鍛后控冷工藝在車橋齒輪毛坯鍛造過程中的應用
2022-05-27 14:35:38鄭冠軍滕斐高永強
汽車工藝師 2022年5期
關鍵詞:工藝
鄭冠軍,滕斐,高永強
鄭州華威齒輪有限公司 河南鄭州 452370
汽車齒輪毛坯屬于低碳合金鋼鍛件,碳元素含量少,淬透性一般,經滲碳+淬火之后,齒輪表面具有高的耐磨性和強度,心部具有較高的強度和良好的韌性。主要應用在具有一定沖擊載荷的和變載荷的工況下,如汽車前后橋傳動齒輪。在實際生產中,由于20CrMnTi、8620鋼件的正火加熱溫度要比滲碳溫度高出10~30℃,這樣材料在滲碳時,組織不會繼續發生變化和晶粒度變化,滲碳后不易造成馬氏體粗大或工件變形超差。目前對于齒輪鋼的正火加熱溫度一般為920~940℃,這樣造成電費過高。為了既能保證工件毛坯質量,使毛坯有良好的切削性能,同時又能有效地降低加熱成本,亟需一種新的正火冷卻工藝方法,通過鍛后控冷工藝使毛坯工件快速通過兩相區(Ar3~Ar1),抑制先共析鐵素體析出,改善冷卻均勻性,提高工件的綜合力學性能。汽車后主、從動齒輪毛坯如圖1和圖2所示。
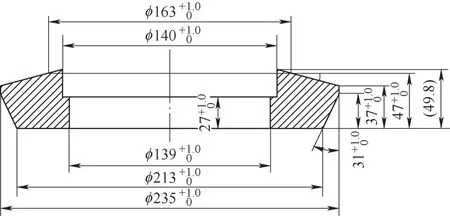
圖1 汽車后從動齒輪鍛造毛坯
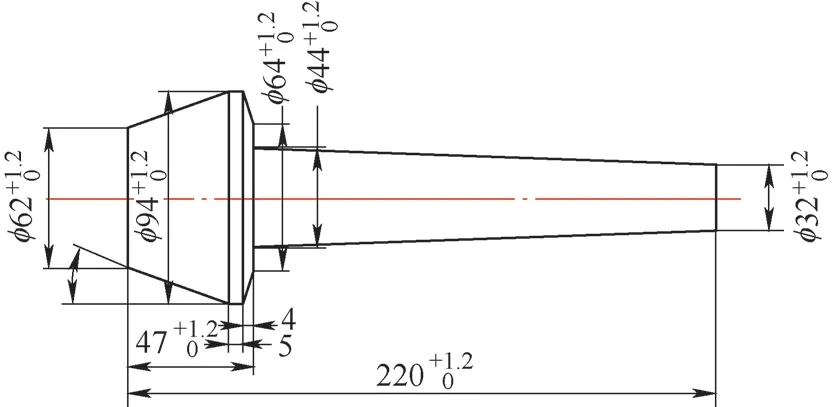
圖2 汽車后主動齒輪鍛造毛坯
鍛后控冷工藝過程
現采用一種新型正火液,利用鍛造后的余溫(從齒毛坯終鍛溫度約900~950℃;主齒毛坯終鍛溫度約960~980℃),將工件放在正火液中進行冷卻。該類正火液為高分子聚合物,與水完全互溶,且無逆溶性,屬于勻速冷卻介質,蒸汽膜階段長,冷卻曲線平直,最大冷速介于空氣與淬火油之間,不同濃度正火液與空氣、淬火油的冷卻曲線如圖3所示。工件完全浸入正火液中,散熱主要以輻射和對流的方式進行,冷卻均勻性優于風冷,同時較快的冷卻速度,可使工件快速通過兩相區,抑制先析鐵素體的析出,提高珠光體的含量,具體工藝過程如下:
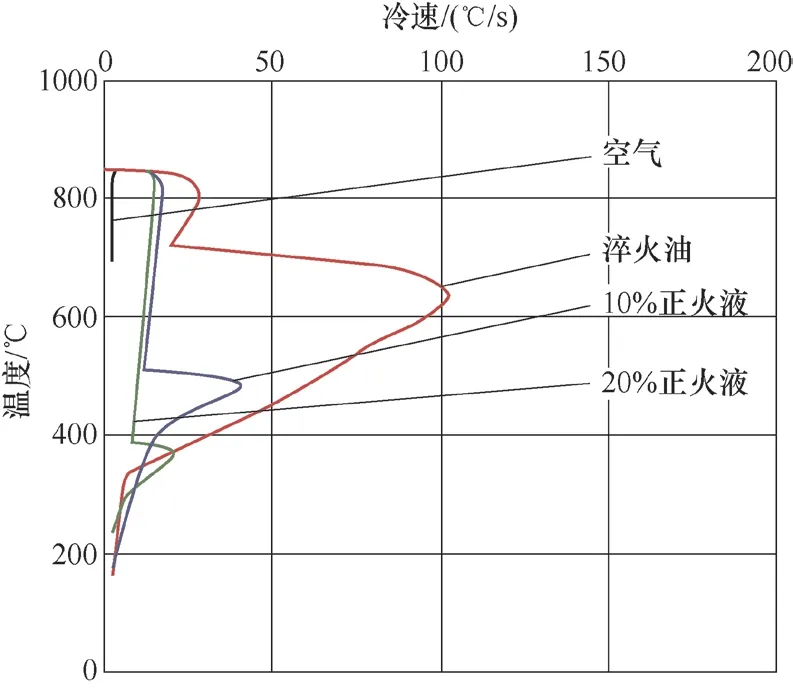
圖3 正火液與空氣、淬火油液冷卻特性曲線
鍛后控冷工藝:齒坯終鍛結束后,直接浸入19%KR1280 正火液中冷卻,控制出液溫度在 650~750℃,在保溫筐中進行緩慢冷卻到室溫,放入等溫正火線中780℃等溫 3h,出爐后空冷。
試驗過程
1.試驗材料
試驗所用材料為20CrMnTiH,其化學成分見表1。試驗工件最大有效厚度如圖1和圖2所示。

表1 20CrMnTiH材料化學成分 (質量分數:%)
2.試驗設備
采用額定功率為450kW的中頻感應電源加熱,采用立式輾環機成型,鍛造成型結束后,保證工件終鍛溫度為900~950℃;采用正火槽進行冷卻,水槽容積約13.5m3,配有二個變頻攪拌電動機;采用數顯布氏硬度計進行硬度檢測;采用金相顯微鏡進行金相組織觀察。
3.試驗方法
在正火槽內配制19%濃度(質量分數)的正火液,槽體尺寸:3m×2.5m×1.8m,加自來水至液深1.2m,然后加入 9 桶 KR1280 原液,再加自來水至液深1.5mm,槽液濃度為 19%。
最大冷卻速度約20℃/s。工件通過滑道,直接浸入 KR1280 正火槽冷卻,通過調整網帶的提升速度,控制出液溫度為650~750℃,隨后在保溫筐中進行緩慢冷卻到室溫,再裝入等溫正火線中以780℃等溫3h,削除組織內應力,不需再進行常規的正火處理,控制工件硬度就能保證在機加工范圍技術要求(160~195HB),直接進行機加工。
4.實驗過程工藝
(1)從齒毛坯 參數如下:
P27 被齒齒坯材料 :20CrMnTiH;
始鍛溫度:1060~1080℃;
終鍛溫度:900~950℃;
提升鏈板電動機頻率:12Hz;
齒坯鍛后控冷+高溫回火工藝路線如圖4所示。
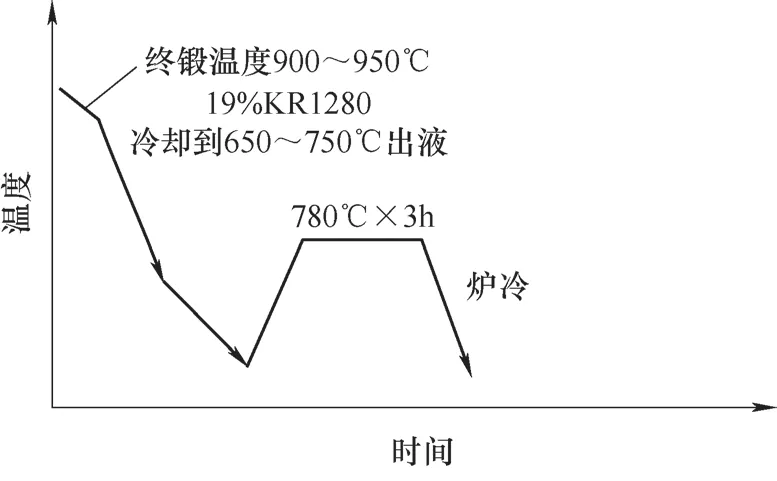
圖4 被動齒輪毛坯鍛后控冷+高溫回火工藝
20CrMnTiH 被齒毛坯經過終鍛結束后,直接浸入19%KR1280勻速冷卻介質中冷卻42s(通過調整提升鏈板的電機頻率實現)后,冷至650~750℃出液,隨后在保溫筐中進行緩慢冷卻到室溫,再放入等溫正火爐中,進行780℃保溫3h,消除內應力,均勻硬度,最終獲得鐵素體+球狀珠光體組織。
(2)主齒毛坯 參數如下:
P27 主齒齒坯材料 :20CrMnTiH;
始鍛溫度:1080~1100℃;
終鍛溫度:960~980℃;
提升鏈板電動機頻率:8Hz;
齒坯鍛后控冷+高溫回火工藝路線如圖5所示。
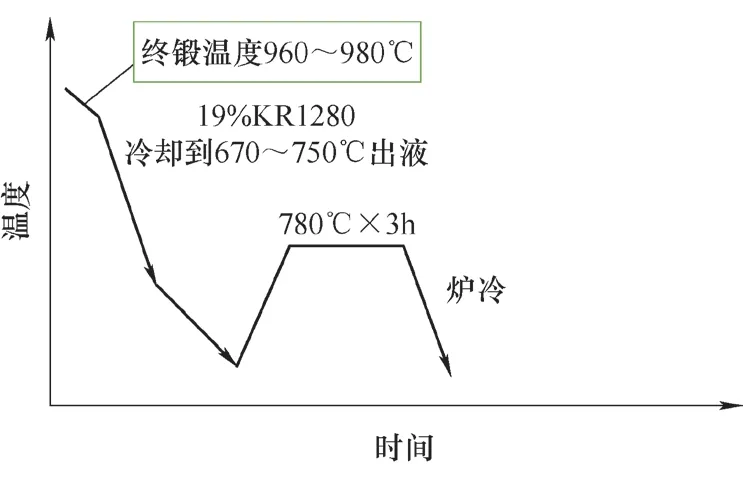
圖5 主動齒輪毛坯鍛后控冷+高溫回火工藝
20CrMnTiH 主齒毛坯經過終鍛結束后,直接浸入19%KR1280 勻速冷卻介質中冷卻46s(通過調整提升鏈板的電動機頻率實現)后,冷至 650~750℃出液,落入保溫料框內空冷。隨后在保溫筐中進行緩慢冷卻到室溫,再放入等溫正火爐中,進行 780℃保溫3h,消除內應力,均勻硬度,最終獲得鐵素體+球狀珠光體組織。
結果與討論
1.硬度檢測
檢測試樣由實驗工件毛坯切割而成,有效厚度15mm。試樣經磨、拋后,采用數顯布氏硬度計(HB-3000B型)檢測高溫回火后的硬度,并與常規正火空冷硬度進行對比,硬度檢測結果見表2。
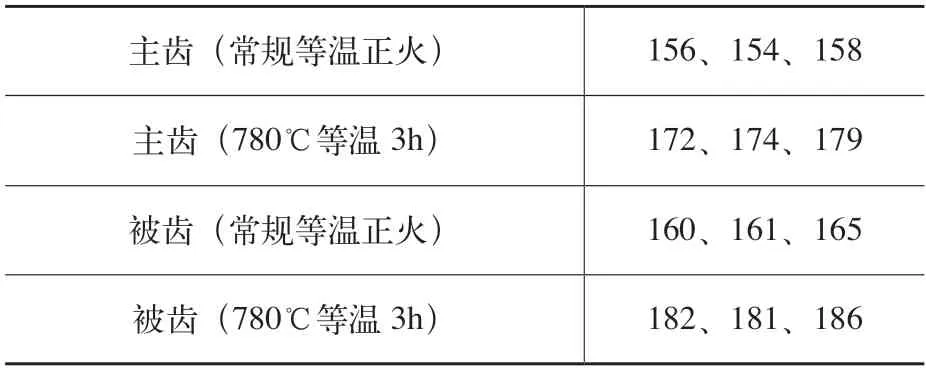
表2 常規等溫正火與控冷工藝毛坯硬度對比(單位:HB)
對于20CrMnTiH 齒坯,常規等溫正火,鍛后采用19%KR1280 冷卻,控制出液溫度至 650~750℃,在保溫筐中進行緩慢冷卻到室溫,再進行780℃等溫 3h,主齒硬度比普通正火硬度高20HB左右,被齒硬度比普通正火硬度高21HB左右,有效地改善了機械加工的切割性能。
2.金相組織檢測
檢測試樣由實驗工件毛坯切割而成,有效厚度15mm。試樣經磨、拋后,采用金相顯微鏡觀察,并與常規正火空冷金相組織進行對比,金相照片如圖6和圖7所示。主齒控冷工藝650~750℃出液,冷至室溫,780℃等溫3h金相組織,金相照片如圖8所示。被齒控冷工藝650~750℃出液,冷至室溫,780℃等溫3h 金相組織,金相照片如圖9所示。
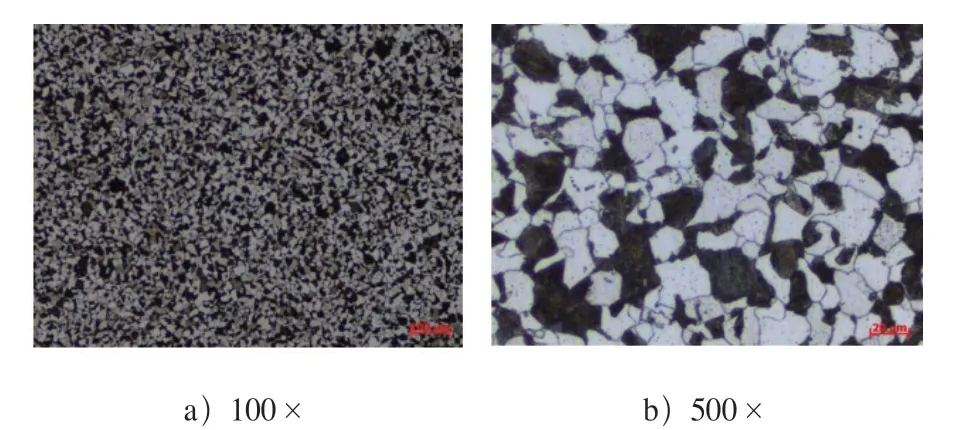
圖6 P27主齒常規等溫正火金相組織
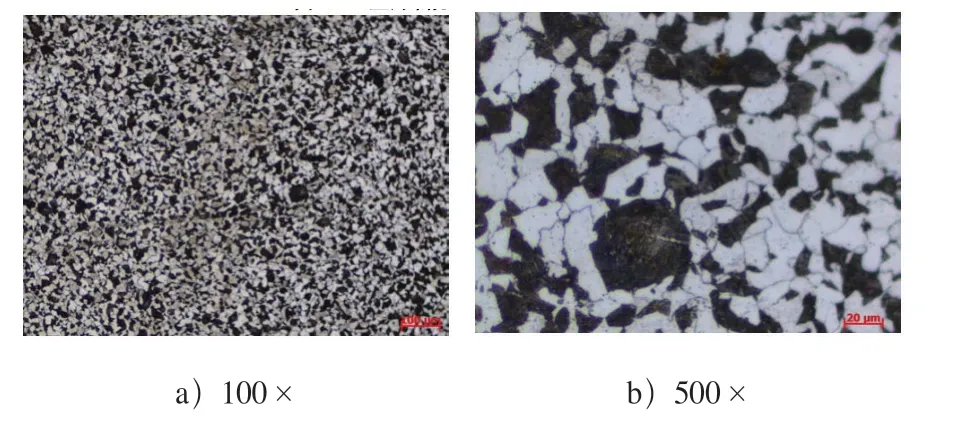
圖7 P27被齒常規等溫正火金相組織
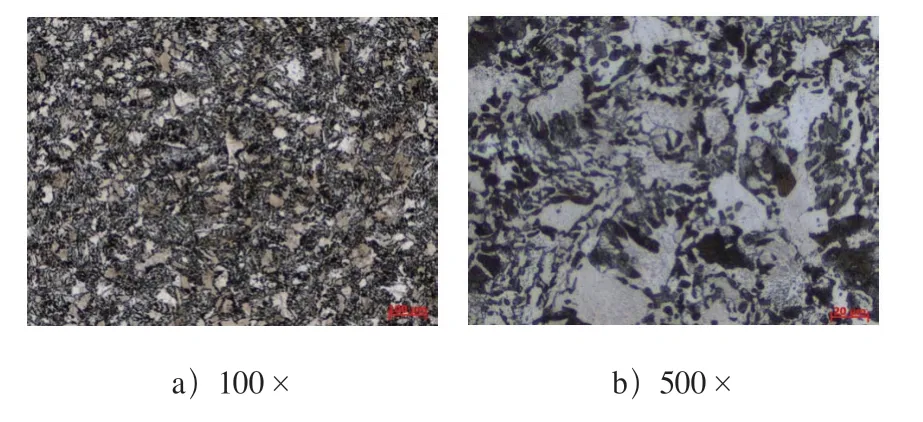
圖8 P27 主齒控冷工藝金相組織
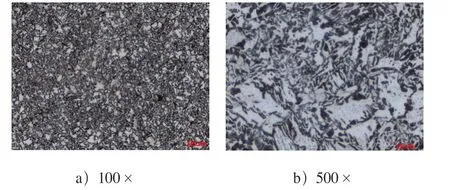
圖9 P27 被齒 控冷工藝金相組織
對于20CrMnTiH 材質的主被齒毛坯,采用常規等溫正火處理,加熱溫度為940℃,等溫溫度為520℃,處理之后,主齒、從齒金相組織均為:正火狀態的晶粒比較均勻的片狀珠光體+鐵素體組織鐵,晶粒比較細小。
對于20CrMnTiH 主被齒毛坯,終鍛結束后,迅速轉移至 KR1280 正火液中冷卻,冷至 650~750℃出液,在保溫料框中冷卻至室溫,隨后在等溫正火線上采用780℃等溫3h,金相組織為鐵素體+珠光體,部分珠光體呈球狀。
機加工后質量檢測
正火之后毛坯經機械加工后齒輪齒面質量情況見表3。
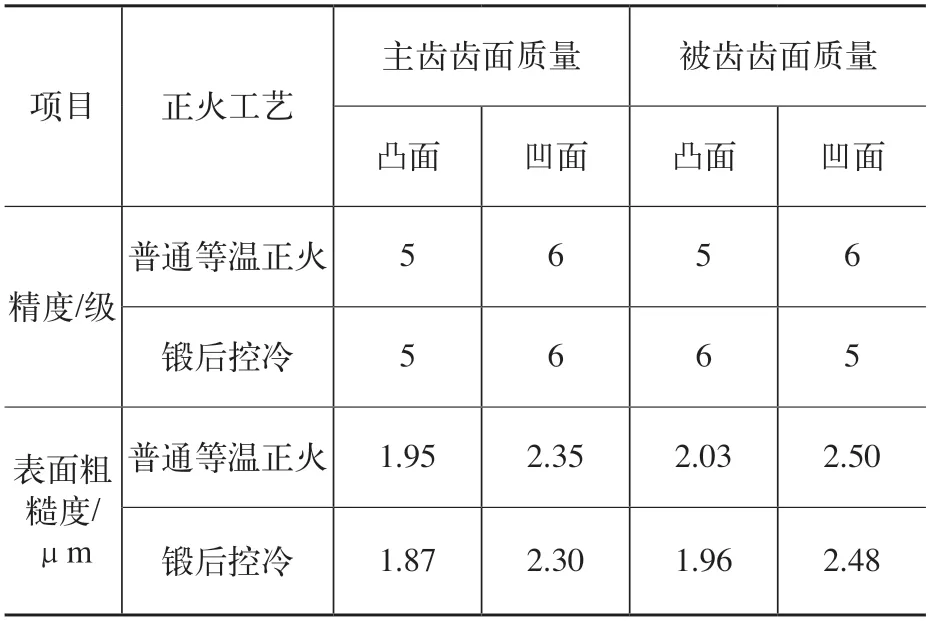
表3 正火之后毛坯經機械加工后齒輪齒面質量情況
采用 KR1280 正火液鍛后控冷,主、被齒機加工精度 5~6 級,滿足技術要求(≤6 級),表面粗糙度值較小,主從齒凸面表面粗糙度值比常規等溫正火后切齒的表面粗糙度值低0.05μm左右。被齒切齒后,工件齒面粗糙度與普通正火工藝基本相當。
結語
1)19%濃度的正火液冷卻速度遠大于空冷,工件在冷卻過程中,可快速通過兩相區(Ar3~Ar1),抑制先共析鐵素體相析出,提高了組織中索氏體含量。
2)工件經控冷工藝:正火液冷卻、高溫回火后,正火硬度比普通等溫正火工藝正火后硬度高20HB左右,提高機械加工的切削性能。
3)節約能源,采用19%濃度的正火液控冷工藝后,省掉了等溫正火的加熱工藝過程,可節約電能約300kW·h/t,節約成本250元/t。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
