
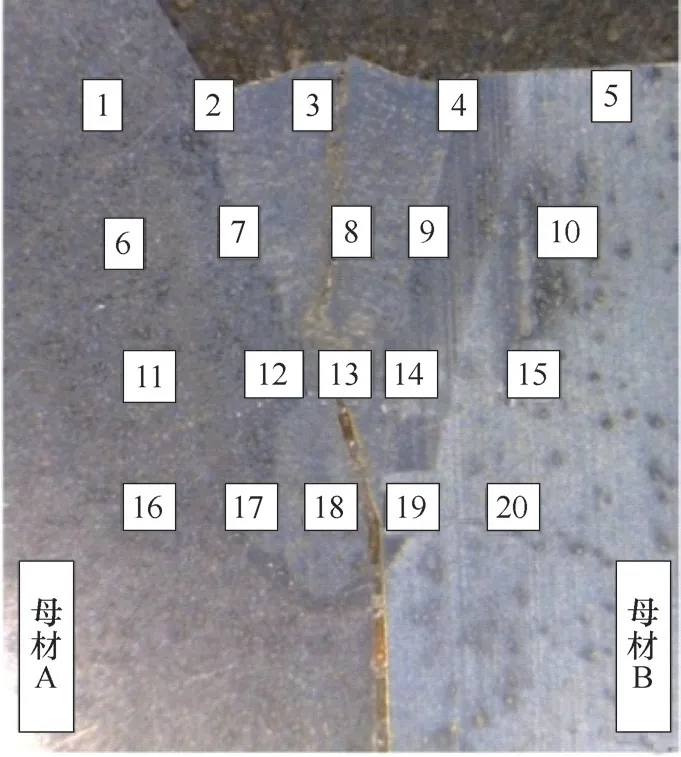
圖3 硬度及金相檢測點
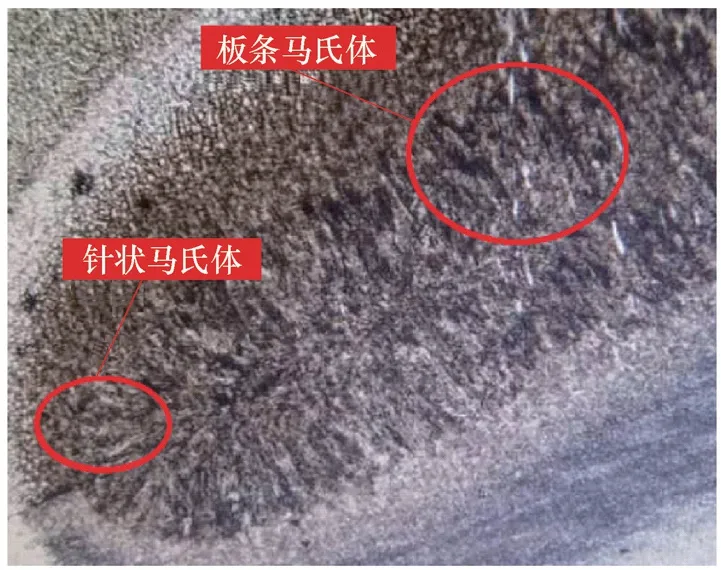
圖4 焊縫金相組織
5.焊縫強度分析
對撥叉進行受力分析(見圖5),根據(jù)《機械設計》中的焊縫強度計算方法[3],叉口架處焊縫的切應力τ計算如下:

式中F1——叉口架所受的力,單位為N;
L1——F1作用點到焊縫的垂直距離,單位為mm;
a——焊縫寬度,單位為mm;
h——焊縫長度,單位為mm。
式(1)為便于計算已經(jīng)過了簡化,實際情況L1不是一個定值,不同的焊縫位置L1值有稍微的差異,因此其計算結(jié)果與實際情況差異較大。目前焊縫強度計算普遍使用ANSYS、MSC等有限元軟件進行仿真分析,有限元仿真(FEA)是分析焊縫強度的一種有效、準確且快捷方法。通過對焊接撥叉進行有限元分析(邊界條件設置見圖6),焊接撥叉的計算最大應力值為2292N/mm2,位于零件焊縫起始點,與失效零件開裂位置吻合,如圖7所示。有限元分析結(jié)果表明最大應力超過了焊縫位置的實際抗拉強度(硬度檢測:焊縫位置的硬度為291.3~504HV,換算可得抗拉強度為1000~1681N/mm2)。
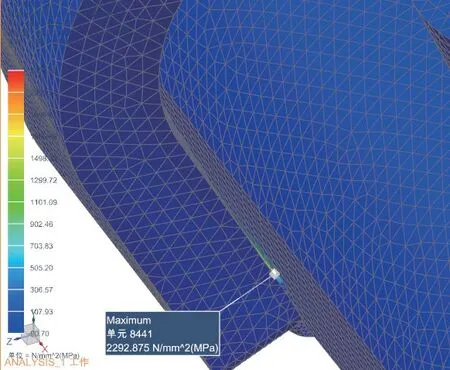
圖7 應力分析
對故障件焊縫的檢測結(jié)果顯示,焊縫區(qū)域存在板條狀馬氏體和少量針狀馬氏體組織,該組織容易導致焊縫疲勞失效;撥叉總成焊接結(jié)構CAE分析結(jié)果顯示,焊縫末端的最大應力值為2292N/mm2,超過抗拉強度(1027~1681N/mm2)。在焊縫最薄弱處存在明顯的應力集中現(xiàn)象,而故障撥叉的開裂失效部位也與分析結(jié)果相符。據(jù)此分析出激光焊接撥叉失效原因是:零件材質(zhì)選取不當,導致焊縫產(chǎn)生缺陷組織,加上焊接結(jié)構設計上的缺陷,導致?lián)懿婧缚p最大應力值超過材料抗拉強度。
解決措施
根據(jù)上述分析得出的結(jié)論,針對性地提出了解決焊接失效問題的措施:
1)撥叉零部件材料優(yōu)化。由于含碳量較高的鋼材焊縫易產(chǎn)生板條狀馬氏體,因此將軸套材料由35鋼變?yōu)?0鋼(含碳量較低),叉口架由35鋼變更為30CrMo。
2)焊縫設計優(yōu)化。調(diào)整焊縫參數(shù),使焊縫寬度大于6mm,原焊縫長度增加8mm并增加一道焊縫(見圖8),降低焊縫最大應力。
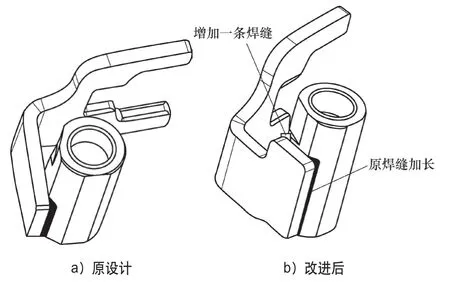
圖8 焊縫改進
對更改材料和焊縫參數(shù)后的撥叉進行有限元分析,發(fā)現(xiàn)焊縫最大應力已降為683.85 N/mm2,滿足設計要求,如圖9所示。對改后的焊接撥叉進行臺架試驗,未再次發(fā)現(xiàn)焊接失效問題。

圖9 應力分析
結(jié)語
對某激光焊接撥叉的焊縫失效問題進行了試驗與仿真研究,據(jù)此提出了解決焊縫失效問題的技術方案,并最終獲得了優(yōu)化的結(jié)構設計方案和焊接參數(shù)方案,結(jié)論如下:
1)激光焊接撥叉強度的有限元分析結(jié)果與實際情況基本吻合,可見有限元分析可預測設計是否存在失效風險。
2)撥叉零件材料選擇不當會導致焊接處疲勞失效。
3)焊接熔深、長度不足會導致焊接強度不足,從而導致零件失效。
4)通過合理選材,優(yōu)化焊縫數(shù)量、焊接熔深及焊接長度,可解決撥叉焊縫失效問題。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年18期)2018-11-14 01:48:24
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
山東工業(yè)技術(2016年15期)2016-12-01 05:31:22
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
