高強鋼帽形梁零件沖壓減薄預測分析
2022-04-15 06:13:48龐秋羅博峰王俊杰
精密成形工程 2022年4期
龐秋,羅博峰,王俊杰
高強鋼帽形梁零件沖壓減薄預測分析
龐秋1,羅博峰2a,2b,王俊杰2a,2b
(1. 武漢東湖學院 機電工程學院,武漢 430212;2. 武漢理工大學 a. 現代汽車零部件技術湖北省重點實驗室;b. 汽車零部件技術湖北省協同創新中心,武漢 430070)
針對高強鋼帽形梁強度高、塑性差、結構復雜、沖壓過程中出現減薄破裂等情況,建立QP980高強度鋼沖壓成形減薄預測模型,解決實際生產工程難題。以典型高強鋼車身零件帽形梁為對象,利用人工神經網絡模型研究工件結構和減薄率之間的關系,將貝葉斯優化算法和循環人工神經網絡相結合,建立沖壓成形減薄的高精度預測模型,對高強鋼帽形梁零件沖壓成形時減薄量進行優化設計,通過AutoForm軟件驗證算法模型的準確性。拉深高度對減薄率影響最大,對外減薄率影響達到41.7%,對內減薄影響達到46.2%,人工神經網絡模型對測試集5組數據的預測平均誤差均小于0.3%。根據人工神經網絡求解QP980鋼在極限減薄率25%下的最大拉深高度為55.417 mm,人工神經網絡預測結果與Autoform仿真結果相差0.3%,驗證了人工神經網絡模型的準確性。采用該模型解決了CAE模擬在較少試驗數據條件下算法預測精度差的問題,能有效縮短高強鋼零件沖壓成形調試周期,提高生產效率。
人工神經網絡;貝葉斯優化;帽形梁;交叉驗證
在經濟全球化的發展背景下,節能環保和資源緊缺問題逐漸引起了人們的重視[1-2]。汽車行業的節能減排技術亟待創新,其中,汽車輕量化技術越來越受到重視。汽車輕量化技術是在保證汽車的強度和安全性能的前提下,盡可能地降低汽車的整備質量。相關數據表明,汽車整車質量減少10%,油耗降低6%~ 8%,排放減少4%~5%,因此,汽車輕量化技術是一項節能減排共性關鍵技術[3-6]。
目前,輕量化材料的使用是實現汽車輕量化的主要方法之一[7-8]。高強鋼作為一種典型的輕量化材料,已廣泛應用于汽車車身防撞零件或加強零件中,在提高抗碰撞性能、改進加工工藝和降低成本等方面具有顯著優勢[9],不僅可以減輕車身質量,還能提升汽車的安全性能。
汽車安全性是汽車車身的重要指標,前縱梁作為沖擊下的主要變形能量吸收部件,其性能對于車輛安全性能的影響極為重要。高強鋼帽形梁是汽車縱梁的一種典型形式,是汽車車身的一種主要承載結構,但是由于材料強度高、塑性差,沖壓過程中往往會出現減薄破裂等缺陷[10-11]。目前主要采用CAE數值模擬技術結合人工試驗來解決高強鋼沖壓成形調試周期長、生產效率低、成本高等問題[12]。針對汽車車身超高強鋼結構件沖壓成形回彈顯著的問題,基于TensorFlow機器學習框架,以A柱上邊梁零件參數化特征為優化對象,建立總長、直弧比、半徑等結構特征與扭轉回彈之間的非線性函數模型[13]。采用有限元模型分析沖壓成形過程中結構尺寸對減薄率的影響規律,可有效提高沖壓件的成形精度[14]。利用人工神經網絡建立板料拉深成形工藝參數和性能評價指標之間的映射關系,為工藝參數的進一步優化提供依據[15]。
文中以典型車身零件帽形梁為對象,利用人工神經網絡建立工件結構和減薄率之間的關系。采用貝葉斯算法[16-17]和人工神經網絡優化超參數,克服CAE模擬在較少試驗數據條件下算法預測精度差的問題,并通過AutoForm軟件仿真驗證算法模型的準確性。
1 全連接BP神經網絡模型神經減薄率預測
1.1 試驗材料
材料為寶鋼生產的QP980高強度鋼,其化學成分如表1所示。QP鋼具有較高的加工硬化能力、較高的塑性和成形性能。材料屬性如表2所示。
表1 QP980材料的化學成分(質量分數)

Tab.1 Chemical composition of QP980 steel (mass fraction) %
表2 QP980高強度材料屬性

Tab.2 Material properties of QP980 high strength steel
1.2 零件幾何特征分析
帽形梁是車身零件中的典型結構,如圖1所示。由于結構上存在拉深、彎曲和翻邊復合工藝特征,帽形梁在拐角處破裂的問題在加工過程中十分常見。為便于研究結構特征對沖壓減薄率的影響規律,以帽形梁為研究對象,對沖壓成形過程中的影響因素進行分析。針對截面突變位置、零件縱軸線的特征,將縱軸線分為內拐角、內過渡圓角半徑、外拐角和外過渡圓角半徑4個特征,如圖2a所示。橫截面特征可分為左下圓角、左拔模角、左上圓角、上截面寬度、下截面寬度、左下圓角、左拔模角、左上圓角、拉深高度共9個特征,如圖2b所示。帽形梁沖壓工藝參數如下:沖壓速度為233.3 mm/s,摩擦因數為0.15,壓邊力為531.0 N/mm2,拉延筋系數為0.3,拉延筋寬度為15 mm,壓邊圈預加載力為400 kN。帽形梁沖壓過程中,采用兩端補充形式,模具支撐形式為固定支撐。

圖1 帽形梁零件
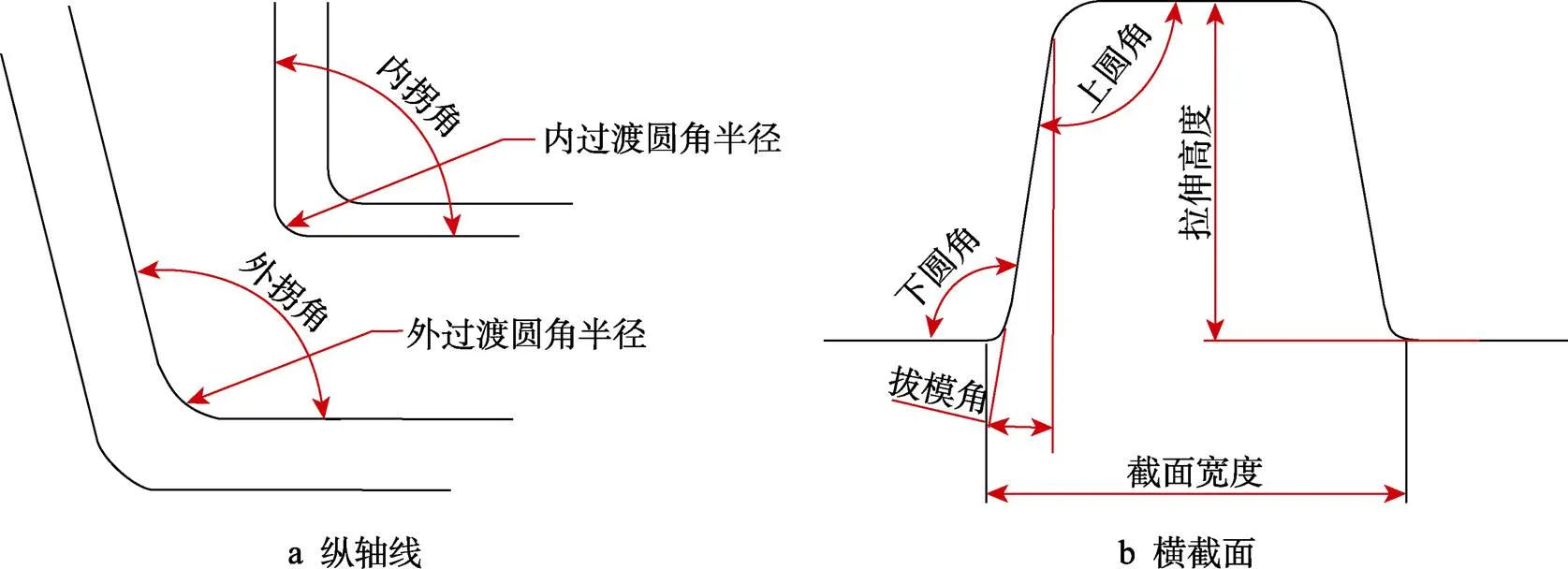
圖2 零件結構特征
1.3 數據處理
由于特征數據較多,首先對數據降維。在設計過程中,采用寶鋼公司提供的22個典型車身A柱加強件進行分析,研究發現,特征結構間滿足式(1)—(2):
式中:內為內拐角度;外為外拐角度;內為內過渡半徑;外為外過渡半徑。
為了研究主要結構參數對沖壓減薄率的影響,在縱軸線上建立了外拐角度和內拐角度、外過渡圓角半徑和內外過渡半徑間的關系,將4個特征數據降維至2個。輸入不同的外拐角度和外過渡圓角半徑研究對零件沖壓減薄率的影響,發現外拐角度對外減薄率以及內減薄率影響不大,是一個典型回歸問題,輸入數據與預測數據分布相同,不存在數據分布改變的問題,因此采用普通的均值方差歸一化,達到加快訓練速度的目的。
1.4 建立人工神經網絡模型
文中神經網絡的輸入變量為拉深高度、拔模角、截面寬度、外過渡圓角半徑、上圓角、下圓角等6個參數,輸出變量為外減薄率和內減薄率的均值,因此,輸入層神經元個數為6,輸出層神經元個數為1。確定隱藏層神經元個數采用的經驗公式見式(3):

式中:為隱藏層神經元層數;為輸入層神經元個數;為輸出層神經元個數;為[1,10]之間的常數。為了降低運算的復雜度,僅針對每一次訓練的結果進行分析,若在10個epoch內訓練集loss值變化值小于0.000 01,則提前終止程序。
由經驗公式(3)可知,隱藏層神經元個數取值在[3,13]之間。為此,建立11種不同結構的人工神經網絡,最高訓練1 000次。通過比較每種網絡結構的50次平均誤差值大小,確定最佳人工神經網絡結構。由誤差分析(見表3)可知,當隱藏層神經層數為3,即人工神經網絡結構為6-3-1時,平均減薄率值最低,訓練誤差最小。
表3 不同隱藏層神經元數的網絡誤差對比
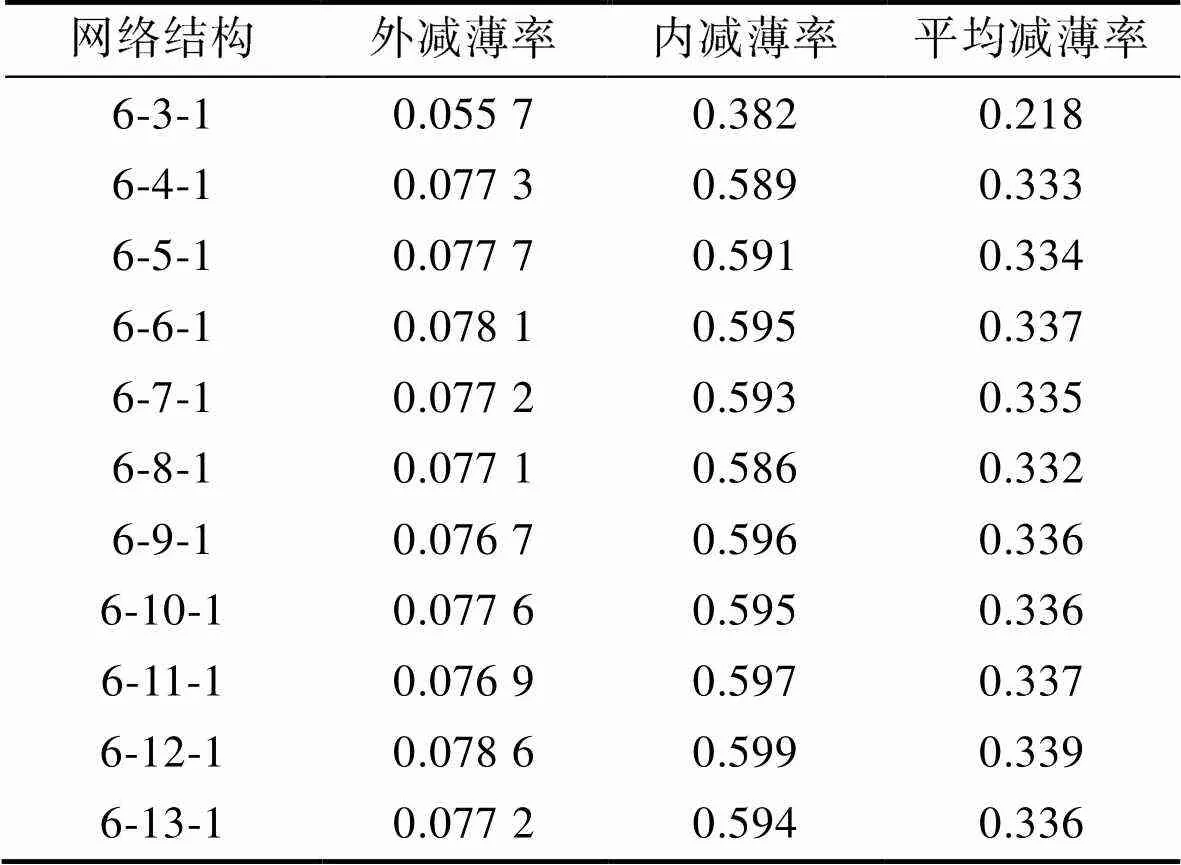
Tab.3 Network error comparison of different number of hidden layer neurons %
2 貝葉斯優化超參數模型減薄率預測
2.1 模型搭建
本次優化采用全連接人工神經網絡,如圖3所示。建立一個能反映超參數和目標函數之間的TPE代理模型,然后通過高斯回歸和EI算法找到最佳的超參數,再將尋找到的超參數帶去模型進行驗證,并通過模型在實際網絡上的表現反過來優化代理模型。不斷重復上述優化過程就能找到最佳的超參數。需要優化的超參數如表4所示,超參數優化迭代數為500。因為是回歸函數預測,激活函數不采用Softmax和Sigmoid等函數,同樣由于優化函數采用隨機梯度下降法(SGD)以及自適應動量的隨機優化方法Adaptive momentum (Adam),對學習率的變化并不敏感,不優化學習率。目標函數為測試集中內外減薄率預測值與真實值殘差均方差(Mse)的均值。在經過500次搜索后,得到最佳參數結果如下:隱藏層數為3,Dropout參數設置為0.006,測試集最小平均損失為0.000 108。
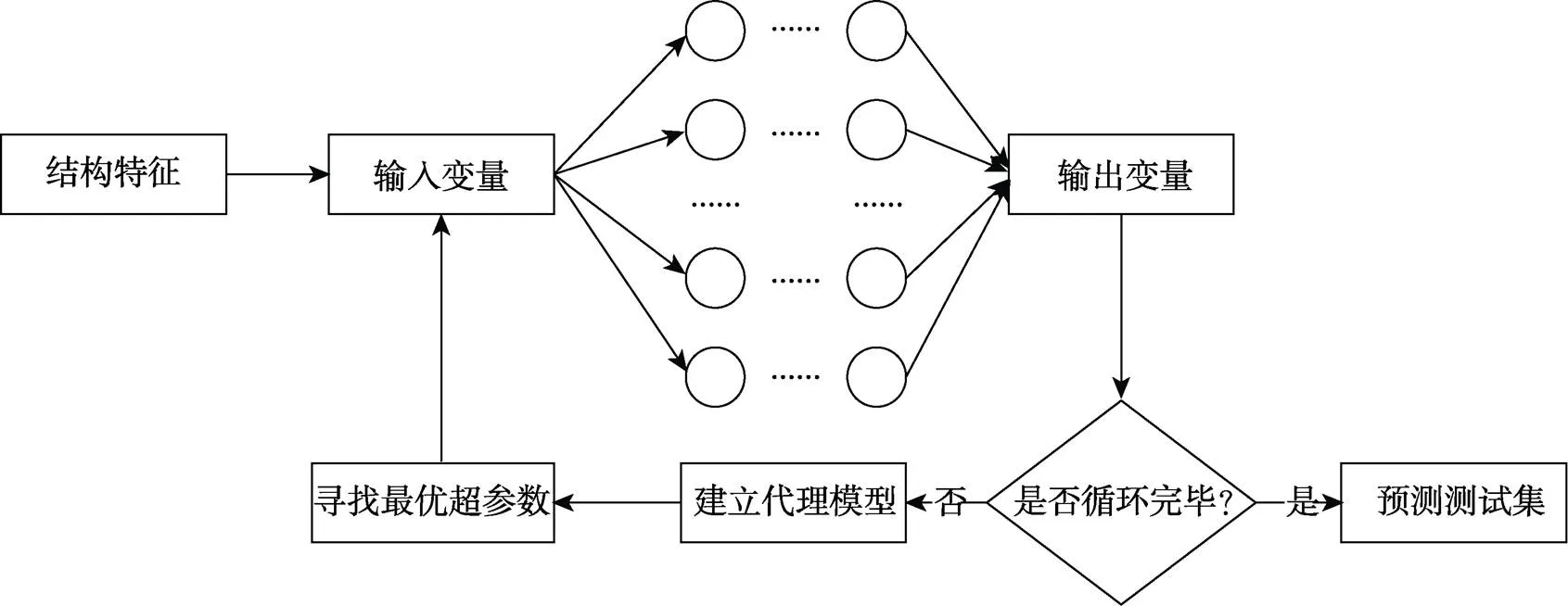
圖3 人工神經網絡模型
表4 超參數取值范圍
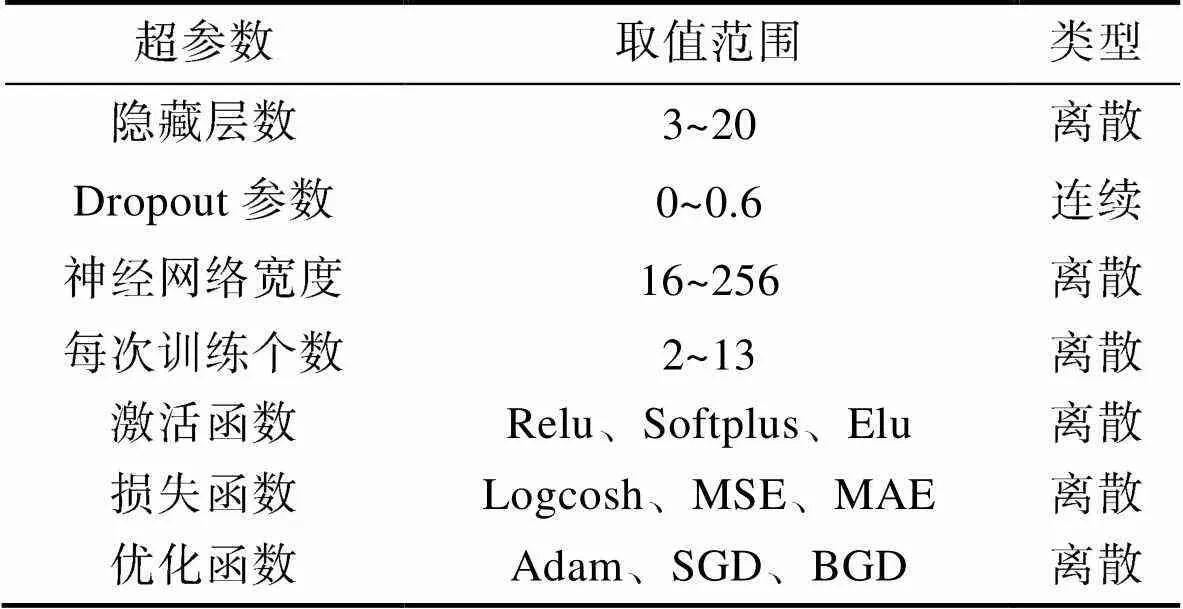
Tab.4 Value range of hyperparameters
2.2 模型驗證及對比
根據上述超參數建立人工神經網絡模型,在訓練集的loss值不再下降后對測試集進行預測,整理結果見表5,并分析其差值,整理結果見表6。BO(貝葉斯優化)模型預測精度明顯優于普通的全連接模型。
2.3 權重計算
通過神經網絡的訓練得到了零件結構設計關鍵影響因素與減薄率之間的映射關系,為得知各個特征對減薄率的影響程度,需要計算各個特征對應的權重。忽略Dropout層的微小影響,對于輸入信號,該模型的每一層人工神經網絡都要先向前傳播到隱節點,經作用函數后,再把隱節點的輸出信號傳播到輸出節點,最后輸出結果,如式(4)所示。
表5 預測結果

Tab.5 Prediction results
表6 結果分析

Tab.6 Results analysis


由式(4)和(5)得到3,如式(6)所示。




表7 權重分析
Tab.7 Weight analysis

2.4 模型仿真驗證
文中以QP980鋼為例,對相同工藝下材料的抗減薄性能進行研究。設定極限減薄率為25%,在保證其他結構參數不變時,通過人工神經網絡計算出當拉深高度為55.417 mm時,外減薄率達到極限減薄率25%。建立QP980鋼沖壓仿真模型進行驗證,采用AutoForm軟件進行沖壓成形的仿真模擬,設置材料參數如表2所示,相應的沖壓工藝參數如表8所示,獲得最大減薄率為25.3%,其局部放大如圖4所示,驗證了人工神經網絡模型的準確性。
表8 沖壓成形仿真工藝參數

Tab.8 Simulation process parameters of stamping
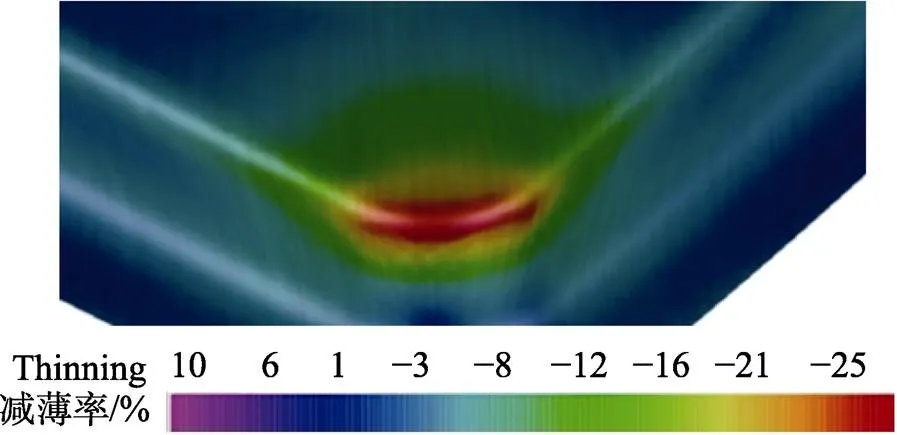
圖4 QP980仿真模型減薄率局部放大圖
3 結論
針對典型帽形梁的復雜結構和工藝,結合神經網絡建立了帽形梁結構參數和工藝參數之間的關系。對比普通全連接層,采用貝葉斯優化克服有限的樣本數據和試驗條件,使訓練數據能維持更高的預測精度。在神經網絡基礎上推導出不同結構特征對減薄率的影響程度,以及QP980的極限拉深高度,最終對材料QP980進行Autoform仿真。研究結果表明,神經網絡不僅能準確預測材料的極限拉深高度,更能進一步比較不同材料的抗減薄性能。
1)將貝葉斯優化引入小樣本神經網絡,采用貝葉斯算法和循環人工神經網絡優化超參數,使神經網絡對測試集的5組數據預測平均誤差均小于0.3%。測試集殘差均方差Mse值相比于全連接神經網絡減小19倍。
2)暴力求解各個結構特征對減薄率的影響程度,結果表明,拉深高度對減薄率影響最大,對外減薄率影響達到41.7%,對內減薄率影響達到46.2%。
3)根據神經網絡推算QP980鋼在極限減薄率25%下的最大拉深高度為55.417 mm。同時,利用Autoform仿真試驗,驗證最大減薄率為25.3%;兩者誤差僅為0.3%,驗證了神經網絡的準確性。
[1] Jeanneau M, Pichant P. The Trends of Steel Products in the European Automotive Industry[J].Journal of Metallurgy, 2000, 97(11): 1399-1408.
[2] 王輝, 高霖, 陳明和, 等. T6態7075鋁合金的溫拉深成形研究[J]. 中國機械工程, 2012, 23(2): 232-235.
WANG Hui, GAO Lin, CHEN Ming-he, et al. Deep Drawing of A7075 with T6 Temper at Elevated Temperature[J]. China Mechanical Engineering, 2012, 23(2): 232-235.
[3] 胡斌. 汽車行業發展對輕質結構部件的需求與展望[J]. 精密成形工程, 2020, 12(3): 120-124.
HU Bin. Demand and Prospect for Lightweight Structural Components in Automotive Industry[J]. Journal of Netshape Forming Engineering, 2020, 12(3): 120-124.
[4] 劉倩, 鄭小平, 張榮華, 等. 新型汽車用高強度中錳鋼研究現狀及發展趨勢[J]. 材料導報, 2019, 33(7): 1215-1220.
LIU Qian, ZHENG Xiao-ping, ZHANG Rong-hua, et al. Medium Manganese High Strength Steel for Automotive Application: Status Quo and Prospects[J]. Materials Review, 2019, 33(7): 1215-1220.
[5] 范子杰, 桂良進, 蘇瑞意. 汽車輕量化技術的研究與進展[J]. 汽車安全與節能學報, 2014, 5(1): 1-16.
FAN Zi-jie, GUI Liang-jin, SU Rui-yi. Research and Development of Automotive Lightweight Technology[J]. Journal of Automotive Safety and Engergy, 2014, 5(1): 1-16.
[6] 郭玉琴, 朱新峰, 楊艷, 等. 汽車輕量化材料及制造工藝研究現狀[J]. 鍛壓技術, 2015, 40(3): 1-6.
GUO Yu-qin, ZHU Xin-feng, YANG Yan, et al. Research State of Lightweight Material and Manufacture Processes in Automotive Industry[J]. Forging & Stamping Technology, 2015, 40(3): 1-6.
[7] 王志勇, 韓善靈, 盧翔. 汽車車身輕量化材料無鉚沖壓連接技術的研究進展[J]. 熱加工工藝, 2019, 48(17): 5-10.
WANG Zhi-yong, HAN Shan-ling, LU Xiang. Research Progress of Clinching Technology for Lightweight Automobile Body Materials[J]. Hot Working Technology, 2019, 48(17): 5-10.
[8] 詹梅, 邢路, 高鵬飛, 等. 輕量化拼焊板構件塑性成形研究進展[J]. 精密成形工程, 2019, 11(5): 1-12.
ZHAN Mei, XING Lu, GAO Peng-fei, et al. Advances in Plastic Forming of Light-Weight Components with Tailor Welded Plate[J]. Journal of Netshape Forming Engineering, 2019, 11(5): 1-12.
[9] 李揚, 劉漢武, 杜云慧, 等. 汽車用先進高強鋼的應用現狀和發展方向[J]. 材料導報, 2011, 25(13): 101-104.
LI Yang, LIU Han-wu, DU Yun-hui, et al. Applications and Developments of AHSS in Automobile Industry[J]. Materials Review, 2011, 25(13): 101-104.
[10] 裴永生, 盛天放, 楊園超, 等. QP980超高強鋼翻邊性能分析[J]. 塑性工程學報, 2019, 26(6): 50-54.
PEI Yong-sheng, SHENG Tian-fang, YANG Yuan-chao, et al. Analysis of Flange Performance of QP980 Ultra-High-Strength Steel[J]. Journal of Plasticity Engineering, 2019, 26(6): 50-54.
[11] 聶昕, 郭文峰, 呂浩, 等. 金屬板材拉延極限性能[J]. 鍛壓技術, 2020, 45(1): 73-79.
NIE Xin, GUO Wen-feng, LYU Hao, et al. Drawing Limit Property of Sheet Metal[J]. Forging & Stamping Technology, 2020, 45(1): 73-79.
[12] 唐廷洋, 喬曉勇, 申丹鳳. 汽車高強鋼沖壓回彈的分析和控制[J]. 模具工業, 2020, 46(10): 27-32.
TANG Ting-yang, QIAO Xiao-yong, SHEN Dan-feng. Analysis on Stamping Springback of High Strength Steel and Control Method in Automobile[J]. Die & Mould Industry, 2020, 46(10): 27-32.
[13] 左哲, 牛超, 陳新平, 等. 基于沖壓回彈控制的A柱上邊梁零件智能設計方法研究[J]. 塑性工程學報, 2021, 28(1): 38-44.
ZUO Zhe, NIU Chao, CHEN Xin-ping, et al. Research on Intelligent Design Method of A-Pillar Upper Side Beam Part Based on Stamping Springback Control[J]. Journal of Plasticity Engineering, 2021, 28(1): 38-44.
[14] 黃永生, 韓永志, 周昌樂, 等. 鋁合金車門外板充液拉深成形的有限元分析[J]. 汽車工程, 2017, 39(4): 486-490.
HUANG Yong-sheng, HAN Yong-zhi, ZHOU Chang-le, et al. Finite Element Analysis on Hydro-Mechanical Deep-Draw Forming for the Outer Panel of Aluminum-Alloy Car Door[J]. Automotive Engineering, 2017, 39(4): 486-490.
[15] 潘江峰, 鐘約先, 袁朝龍, 等. 基于人工神經網絡技術的板料拉深成形工藝優化的數值建模[J]. 塑性工程學報, 2007, 14(5): 1-4.
PAN Jiang-feng, ZHONG Yue-xian, YUAN Chao-long, et al. Numerical Modeling of Parameters Optimization of Sheet Metal Forming in Drawing Process Based on Artificial Neural Network[J]. Journal of Plasticity Engineering, 2007, 14(5): 1-4
[16] Tran N, Schneider J G, Weber I, et al. Hyper-Parameter Optimization in Classification: To-do or not-to-do[J]. Pattern Recognition, 2020, 103: 107245.
[17] Muhuri P K, Biswas S K. Bayesian Optimization Algorithm for Multi-Objective Scheduling of Time and Precedence Constrained Tasks in Heterogeneous Multiprocessor Systems[J]. Applied Soft Computing, 2020, 92: 10627.
Prediction and Analysis of Stamping Reduction of High Strength Steel Cap Beam
PANG Qiu1, LUO Bo-feng2a,2b, WANG Jun-jie2a,2b
(1. School of Mechanical and Electrical Engineering, Wuhan Donghu University, Wuhan 430212, China; 2. a. Hubei Key Laboratory of Modern Automobile Parts Technology; b. Hubei Collaborative Innovation Center forAuto Parts Technology, Wuhan University of Technology, Wuhan 430070, China)
The work aims to establish a stamping reduction prediction model of QP980 high strength steel in view of the high strength, poor plasticity, complex structure, reduction and cracking defects in stamping process of high strength steel cap beam, so as to solve the difficulties in practical engineering. With the cap beam of typical high strength steel body parts as the object, the relationship between workpiece structure and reduction rate was studied by artificial neural network model. A high-precision prediction model of stamping reduction was established through combination of Bayesian algorithm and recurrent artificial neural network optimization hyperparameter, and the accuracy of the algorithm model was verified by AutoForm software.The tensile height had the greatest effect on the reduction rate, reaching 41.7% for the external reduction rate and 46.2% for the internal reduction rate. The average prediction error of the artificial neural network model for five groups of data in the test set was less than 0.3%. According to the artificial neural network, the maximum tensile height of QP980 steel under the limit reduction rate of 25% was 55.417 mm, and the difference between the prediction result of the artificial neural network and the Autoform simulation result was 0.3%, which verified the accuracy of the artificial neural network model. This model solves the problem of poor prediction accuracy under the condition of CAE simulation and less experimental data, which can effectively shorten the debugging period of high strength steel component stamping and improve production efficiency.
neural network; Bayesian optimization; cap beam; cross validation
10.3969/j.issn.1674-6457.2022.04.007
TG382
A
1674-6457(2022)04-0055-06
2021-10-07
湖北省教育廳科學研究計劃(B2020245);湖北省重點研發計劃(2020BAB140);武漢市科技成果轉化專項(2019030703011511);中央高校基本科研業務費專項(213107006)
龐秋(1979—),女,博士,副教授,碩導,主要研究方向為汽車輕量化成形技術。
責任編輯:蔣紅晨
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
光學精密工程(2016年6期)2016-11-07 09:07:19
作文大王·低年級(2016年4期)2016-04-18 00:24:37
