南海深水鋼懸鏈立管S型鋪設關鍵技術研究
2022-04-21 02:35:56王曉飛趙福臣吳仕鵬
石油工程建設 2022年2期
王曉飛,李 斌,趙福臣,吳仕鵬,王 佳
海洋石油工程股份有限公司,天津 300461
為充分發揮我國現有深水S型鋪管船“海洋石油201”的作業能力,以中國南海陵水17-2項目的一條6 in(1 in=25.4 mm) SCR為例,針對SCR焊接、超深水管道起始鋪設、渦激抑制減緩裝置安裝以及柔性接頭應變控制等關鍵技術進行研究,并給出技術方案[1-8]。
1 SCR鋪設關鍵技術
1.1 焊接工藝設計
為了滿足嚴苛的疲勞壽命要求,SCR的焊接工藝設計是關鍵。在陵水17-2項目中,首次開發了機械式熔化極氣體保護焊冷金屬過渡(mGMAW-CMT)的封底工藝和機械式熔化極氣體保護焊脈沖模式(mGMAW-P) 的填充蓋面工藝,坡口形式設計為窄間隙J型坡口。管道焊縫組對錯邊量(Hi-Lo)控制在0.5 mm以內。為達到這一標準,SCR管道兩端必須進行內鏜孔,并根據管端測量數據進行分類和配對。SCR焊縫需打磨拋光形成圓滑過渡,并將余高控制在0.75 mm以內,以降低焊縫位置應力集中系數。通過機械性能和全尺度疲勞試驗,證明所開發的焊接工藝滿足規格書要求。SCR焊縫不允許返修,如果焊縫缺陷值超出標準則需要切口重新焊接。因此為了達到較高的焊接效率,必須控制切口數量。設計過程中對比了不同作業站點布置對施工效率的影響,以?6 in的SCR為例,施工作業效率評估如表1所示。
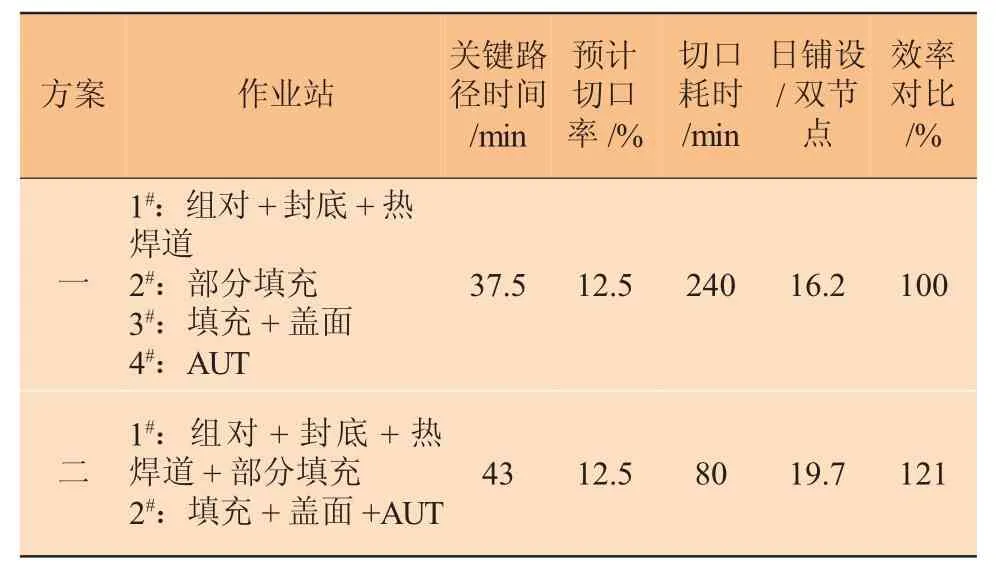
表1 施工作業效率評估
從上述分析中得知,對于每個雙節點管道而言,方案一較方案二雖然在關鍵路徑上平均節省5.5 min,但由于切口耗時更長,在效率上方案二更高,因此,海上施工時建議使用方案二。
1.2 超深水SCR起始鋪設技術
對于超深水管道S型鋪設,其與J型鋪設類似,通常將管道的分離角設計為近90°,使托管架尾滾輪與管道成切線狀態。S型鋪設依靠船艉托管架將管道從水平轉變為豎直形態,即管道與托管架分離后成J型狀態。因此,托管架的曲率設計應盡可能接近豎直狀態,同時應將管道的應變控制在規范要求內。根據管道基本參數,設計了針對超深水管道安裝的托管架曲率,如表2所示。

表2 托管架曲率設計數據
陵水17-2項目的SCR(?6 in)起始鋪設方法為超深水管道懸垂下放連接重力錨法,作業水深為1 430 m。此方法是以一個重力錨作為系固點,當管段懸垂下放至接近海床后,將管頭通過一小段起始纜與重力錨連接到一起。與常規大抓力錨相比,重力錨可以在長基線(LBL)陣列中精確就位,并具備較高承載力和穩定性,能夠保證起始端落在目標區域的安裝精度。
重力錨上預留一段起始纜短索具,可以在起始鋪設前由支持船預先安裝完畢。管頭起始端連接另一段起始纜,其長度根據實際重力錨的安裝位置確定。對超深水SCR起始鋪設,兩段起始纜的總長度一般為50~100 m。管頭端的起始纜應進行綁扎,以防止在通過托管架時與滾輪攪纏。超深水SCR起始鋪設的基本步驟如圖1所示。

圖1 超深水SCR起始懸垂下放工藝
1.3 渦激抑制裝置安裝設計
VIVstrake在SCR懸空段的覆蓋率為75%,設計使用年限為30年。VIV strake制造材料有PE/PU/PP等。相關試驗研究表明,適用于S-lay的材質主要為PU,這是因為S型鋪設在管道通過托管架滾輪時承受較大的支反力。綁扎帶材質設計為高耐海水腐蝕的鎳625合金。VIV strake在使用前要根據鋪設時滾輪支反力在陸地進行測試,以模擬通過托管架后渦激抑制列版的恢復狀態及損壞率。
對于單個雙節點管道,VIVstrake安裝作業處于SCR鋪設關鍵路徑,施工效率高低取決于綁扎作業面的范圍。設計時盡量選擇一個比較大的作業區域進行,在釋放管道過程中進行綁扎作業。安裝過程中可能出現滾輪碾壓滑脫現象,應檢查滾輪的轉動狀態,可在VIVstrake初始位置安裝楔形木塊以幫助平滑通過滾輪,過渡形式設計效果如圖2所示。
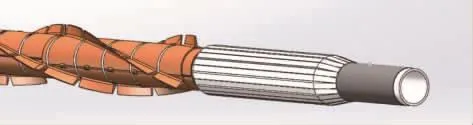
圖2 VIV減緩裝置初始安裝過渡設計
1.4 SCR鋪設長度的精確控制
SCR安裝精度應滿足立管懸掛角度誤差范圍,安裝允許的懸掛角度誤差一般為±0.5°。為了滿足最終安裝精度要求,在SCR鋪設階段需要將柔性接頭管焊接在正確位置上,即通過精確控制SCR的長度誤差來保證懸掛角度的正確。基于SCR(?6 in)特性和所在水深,經分析SCR鋪設長度的精度應控制為±6 m以內。考慮到海床起伏、定位設備精度、管道測量誤差等因素影響,應將SCR鋪設長度的精度控制在±3 m內,這在1 500m水深(懸鏈線超過2 000 m) 的范圍控制難度較大。為達到所要求的鋪設精度,制訂了鋪設長度精度控制的方案,如圖3所示。首先,制訂了采用長基線陣列的方式,對標記點進行水下定位,得到所需鋪設管道的長度;然后,對后續待焊接的每根管道測量實際長度,對鋪管長度數據進行動態控制;最后,確定所需安裝的調整管長度。

圖3 終止鋪設精度控制模型
1.5 柔性接頭終止鋪設技術
SCR終止鋪設于柔性接頭側。由于柔性接頭是SCR的關鍵構件,起到懸掛立管、承受平臺運動荷載的作用,對其進行保護非常重要。柔性接頭的外徑(1100mm) 是管道外徑(168.3 mm) 的6.6倍,在通過“海洋石油201”托管架時,由于應力集中而產生較大彎矩,從而引起塑性變形而導致柔性接頭彈性體損壞。為將柔性接頭局部應變控制在0.24%以內,以滿足設計要求,為此專門設計了過渡裝置,其一端為ROV鉤,另一端為吊耳,如圖4所示。
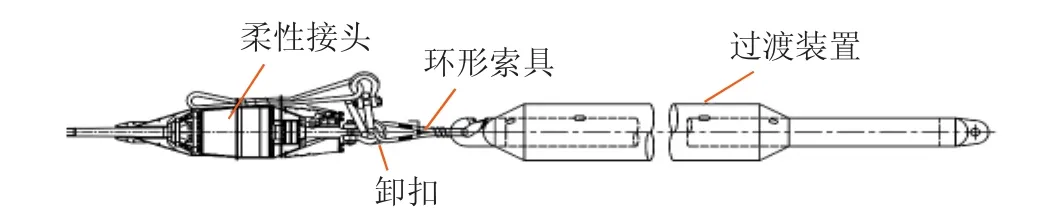
圖4 柔性接頭安裝應力過渡裝置
2 SCR海上鋪設效果
2020年8月,“海洋石油201”用時10 d完成了1條?6 in的SCR鋪設作業,鋪設總長度的精度誤差控制在±1.5 m內。累計焊接365道焊縫,切口3道,一次合格率為99.2%,切口率為0.8%,遠低于國際SCR鋪設過程中的切口率。海上施工實踐表明,“海洋石油201”采用S型鋪設方式可以用于安裝SCR。
3 結束語
通過對鋼懸鏈立管鋪設關鍵技術的研究,解決了采用S型鋪管船安裝SCR的技術難點,并應用在國內首個鋼懸鏈立管安裝項目中。在后續SCR鋪設項目的設計時,建議重點關注以下幾點:第一,通過設計選用適合的S型鋪管船進行深水SCR鋪設;第二,對于SCR焊接,作業站點設置可以減少切口率;第三,VIV減緩裝置應選用聚氨酯材料,應設計過渡段輔助通過滾輪;第四,通過控制SCR鋪設長度精度,可以實現對SCR懸掛角度誤差的控制;第五,柔性接頭若作為末端安裝時,通過設計過渡裝置可以有效控制局部應變,從而降低風險。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
制造業自動化(2017年2期)2017-03-20 14:26:13
故事大王(2016年7期)2016-09-22 17:30:08
設備管理與維修(2015年12期)2015-04-09 06:57:24
兒童故事畫報(2013年3期)2013-06-24 05:40:30