6014鋁合金常溫力學(xué)性能及本構(gòu)方程研究
2022-04-27 06:00:38葉帥奇蔡玉俊李國(guó)和
機(jī)械設(shè)計(jì)與制造 2022年3期
關(guān)鍵詞:方向
葉帥奇,蔡玉俊,李國(guó)和,楊 嵩
(1.天津職業(yè)技術(shù)師范大學(xué)汽車模具智能制造技術(shù)國(guó)家地方聯(lián)合工程實(shí)驗(yàn)室,天津300222;2.貴州工程應(yīng)用技術(shù)學(xué)院機(jī)械工程學(xué)院,貴州 畢節(jié) 551700;3.北華航天工業(yè)學(xué)院工業(yè)技術(shù)中心,河北 廊坊 065000)
1 引言
當(dāng)前,我國(guó)的節(jié)能減排工作面臨著十分嚴(yán)峻的局面,而汽車行業(yè)則是污染物排放量的大戶,2017年全國(guó)汽車四項(xiàng)污染物排放總量為4359.7萬(wàn)噸。一輛轎車質(zhì)量若減輕10%,其油耗可降低(8~10)%[1],因此汽車的輕量化成為節(jié)能減排的關(guān)鍵技術(shù)。鋁合金材料是汽車輕量化中最常用的替代材料,其具有質(zhì)量輕、比強(qiáng)度高、比剛度大、耐蝕性好等優(yōu)點(diǎn)。6014鋁合金板料作為變形鋁合金能夠很好地滿足汽車對(duì)殼體材料性能的要求[2],因此,用鋁合金板材代替鋼板制造汽車覆件已成為當(dāng)前汽車行業(yè)的重要發(fā)展趨勢(shì)之一[3]。
6014鋁合金在存在著沖壓成形性能不足的問(wèn)題:如延伸率較低易開(kāi)裂、成型后回彈變形量大等,因此很有必要對(duì)其力學(xué)性能進(jìn)行研究,但目前關(guān)于6014鋁合金力學(xué)性能的研究非常有限且都集中在熱成型方面:文獻(xiàn)[4]通過(guò)熱拉伸試驗(yàn)獲得6014鋁合金在中低溫和高溫下的真實(shí)應(yīng)力-應(yīng)變曲線,分別建立了6014鋁合金在中低溫成形和高溫成形下本構(gòu)方程;文獻(xiàn)[5]研究了不同預(yù)變形對(duì)6014鋁合金板材在不同應(yīng)變速率下的力學(xué)性能的影響,得到6014鋁合金室溫下的變形以滑移變形為主的結(jié)論。
然而在現(xiàn)實(shí)生產(chǎn)中,由于板料加熱保溫設(shè)備成本高昂、沖壓生產(chǎn)線熱成形生產(chǎn)節(jié)拍達(dá)不到大批量生產(chǎn)需求,目前的6014鋁合金板材還主要以常溫沖壓為主。為了解決6014鋁合金板料在實(shí)際生產(chǎn)中存在的各種問(wèn)題,需要對(duì)其在常溫下的力學(xué)性能進(jìn)行深入研究。通過(guò)對(duì)6014鋁合金板料在常溫下進(jìn)行單向拉伸試驗(yàn),獲得其真實(shí)應(yīng)力-應(yīng)變曲線,并建立其Johnson-Cook本構(gòu)模型,為后續(xù)有限元仿真分析打下理論基礎(chǔ)。
2 試驗(yàn)
試驗(yàn)中采用的是T4狀態(tài)的6014鋁合金板料,厚度為1mm,其化學(xué)成分,如表1所示。

表1 6014鋁合金板料化學(xué)成分(%,質(zhì)量分?jǐn)?shù))Tab.1 Chemical Composition of Aluminum Alloy Sheet 6014(%,mass fraction)
根據(jù)GB∕T228.1-2010中試件制備要求,利用線切割機(jī)床進(jìn)行板料切割,分別沿板料軋制方向0°、45°、90°方向上切割拉伸試樣。試樣具體尺寸,如圖1所示。
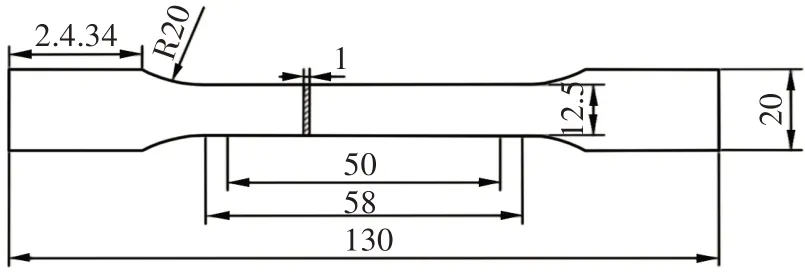
圖1 試樣尺寸圖(單位:mm)Fig.1 Sample Size Chart(unit:mm)
在電子萬(wàn)能試驗(yàn)機(jī)進(jìn)行準(zhǔn)靜態(tài)和動(dòng)態(tài)單向拉伸試驗(yàn),以恒定應(yīng)變速率0.001S-1、0.01S-1、0.1S-1分別進(jìn)行試驗(yàn),每組試驗(yàn)進(jìn)行三次,試驗(yàn)結(jié)果取三次數(shù)據(jù)的平均值,試驗(yàn)設(shè)備及拉斷后的試件,如圖2所示。
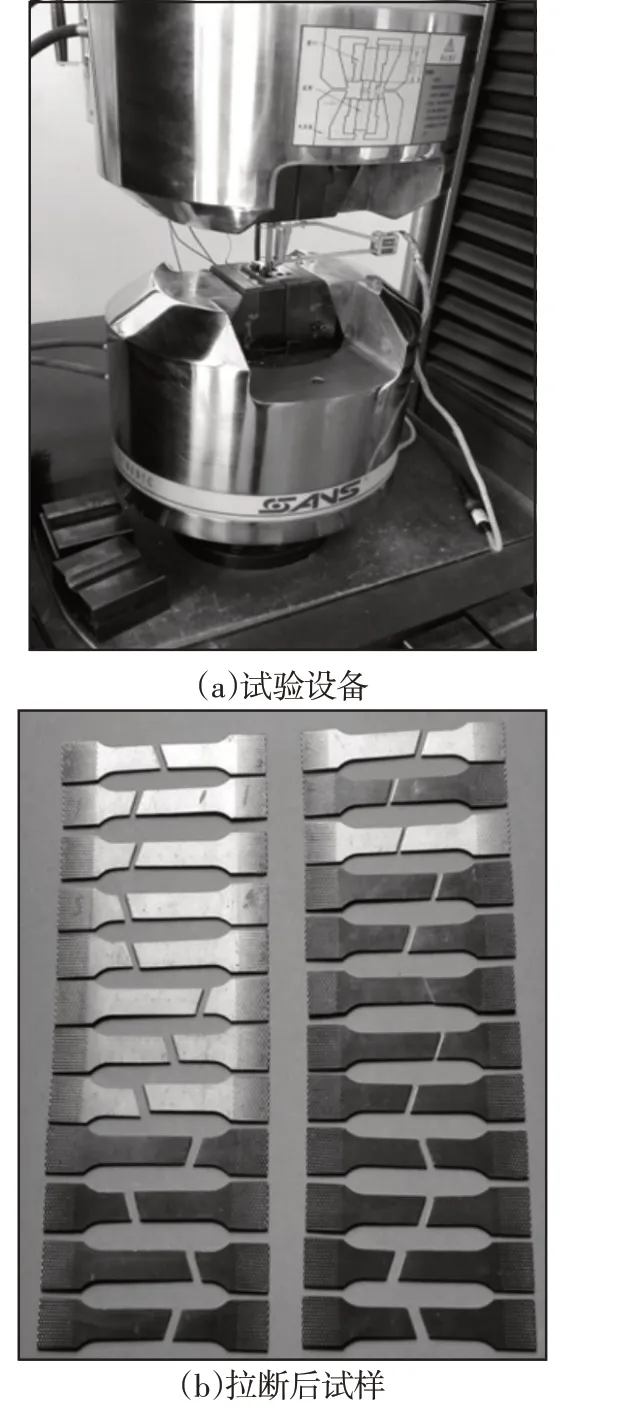
圖2 準(zhǔn)靜態(tài)拉伸試驗(yàn)Fig.2 Quasi-Static Tensile Test
3 試驗(yàn)結(jié)果及分析
沿板料軋制方向分別為0°、45°、90°,不同應(yīng)變速率下拉伸試驗(yàn)獲得的真實(shí)應(yīng)力-應(yīng)變曲線,如圖3所示。
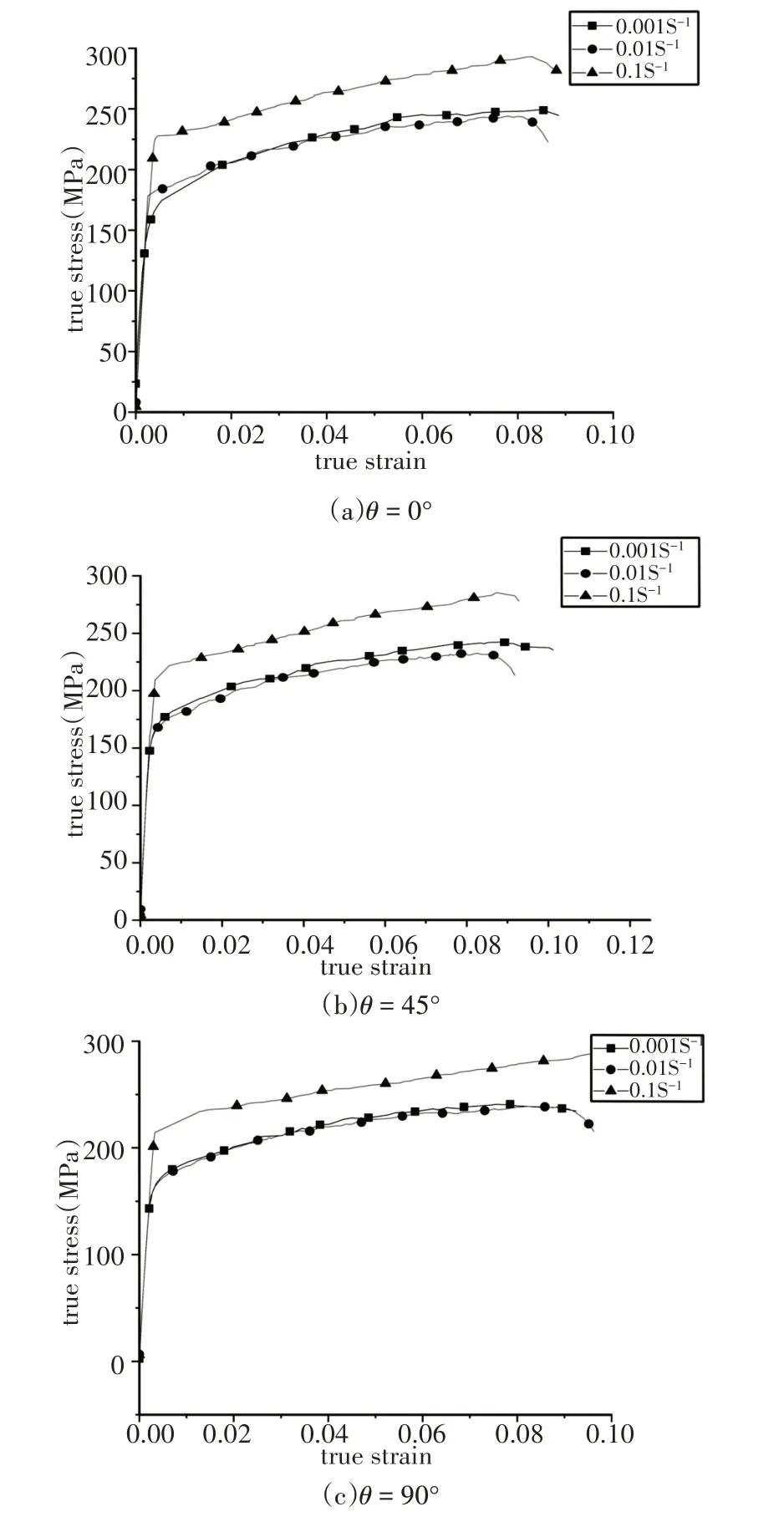
圖3 θ=0°、45°、90°時(shí)的真實(shí)應(yīng)力-應(yīng)變曲線Fig.3 True Stress-Strain Curves atθ=0°、45°and 90°
由圖3可知在沿板料軋制方向0°、45°和90°試樣中,真實(shí)應(yīng)力-應(yīng)變曲線變化趨勢(shì)基本一致,在彈性變性階段,真實(shí)應(yīng)力和真實(shí)應(yīng)變二者之間是線性關(guān)系,在過(guò)屈服點(diǎn)之后,真實(shí)應(yīng)力隨真實(shí)應(yīng)變?cè)鲩L(zhǎng)的趨勢(shì)變緩,但增長(zhǎng)的趨勢(shì)不變,直至達(dá)到強(qiáng)度極限后真實(shí)應(yīng)力值開(kāi)始急劇下降,試樣被拉斷。在沿板料軋制方向0°、45°和90°中,抗拉強(qiáng)度的最大值均是出現(xiàn)在應(yīng)變速率為0.1S-1時(shí),最小抗拉強(qiáng)度均是出現(xiàn)在應(yīng)變速率為0.01S-1時(shí),但應(yīng)變速率為0.001S-1時(shí)的抗拉強(qiáng)度與應(yīng)變速率為0.01S-1時(shí)的抗拉強(qiáng)度差別不大。三個(gè)方向的屈服強(qiáng)度均是隨應(yīng)變速率的增加而增大,當(dāng)應(yīng)變速率為0.001S-1時(shí),屈服強(qiáng)度均最小,當(dāng)應(yīng)變速率為0.1S-1時(shí),屈服強(qiáng)度均最大。由屈強(qiáng)比值可知,在沿板料軋制方向0°、45°和90°中當(dāng)應(yīng)變速率最小時(shí),材料的屈強(qiáng)比最小,這說(shuō)明材料的塑性變形階段過(guò)程最長(zhǎng),最有利于沖壓成形。
由圖4可知在0.001S-1、0.01S-1、0.1S-1三種應(yīng)變速率下沿板料軋制0°方向上的屈服強(qiáng)度和抗拉強(qiáng)度始終最大,90°方向的抗拉強(qiáng)度值次之,45°方向上的抗拉強(qiáng)值至最小,因此,沿板料軋制0°方向上的材料在沖壓過(guò)程中最不易發(fā)生拉裂的缺陷;其次,在三種應(yīng)變速率下沿板料軋制90°方向上的屈強(qiáng)比值均為最小,材料的塑性變形階段過(guò)程最長(zhǎng),最有利于沖壓成形。因此,在生產(chǎn)中裁料時(shí)盡量沿與板料軋制0°、90°這兩個(gè)方向進(jìn)行。
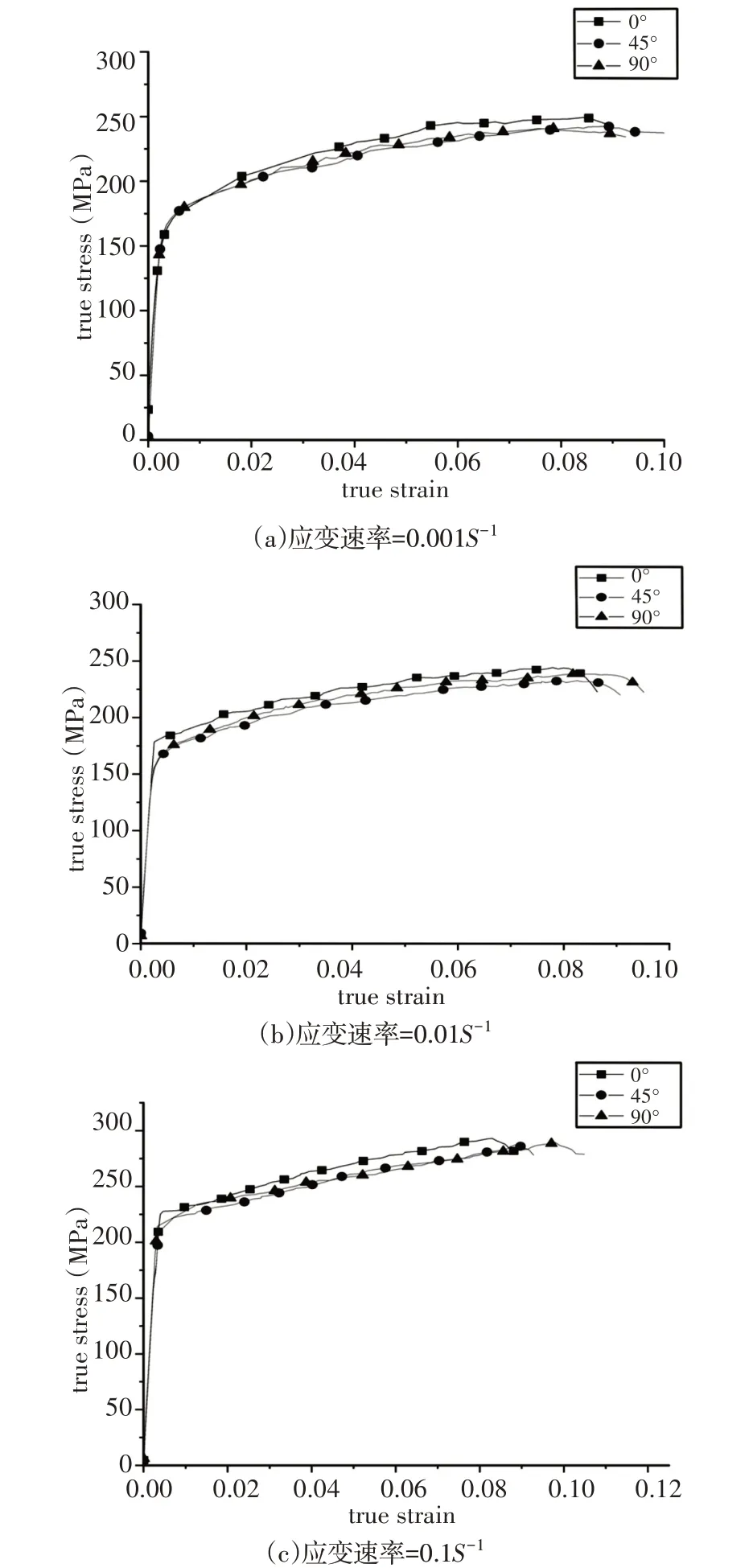
圖4 應(yīng)變速率=0.001S-1、0.01S-1、0.1S-1時(shí)的真實(shí)應(yīng)力-應(yīng)變曲線Fig.4 True Stress-Strain Curves at Strain Rates=0.001S-1,0.01S-1and 0.1S-1
從上述試驗(yàn)結(jié)果可知:6014鋁合金板料抗拉強(qiáng)度隨著應(yīng)變速率的增大而增大,屈強(qiáng)比也是隨著應(yīng)變速率的增大而增大。沿軋制方向0°方向上的抗拉強(qiáng)度最大,90°方向抗拉強(qiáng)度次之,45°方向抗拉強(qiáng)度最小,但綜合來(lái)看,屈強(qiáng)比則是90°方向最小。
4 本構(gòu)方程的擬合
Johnson-Cook本構(gòu)模型是通過(guò)大量試驗(yàn)數(shù)據(jù)建立起來(lái)的經(jīng)驗(yàn)型本構(gòu)方程,它由三部分構(gòu)成,分別表征金屬等材料的應(yīng)變硬化效應(yīng)、應(yīng)變率強(qiáng)化效應(yīng)及溫度軟化效應(yīng)[6-7]。其方程結(jié)構(gòu)簡(jiǎn)單明了,所求參數(shù)較少,在工程上應(yīng)用非常廣泛[8]。其表達(dá)式如下:

式中:σ—等效應(yīng)力(MPa);εn—等效塑性應(yīng)變;T?—無(wú)量綱溫度,T?=(T-T r)∕(T m-T r),T r—室溫;T m—材料熔點(diǎn);—塑性應(yīng)變率—試驗(yàn)用應(yīng)變速率—參考應(yīng)變速率,一般取(0.1~10-5)S-1,這里取0.001S-1;A,B,n,C,m—材料自身參數(shù),需要通過(guò)材料的應(yīng)力-應(yīng)變曲線進(jìn)行擬合求得。
由于進(jìn)行的試驗(yàn)是在室溫下進(jìn)行的;因此不考慮公式(1)的第三部分,即溫度軟化效應(yīng)這一項(xiàng),Johnson-Cook公式變?yōu)椋?/p>

此時(shí),公式中只有A,B,n,C四個(gè)參數(shù)需要擬合計(jì)算。
(1)關(guān)于A,B,n這三個(gè)參數(shù)的擬合。

式(3)移項(xiàng)后等式兩邊取自然對(duì)數(shù)可得:

由(4)式可以知道,該式是以ln(σ-A)和lnε為變量和自變量的一次函數(shù)直線方程,n為其斜率,lnB為其截距[9],A是試驗(yàn)中材料的屈服強(qiáng)度,分別為184MPa、170.5MPa、170.5MPa。n和lnB可以利用應(yīng)變速率為0.001S-1時(shí),與軋制方向成0°、45°、90°三組試驗(yàn)中的應(yīng)力-應(yīng)變數(shù)據(jù)代入(4)中進(jìn)行一次函數(shù)直線方程擬合求得。擬合結(jié)果,如圖5所示。可知沿軋制方向0°方向上B=659.7823,n=0.8753,沿軋制方向45°方向上B=508.3957,n=0.7762,沿軋制方向90°方向上B=415.2538,n=0.6935。
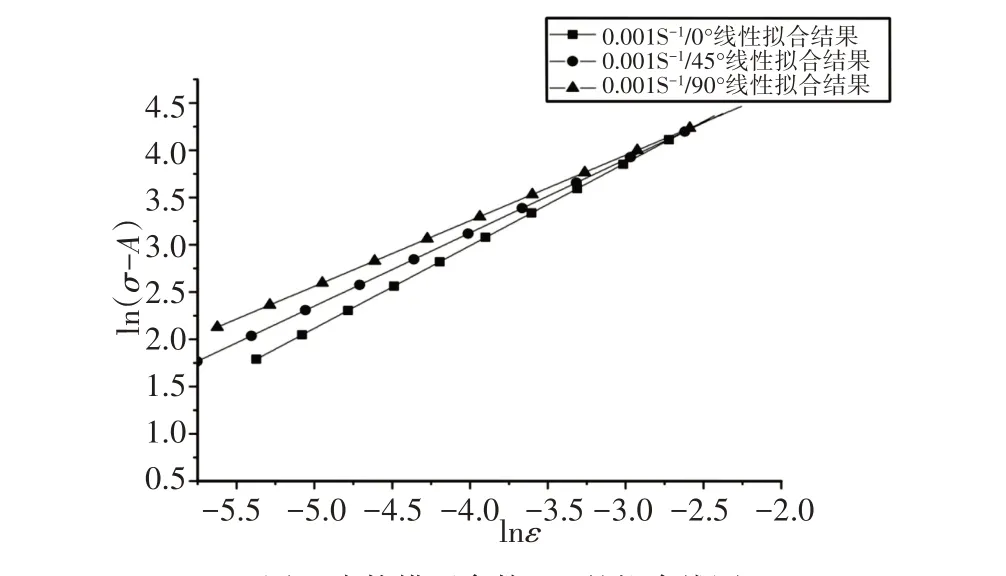
圖5 本構(gòu)模型參數(shù)B,n的擬合線圖Fig.5 Fitting Line Diagram of Parameters B and n in Constitutive Model
(2)C值的求解
當(dāng)A,B,n這三個(gè)參數(shù)均已知后,(2)式中只有一個(gè)未知數(shù)C,此時(shí)可以將(2)式化為[10]:

將其余兩組實(shí)驗(yàn)的應(yīng)力-應(yīng)變數(shù)據(jù)代入上式可以求得三個(gè)方向上的C值分別為:0.03239、0.03768、0.03089。
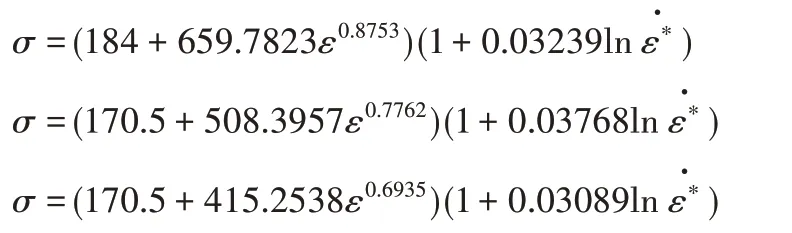
由上述可知6014鋁合金板料沿軋制方向0°、45°、90°三個(gè)方向上的Johnson-Cook本構(gòu)方程分別為:
5 本構(gòu)方程精度分析
對(duì)于擬合精度的表征,雖然常用的是殘差平方和這一參數(shù),但是殘差平方和對(duì)于定量判定擬合結(jié)果的優(yōu)劣也存在一定的局限性。為了提高擬合優(yōu)度,origin軟件引入了決定系數(shù)R2(Coefficient Of Determination,即COD)。決定系數(shù)R2的取值范圍為(0~1)之間,R2的值越接近1,說(shuō)明擬合效果越好,擬合曲線與原始曲線越接近。從實(shí)際的擬合結(jié)果可知,在與軋制方向0°方向上,,其決定系數(shù)值為0.8996,在與軋制方向45°方向上,其決定系數(shù)值為0.9336,在與軋制方,90°方向上,其決定系數(shù)值為0.9389。因此,擬合精度可以達(dá)到工程應(yīng)用要求,具有一定的實(shí)用價(jià)值。不同應(yīng)變速率下的真實(shí)應(yīng)力-應(yīng)變曲線與其擬合曲線的比較圖,如圖6所示。
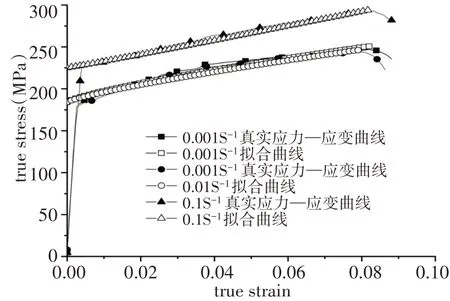
圖6 不同應(yīng)變速率下的應(yīng)力-應(yīng)變曲線擬合圖Fig.6 Fitting Diagram of Stress-Strain Curve at Different Strain Rates
6 結(jié)論
(1)6014鋁合金板料抗拉強(qiáng)度隨著應(yīng)變速率的增大而增大,屈服強(qiáng)度也是隨著應(yīng)變速率的增大而增大;沿軋制方向0°方向上的抗拉強(qiáng)度最大,90°方向抗拉強(qiáng)度次之,45°方向抗拉強(qiáng)度最小,但綜合來(lái)看,屈強(qiáng)比則是90°方向最小。
(2)經(jīng)過(guò)擬合計(jì)算得到應(yīng)變速率為(0.001S-1~0.1)S-1,沿軋制方向0°、45°、90°方向上6014鋁合金材料的Johnson-Cook本構(gòu)模型方程分別為:

猜你喜歡
計(jì)算機(jī)應(yīng)用(2023年1期)2023-02-03 03:09:28
音樂(lè)天地(音樂(lè)創(chuàng)作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
計(jì)算機(jī)應(yīng)用(2022年1期)2022-02-26 06:57:42
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
數(shù)學(xué)小靈通(1-2年級(jí))(2021年3期)2021-04-13 01:01:58
計(jì)算機(jī)應(yīng)用(2021年3期)2021-03-18 13:44:48
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
數(shù)學(xué)小靈通·3-4年級(jí)(2017年11期)2017-11-29 01:35:50
