薄板焊接變形感應熱矯正線圈方案選擇
2022-04-21 02:35:50王來臻段瑞彬李寶健王克寬白云龍
石油工程建設 2022年2期
王來臻,段瑞彬,李寶健,龍 斌,王克寬,白云龍
1.中國石油集團工程技術研究有限公司,天津 300451
2.國家石油天然氣管網集團有限公司建設項目管理分公司,北京 100013
3.天津工業大學,天津 300387
在船舶的實際制造過程中,在不影響其結構強度的前提下應盡可能減輕船身的質量。為了滿足這一要求,經常采用薄板焊接結構。由于鋼板較薄,在焊接過程中又受到焊接應力的影響,薄鋼板必然會產生較大的彎曲變形,因此將嚴重影響船舶的質量,同時也使艦船表面不夠平整[1-2]。國內建造船體時,一般使用火焰矯正法對薄鋼板變形進行矯正,但這一方法會消耗大量能源,嚴重污染環境,且十分依賴工人的經驗,因此嚴重影響相關生產過程的效率和質量。
在工業上,感應加熱線圈的應用非常廣泛。感應線圈有不同的作用方式和結構形式:根據磁通方向進行分類,可分為縱向磁通感應線圈和橫向磁通感應線圈;根據線圈截面形狀進行分類,可分為矩形截面線圈、圓形截面線圈、變截面線圈等。由于感應線圈與工件之間的形位關系會在很大程度上影響磁通密度的分布,繼而影響熱矯正效果,所以需要根據工件類型選擇適當的感應線圈。羅馬尼亞的Fireteanu V等[3]嘗試改變傳統的縱向磁通線圈,設計了橫向磁通感應線圈;該團隊計算了不同工件材料在橫向磁通線圈下的電磁場分布規律,綜合分析之后,建立了四種電磁場數學模型。張雪彪等[4-6]以COMSOL軟件為平臺,建立了板材感應熱成形的電磁-溫度場耦合有限元模型;其團隊利用鐵磁性材料制作導磁塊,改變了線圈磁場的分布,改善了系統的熱效率和成形效率。江蘇科技大學周宏[7-8]采用高斯熱源模型代替感應熱處理模型中作為磁場發生裝置的感應線圈,分析了薄板材料的熱物理參數在感應加熱過程中的變化規律以及對薄板彎曲成形的影響規律;該模型使感應加熱中磁場激發感應渦流的過程更加簡單明了,使計算效率得到了大幅度提高。
目前的研究主要存在以下問題:采用熱源模型為工件提供熱輸入,忽略了能量由線圈磁場向工件渦流的轉化過程,對整個工藝過程的描述不夠完整;由于感應線圈與工件之間的形位關系會在很大程度上影響磁通密度的分布情況,繼而影響熱矯正效果,所以需要根據工件類型選擇適用焊后薄板工件的感應線圈。綜上所述,需要尋找更加合理有效的研究方法,加快推進感應熱矯正技術在我國船舶建造領域的應用,進而提高建造工程的自動化程度和生產效率。
在薄鋼板焊接變形中頻感應熱矯正過程中,工件材料在加熱區存在較為復雜的熱彈性變形和塑性變形。線圈電流參數和結構參數、工件尺寸、冷卻方式、板材材質及加工鋼板的邊界支撐條件等因素影響著工件的變形量[9]。目前國內外對感應熱矯正過程的有限元研究存在著考慮因素不足、精度較差等問題。本文建立了磁、熱、力耦合的三維有限元模型,充分考慮了線圈與工件的形位關系、材料物理參數對溫度的依賴關系、電磁熱源描述的準確性等因素,探究了薄板感應熱矯正過程中線圈結構形式對矯正效果的影響。
1 有限元仿真與研究方案
研究采用COMSOL Multiphysics仿真平臺進行有限元分析計算。本文著重研究線圈匝數、線圈與工件間的空氣間隙等因素對薄鋼板焊接變形矯正效果的影響。
1.1 數學模型
感應加熱電源向感應線圈中輸入交變電流,以激發交變磁通,繼而在工件上感應出頻率相同的反向渦流電,渦流電的電動勢大小e(計量單位:V)可以由式(1) 計算得到[10]:

式中:N為線圈匝數;?為交變磁通,Wb;t為時間,s。
令?=?msinωt,則式(1) 可以寫作:

式中:?m為最大磁通,Wb;ω為角速度,rad/s。
即感應電動勢的有效值E(計量單位:V)可由下式計算得到:

式中:f為線圈輸入的電流頻率,Hz。
則工件上的渦流熱Q為:

式中:Q為待矯正焊接薄板中產生的渦流熱,J;I為感應線圈中交流電電流的有效值,A;R為焊接薄板的等效電阻,Ω。
1.2 材料性能參數
如圖1、圖2所示[11],在焊接過程及感應熱矯正過程中,Q345B船用薄鋼板的各項物理性能參數會隨著溫度的升高而呈非線性變化,該變化可采用內插函數的方式對其進行定義。
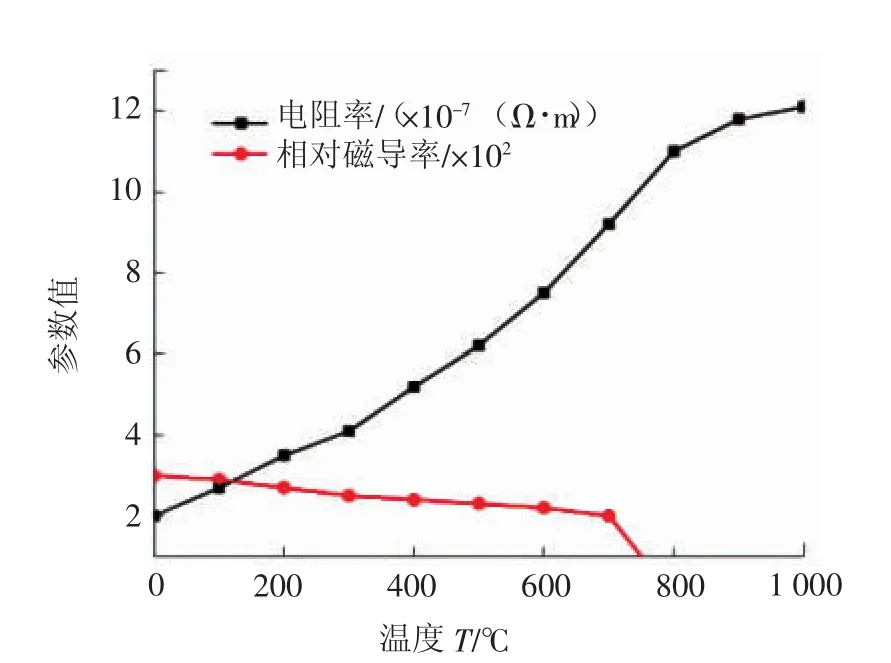
圖1 電磁特性參數
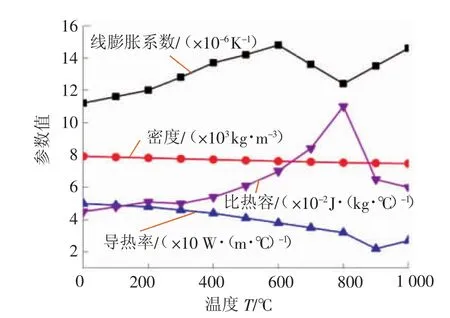
圖2 熱力學特性參數
1.3 邊界條件及載荷
在對工件進行實際加工過程中,一般采用單側裝夾的方式對工件進行裝夾,通過裝夾的壓緊、固定作用,限制薄鋼板長度方向一側邊緣的位移與變形。在模型中,是通過在鋼板上表面長度方向一側邊緣施加固定約束,在工件全部節點上施加重力加速度,從而實現重力載荷均勻分布的。
2 感應線圈結構方案
2.1 感應線圈壁厚的確定
為避免焦耳熱對線圈的影響,目前熱矯正感應線圈常采用中空水冷的形式,其使用的銅管壁厚應滿足下式要求[12]:

式中:δp為銅管壁厚,mm。
為使薄板上下表面間產生溫度梯度,感應熱矯正過程中的趨膚深度應小于薄板厚度的一半,即應滿足d≤3 mm的要求。趨膚深度大小為:

式中:d為趨膚深度,mm;ρ表示薄板的電阻率,Ω·m;μr表示薄板材料的相對磁導率。
當趨膚深度d≤3 mm時,線圈電流頻率應滿足f≥2000Hz的要求。在板材感應熱處理的生產實踐中,常用頻率為1 000~30 000 Hz,根據式(5),截面壁厚取值應為1.9~10.4 mm。結合研究中工件的外形尺寸,根據經驗,壁厚一般取值1.5~2.5 mm。在本文中,銅管壁厚δp=2 mm。
2.2 感應線圈匝數的確定
匝數的增加可以提高線圈的熱效率,但當匝數超過某一臨界值后,其數值的增加對效率的提升將不再有明顯影響,甚至還會使感應器與振蕩器的負載匹配遭到嚴重的破壞,造成經濟損失。根據實踐經驗,圖3可作為選擇橫向磁通感應線圈匝數的參考。由于研究中所采用的薄鋼板尺寸大,焊縫長度達到600 mm,為避免線圈尺寸過大而影響磁通密度分布的均勻性和線圈的結構強度,因而在設計橫向磁通感應線圈時,采取兩組線圈并列于焊縫方向,同時對薄板工件進行加熱的方式。即單組線圈對應的工件寬度為300 mm,感應線圈匝數N≤5匝。對于縱向磁通感應線圈,應參考線圈與工件形位關系的匹配程度,進而確定匝數取值。在本文中,為了方便比較各類型線圈的熱矯正效果,故也選取縱向磁通感應線圈的匝數N≤5匝。
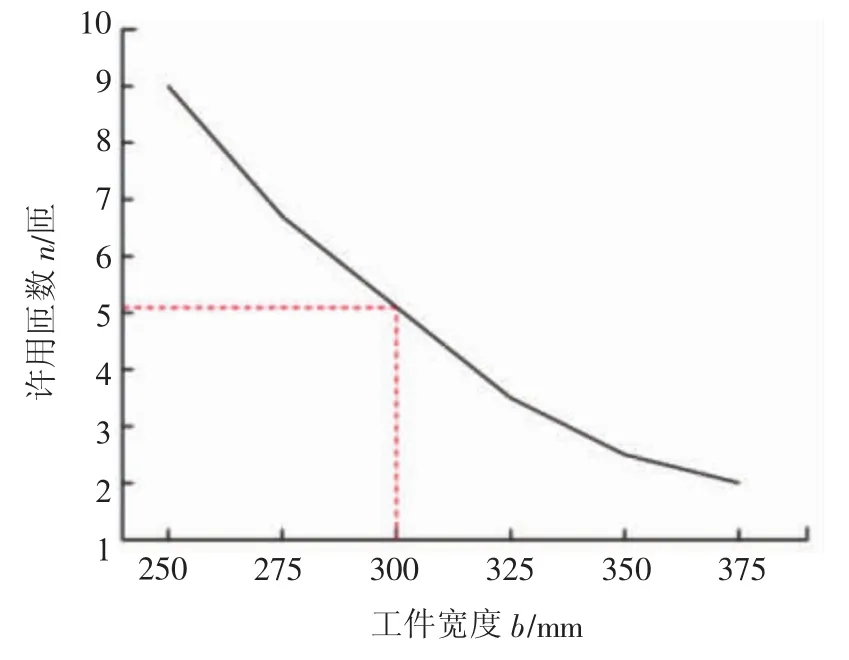
圖3 橫向磁通感應線圈許用匝數
2.3 感應線圈各匝間距及絕緣處理
在感應器中,為了得到均勻的加熱區域,應選用最小的螺距且線圈各匝之間不能有接觸,否則會造成線圈短路。本文主要采用以下2種方法進行匝間絕緣處理:
(1) 利用空氣絕緣。在各匝銅管間預留5~10mm的間距,線圈匝間距的大小與銅管的壁厚有關,應使得線圈匝之間的絕緣關系滿足式(7)所示的范圍要求:

式中:g為計算常數;b為感應線圈的匝間距,mm。
由上文可知,δp=2 mm,將其代入式(7),可得匝間距b的取值范圍:2.5 mm≤b≤10 mm。
(2)在線圈上纏繞無堿玻璃絲帶等絕緣材料。由于感應熱矯正過程中流經線圈的電流較大,出于安全考慮,本文采用方法(1)與方法(2)結合的方式,取匝間距為10 mm,并在線圈銅管上纏繞絕緣材料。
2.4 感應線圈與工件間的空氣間隙
感應線圈旁不同位置分布著不同的磁場,離銅管越近場強往往越大。在本文中,為保證熱矯正效果及工件材料的組織性能,需要保證熱影響區的溫度分布盡可能均勻,且升溫及降溫速率不會過快,應選擇較大的空氣間隙,故取線圈與工件的空氣間隙Xɑ≥10 mm。
2.5 感應線圈結構方案
當線圈相對于工件靜止不動時,需要選擇同待加熱區域形狀相似的感應線圈,通過控制加熱時間來完成熱處理過程,感應線圈形式對加熱效率和矯正效果均有較大影響。針對感應線圈的結構開展了研究,構建了包括縱向(線圈平面垂直于焊縫所在的平面)磁通矩形線圈(環繞)、縱向磁通矩形線圈(偏置)、橫向(線圈平面平行于焊縫所在的平面)磁通矩形線圈、橫向磁通圓形線圈在內的4種適用于薄板感應熱矯正的線圈模型,利用有限元法分別從加熱效果和應力應變兩個方面對矯正效果進行分析,進而選擇合理的線圈結構。所建立的4種線圈模型均按上文得出的截面尺寸進行構建。感應線圈由空心紫銅管制成,線圈銅管截面示意如圖4所示。為了使線圈在工作過程中不因溫度過高而燒毀,在銅管中通以冷卻水以達到降溫的目的。與此同時在進行線圈設計時還應該考慮圓環效應對該設計的影響,以及考慮感應線圈的機械強度問題和通入冷卻水后對線圈的冷卻效果。參考實際工程經驗,對于圓形截面感應線圈,截面直徑D取10 mm。
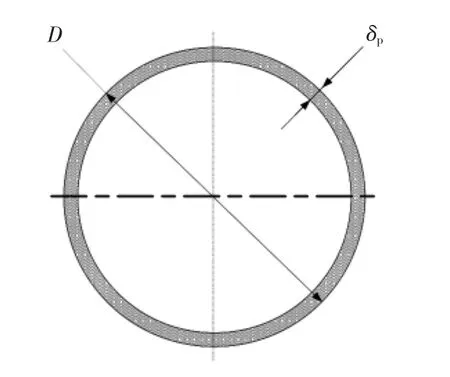
圖4 線圈銅管截面示意
在確定線圈基本尺寸后,對所設計的線圈進行有限元仿真分析,研究在各線圈結構影響下焊后薄板工件的溫升速率、溫度及應力分布、矯正效果等。焊后薄板端部變形量取22.5 mm[13],矯正線圈采用恒電流的激勵方式,電流強度為600 A,其他線圈參數取值如表1所示。由于變形矯正溫度應取500~600℃,故比較不同線圈形式下薄板達到此溫度范圍所需時間;另外,由于變形量會在冷卻階段發生變化,故比較冷卻30 s后變形量矯正情況。
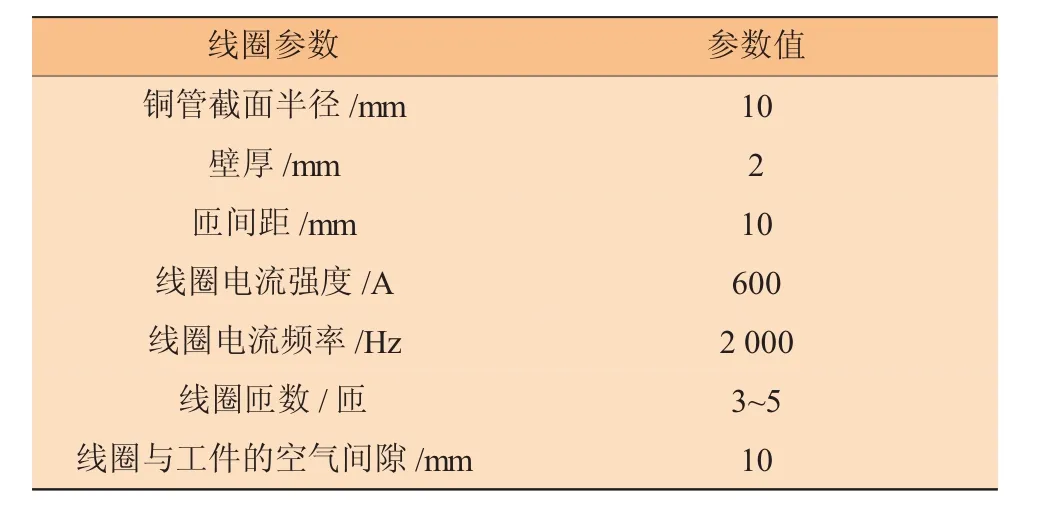
表1 線圈參數取值
如圖5所示,為衡量各線圈對薄板工件的矯正效果,選取薄鋼板長度方向自由端上的截線l來獲取z向(垂直于焊縫所在平面的方向)矯正變形量數據,矯正變形量S為薄板焊后變形量與矯正后剩余變形量的差值。
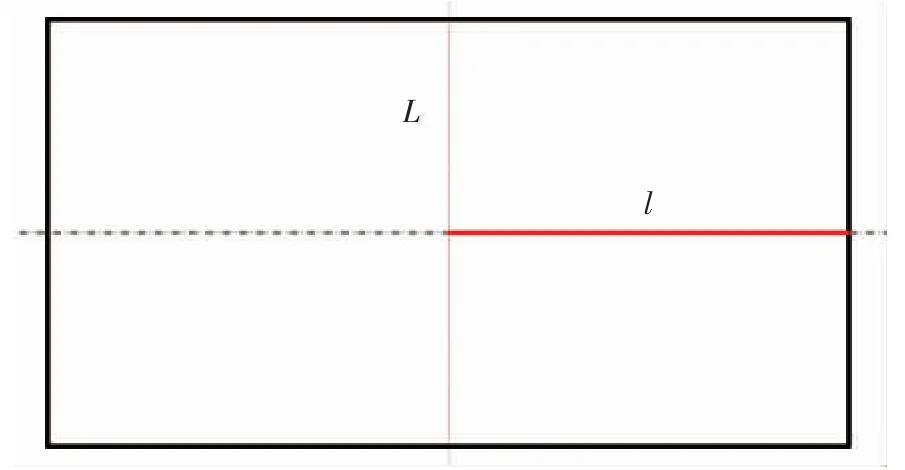
圖5 截線及采樣點位置示意
2.5.1 縱向磁通矩形線圈 (環繞)
在實際生產過程中,工件通常被放進感應線圈內部進行熱處理。研究中設計試用了環繞工件的縱向磁通矩形線圈,如圖6所示,線圈環繞在薄板的焊縫位置四周,從而確保熱影響區位于薄板上焊接殘余應力集中區域。
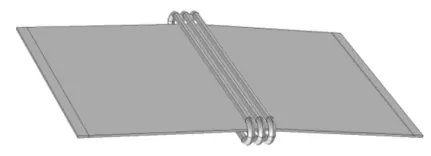
圖6 縱向磁通矩形線圈(環繞)
應用環繞工件的縱向磁通矩形線圈對薄鋼板進行感應熱矯正,薄板溫度場分布如圖7所示。由圖7(a)和圖7(b) 可以看出,溫度場沿板材長度方向分布規則,熱影響區主要集中在焊縫附近。由于在工件熱影響區中心區域,材料的傳熱方式主要為向周圍的熱傳導,傳熱效率較高;而在工件邊緣區域,材料向工件內側的傳熱方式為熱傳導,而向工件外側的傳熱方式則為與空氣之間的對流換熱,故熱的傳導效率較低,因而導致工件邊緣區域具有較高的溫度。由圖7(c)可以看出,工件最高溫度在加熱26.8s后達到了573℃,且在冷卻30s后,最高溫度降至469℃,由于高溫區域連續,故降溫曲線較為平緩,這有利于保證材料的組織性能[14]。
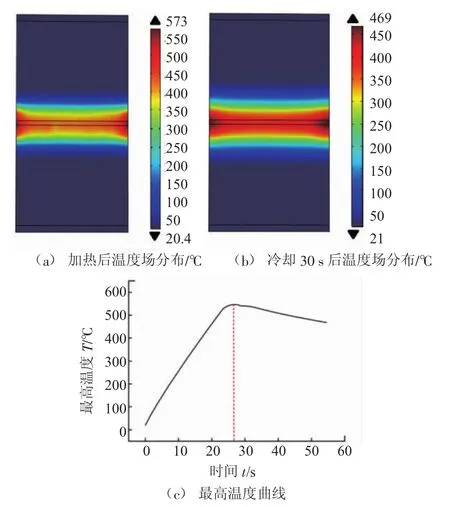
圖7 縱向磁通矩形線圈(環繞)下薄板的溫度場分布
由圖8(a)可以看出,板材主要沿z方向發生彎曲變形,變形趨勢符合預期中矯正工件焊接變形的目的。由圖8(b)和圖8(c)可以看出,加熱至573℃后,工件端部的最大矯正變形量為4mm,且在冷卻30 s后,矯正變形量無明顯變化,這是因為在冷卻30 s后,工件溫度降幅較小。
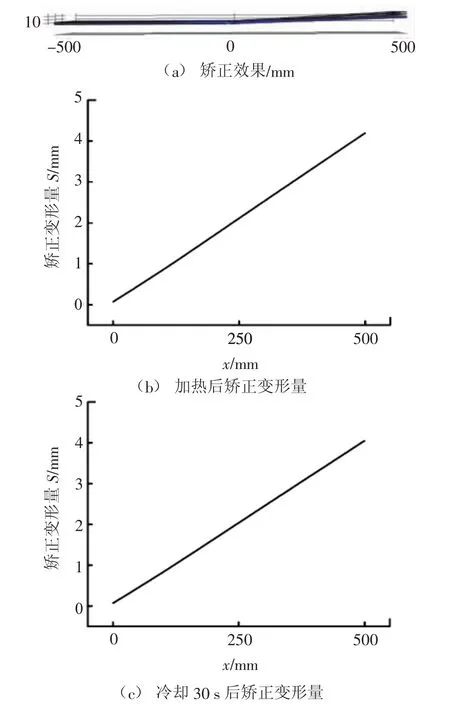
圖8 縱向磁通矩形線圈(環繞)位移分布
2.5.2 縱向磁通矩形線圈 (偏置)
研究中設計了偏置在工件一側的縱向磁通矩形線圈,該類型線圈螺距為100 mm。圖9為該類型線圈的幾何模型。由于該線圈不需要環繞工件,故工件的裝夾操作更為快捷方便。
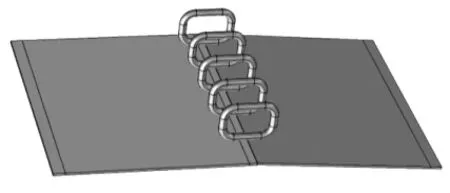
圖9 縱向磁通矩形線圈(偏置)
應用偏置式縱向磁通矩形線圈對薄鋼板進行感應熱矯正的薄板溫度場分布如圖10所示,由圖10(a)和圖10(b)可知,熱影響區沿焊縫方向呈對稱的“葫蘆”形分布,且與上一節中環繞式縱向磁通矩形線圈類似,由于熱傳導條件不同,在焊縫兩端存在明顯的高溫區域。由圖10(c) 可知,工件最高溫度在加熱18 s時達到573℃,且在30 s的冷卻過程中,最高溫度降幅為272℃。
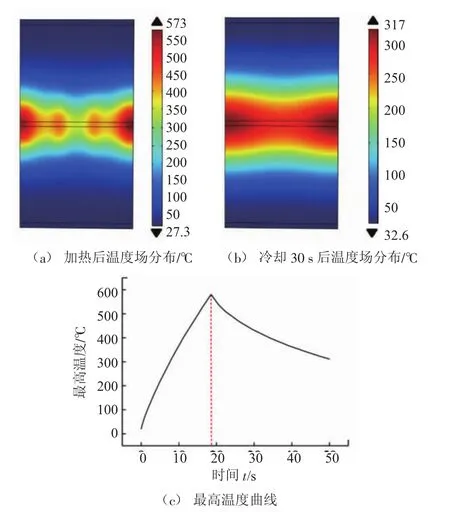
圖10 縱向磁通矩形線圈(偏置)下薄板溫度場分布
由圖11(a)可以看出,在縱向磁通矩形線圈(偏置)的作用下,工件沒有表現出矯正焊接變形的趨勢。由圖11(b) 及圖11(c) 可以看出,加熱過程中由于不規則的應力分布,截線l上的矯正變形量出現波動,焊縫附近區域出現相對較大的矯正變形;在冷卻30 s后,焊后薄板的矯正量過小,最大矯正量僅為0.145 mm,無法達到矯正焊接變形的目的。
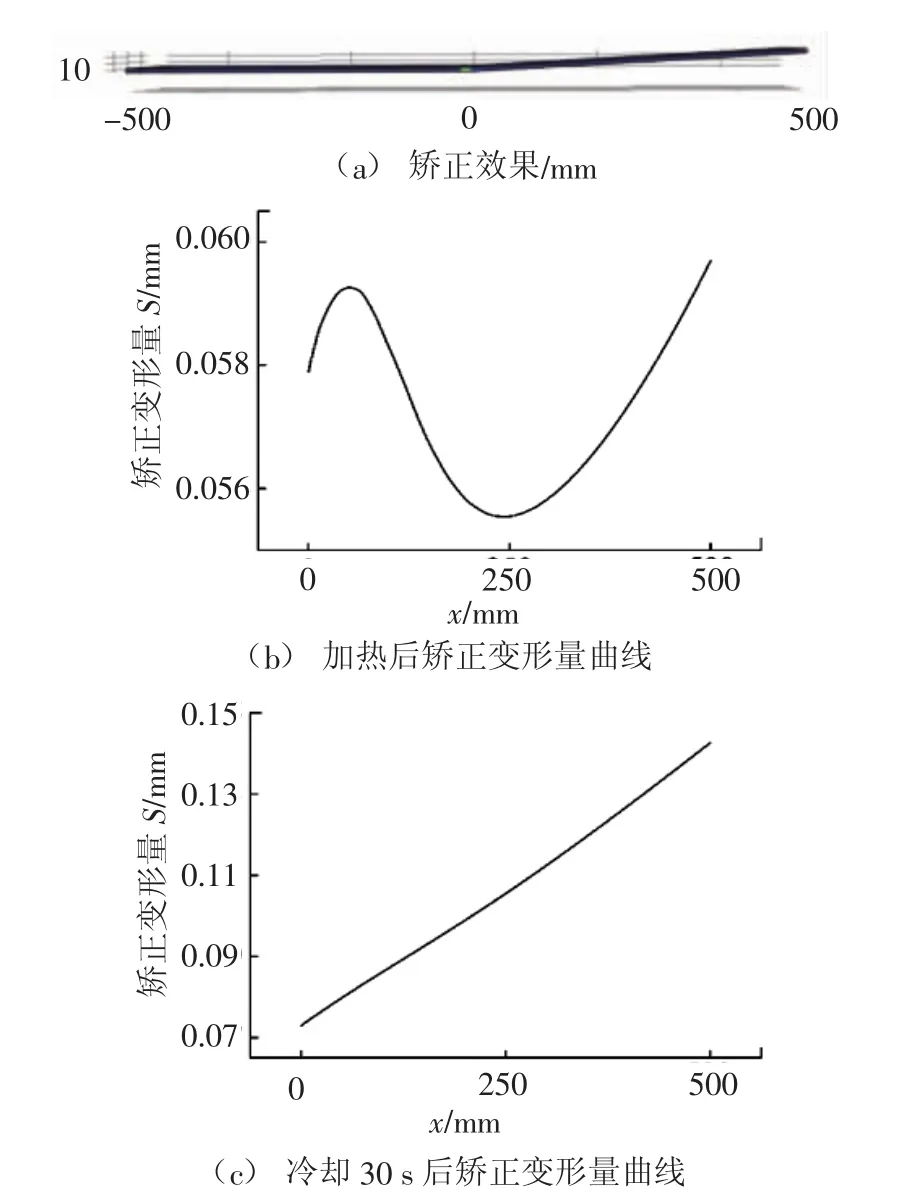
圖11 縱向磁通矩形線圈(偏置)位移分布
2.5.3 橫向磁通矩形線圈
由于橫向磁通矩形線圈在工程應用中具有高效率、工件裝夾簡便等優點,因此本研究設計了橫向磁通矩形線圈,并對其進行了薄板感應熱矯正有限元仿真,其模型如圖12所示。
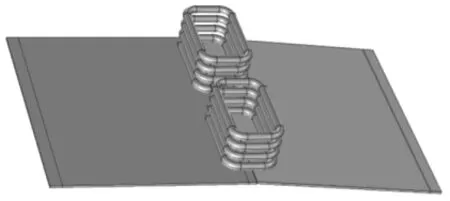
圖12 橫向磁通矩形線圈
圖13為采用橫向磁通矩形線圈對焊接薄板進行感應熱矯正的薄板溫度場分布。從圖13(a)和13(b)可以看出,薄板上溫度場未呈現出理想的分布規律,這是由于矩形線圈產生的磁通過于集中在線圈幾何形狀的邊角拐點處所造成的。從圖13(c)可以看出,在該線圈的作用下,工件最高溫度在19.7 s時達到575℃。由于高溫區域集中在焊縫兩端,故在冷卻過程中溫度降低速率較快,30s內溫度降幅為460℃。這是因為在該類型線圈的作用下,高溫區域相對集中,而工件內部的熱傳導作用較強,因而在冷卻過程中,高溫區的熱量被快速地轉移到工件其他區域及空氣中。加熱區溫度分布的不均勻及過快的溫度降低速率將影響工件材料的組織性能。
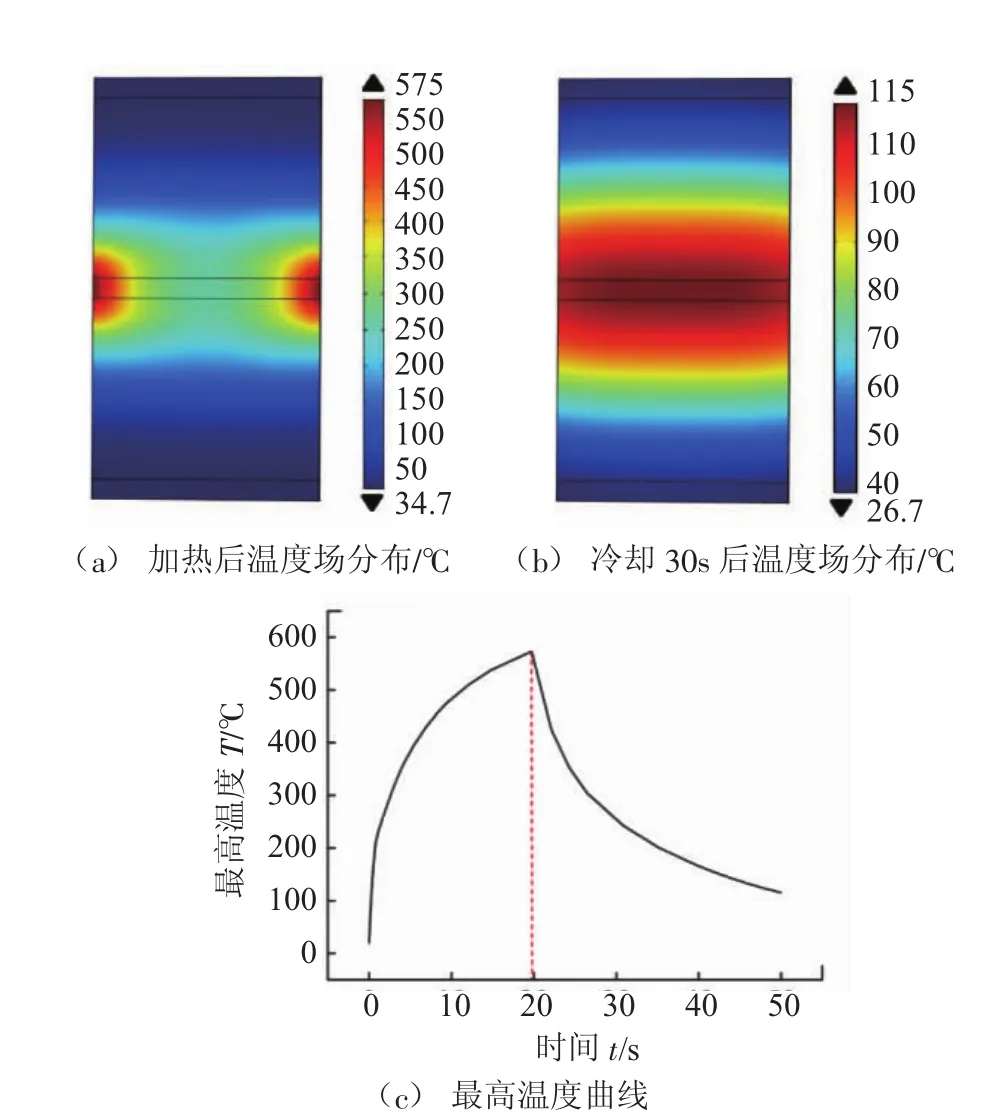
圖13 橫向磁通矩形線圈溫度場分析結果
由圖14(a) 可以看出,在橫向磁通矩形線圈的作用下,工件沒有表現出矯正焊接變形的變形趨勢。由圖14(b)及圖14(c) 可知,在該類型線圈的作用下,加熱過程中最大矯正變形量為0.7 mm,冷卻30 s后,最大矯正變形量僅為0.25 mm,與矯正焊接變形的要求還有較大的差距。
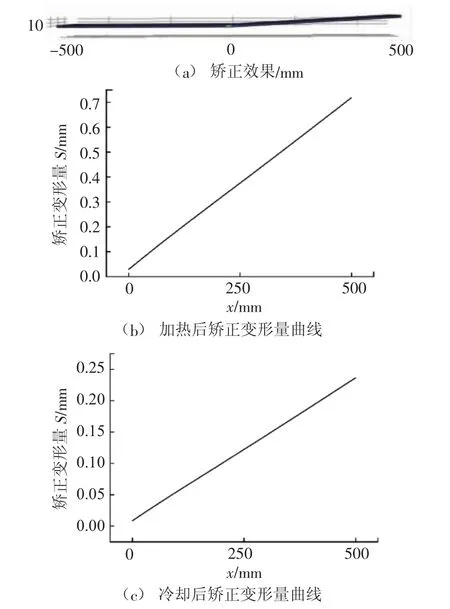
圖14 橫向磁通矩形線圈位移分布
2.5.4 橫向磁通圓形線圈
研究中設計了橫向磁通圓形線圈,線圈模型如圖15所示。該類型線圈具有以下優點:其結構為圓形,避免了矩形線圈在外形拐點處磁通密度集中的問題;線圈相對于工件產生橫向磁通(磁通垂直于焊縫所在的平面),加熱效率高;單側放置,在實際生產過程中方便對工件進行裝夾,同時可以使被加熱工件的尺寸不受線圈大小的限制[3]。
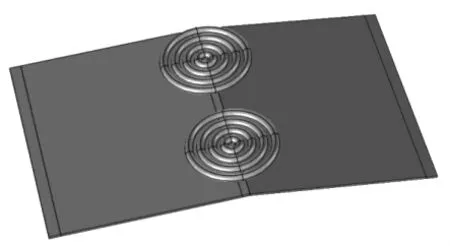
圖15 橫向磁通圓形線圈
圖16為應用橫向磁通圓形線圈對焊接薄板進行感應熱矯正的溫度場有限元仿真結果。由圖16(a)和圖16(b)可知,相較于其他形狀的橫向磁通感應線圈,該線圈在薄板工件上的熱影響區相對集中,在板材邊緣處沒有發生熱量集中的現象。由圖16(c) 可知,工件最高溫度在19.2 s達到575℃,線圈熱效率高;在30 s的冷卻過程中,最高溫度降幅為227℃,降溫過程趨于平緩。
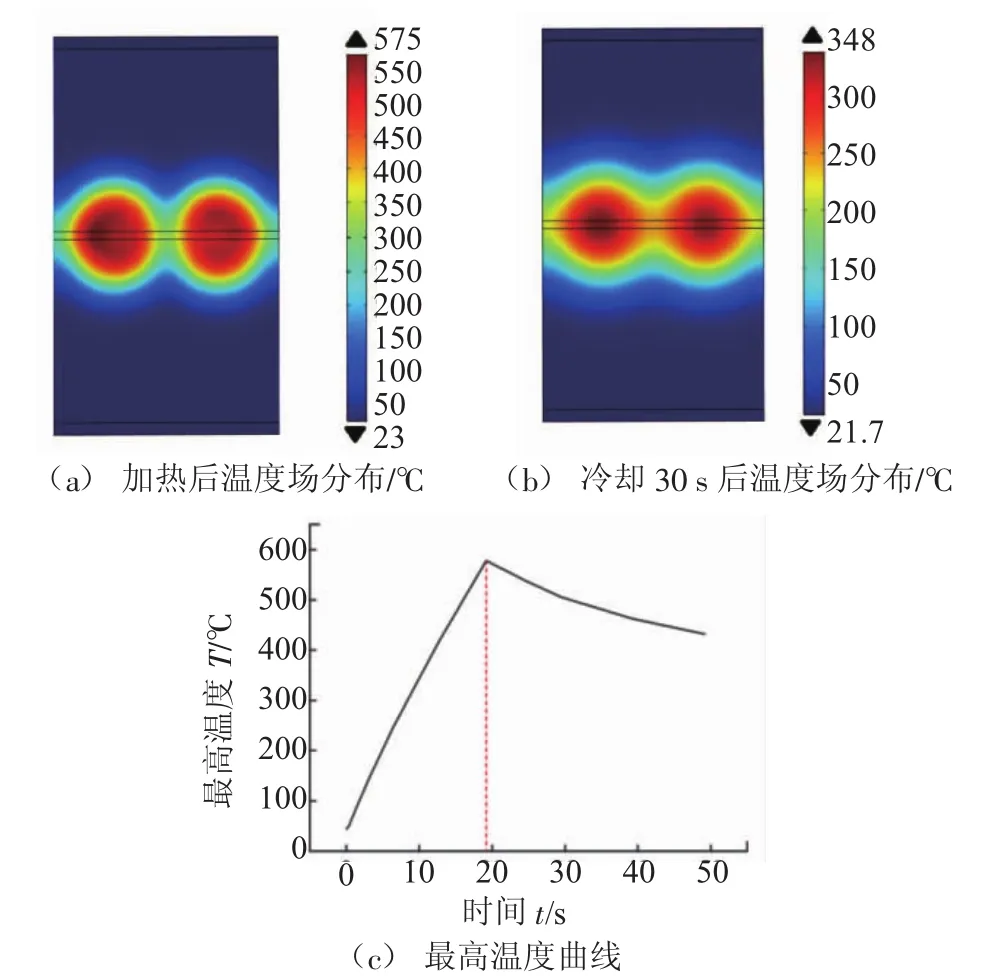
圖16 橫向磁通圓形線圈溫度場分析結果
由圖17(a) 可知,在橫向磁通圓形線圈的作用下,板材在z方向發生彎曲變形,變形趨勢符合矯正焊接變形的要求。由圖17(b)及圖17(c)可知,加熱過程中最大矯正變形量為4.8 mm,冷卻30 s后,最大矯正變形量為4.2 mm。
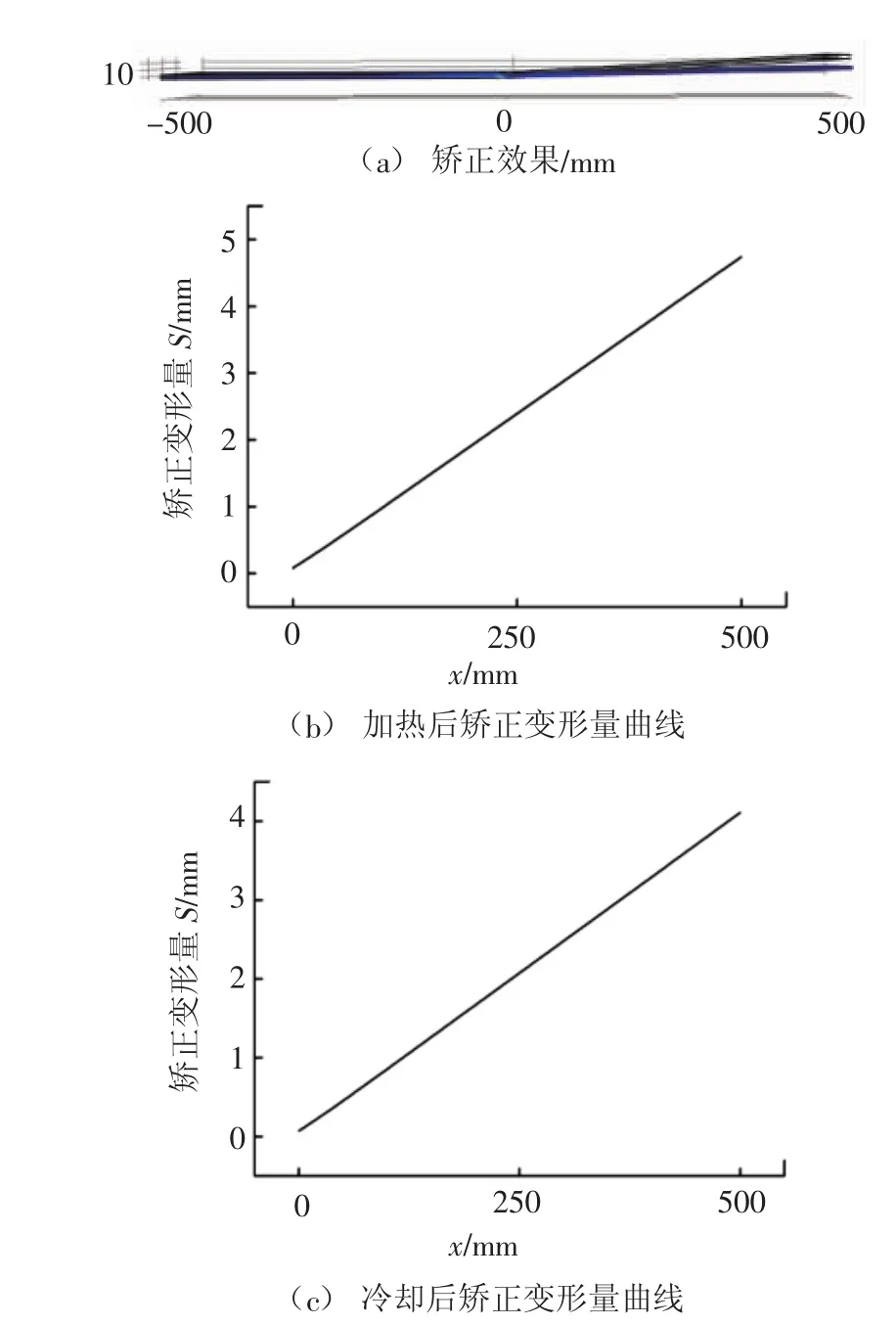
圖17 橫向磁通圓形線圈位移場分析結果
3 結論
(1) 采用縱向磁通矩形線圈(環繞) 對工件進行感應熱矯正,其溫度分布的均勻性、冷卻降溫的平緩性及矯正變形的效果均符合預期,但工件達到目標溫度所需時間為26.8 s,升溫速率較低,另外在實際應用中,該線圈需要環繞工件,不便于工件的裝夾操作。
(2)采用縱向磁通矩形線圈(偏置)和橫向磁通矩形線圈對工件進行感應熱矯正,其溫升速率較快,但冷卻降溫速率也較快,這不利于保證材料的組織性能,且對于焊后薄板也不具有矯正變形的效果。
(3)采用橫向磁通圓形線圈對工件進行感應熱矯正,其溫升效率、溫度分布的均勻性、冷卻溫降平緩性及矯正效果均優于其他類型線圈。在該線圈的感應熱矯正作用下,當對工件加熱19.2 s時達到了目標溫度,冷卻30 s后,其最大矯正變形量為4.2 mm,矯正效果明顯。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36