不同機理阻燃體系對EPP 成型體的影響
2022-03-29 11:32:06徐耀輝呂明福張師軍侴白舸
石油化工 2022年3期
關鍵詞:改性
徐耀輝,郭 鵬,呂明福,張師軍,侴白舸
(中國石化 北京化工研究院,北京 100013)
隨著越來越多的聚丙烯發泡材料制品在國內外數碼、電子和新能源汽車等產品中得到越來越多的推廣應用,不同機理的阻燃劑體系對于聚丙烯發泡材料的機械性能、泡孔形態和燃燒性能的影響受到了越來越多的關注[1-6]。出于對人體和環境健康安全的考慮,“無鹵化”阻燃是大勢所趨。而除了鹵素零添加的阻燃劑體系外,滿足國際電工協會IEC61249-2-21 和日本電子封裝和電路協會JPCAES-01 中對制品溴含量低于900 mg/kg 標準的配方,也可以被稱為“無鹵”阻燃體系或者環保阻燃體系[7-9]。
釜壓發泡聚丙烯(EPP)成型體目前在諸多高端應用領域得到推廣應用。它最顯著的優勢是可以通過蒸汽模內成型制備形狀復雜、尺寸精密的高性能輕量化制品[10-12]。所以在制備阻燃EPP 成型制品時,如何設計篩選添加后不影響EPP 發泡成型性能的阻燃體系是一個重要問題。
本工作以中國石化北京化工研究院和中國石化上海石油化工股份有限公司共同開發研制的無規共聚釜壓發泡專用聚丙烯(E680E)為基礎樹脂,分別采用無鹵阻燃劑和環保阻燃劑改性,再以改性后的樹脂為原料通過釜壓發泡和蒸汽模內成型制備了EPP 成型體,利用SEM、極限氧指數(LOI)測試、垂直燃燒測試、防火等級測試等方法對EPP成型體的成型效果和燃燒性能進行了評價。
1 實驗部分
1.1 原料
E680E:無規共聚聚丙烯,中國石化上海石油化工股份有限公司;無機物理發泡劑:99.99%(φ)CO2,北京環宇京輝氣體有限公司。
無鹵阻燃劑IFR、環保復合阻燃劑EFR:自制。
1.2 主要設備及儀器
ZSK-25 型雙螺桿擠出機:WP 公司;XL30 型場發射掃描電子顯微鏡:FEI 公司;BKGLabLine100型水下切粒機:諾信公司;EPP 小試發泡設備:自制;EMMotion670/570 型EPP 模內成型設備:德國艾倫巴赫公司。
1.3 阻燃E680E 的制備
用IFR 對E680E 進行阻燃改性,添加量為20%(w),將烘干的阻燃劑與E680E 及其他加工助劑按一定比例混合均勻后,在雙螺桿擠出機上共混擠出牽條、冷卻、造粒,得到無鹵阻燃聚丙烯樹脂IFRE680E。
用EFR 對E680E 進行阻燃改性,添加量為5%(w),制備步驟同上,得到環保阻燃聚丙烯樹脂EFRE680E。
1.4 EPP 珠粒及成型體的制備
將E680E,EFRE680E,IFRE680E 樹脂分別在雙螺桿擠出機內熔融,經水下切粒機得到EPP 發泡用微顆粒。將一定數量的微顆粒與分散介質一次性加入到EPP 小試發泡設備中混合,再將CO2作為物理發泡劑加入到該設備中,調整釜內壓力和溫度達到工藝條件,恒溫恒壓一定時間后卸壓放料分別獲得空白EPP 珠粒(EPP25)、無鹵阻燃EPP 珠粒(IFREPP25)和環保阻燃EPP 珠粒(IFREPP25)。將上述EPP 珠粒用EPP 模內成型設備在一定壓力下于蒸汽模內成型,分別得到空白EPP 成型體(EPP25M)、無鹵阻燃EPP 成型體(IFREPP25M)和環保阻燃EPP 成型體(EFREPP25M)。
1.5 性能測試
LOI 按GB/T 2406.2—2009[13]規定的方法測試,測試用樹脂尺寸為150 mm×10 mm×3 mm,測試用EPP 成型體尺寸為 150 mm×10 mm×10 mm。
垂直燃燒按GB/T 2408—2008[14]規定的方法測試,測試用樹脂尺寸為127 mm×3.2 mm×12.5 mm。
防火等級按UL 94,HBF,HF-1,HF-2 標準進行水平燃燒測試,測試用EPP 成型體尺寸為 150 mm×50 mm×10 mm。
采用錐形量熱儀(CONE)按GB/T 16172—2007[15]規定的方法測試火災危險性,測試用EPP成型體尺寸為100 mm×100 mm×10 mm,實驗設定的熱流輻射強度為35 kW/m2。
拉伸強度按GB/T 9641—1988[16]規定方法測試,試樣采用標準啞鈴樣條;導熱系數按GB/T 10294—2008[17]規定的方法測試,試樣尺寸為500 mm×500 mm×25 mm。
2 結果與討論
2.1 阻燃劑對聚丙烯燃燒性能的影響
通過LOI 測試和垂直燃燒測試考察樹脂的燃燒性能,結果見表1。由表1 可見,未經阻燃劑改性的E680E 的LOI 只有18.1%,低于空氣中的氧氣含量(21%(φ)),說明非常易于點燃;在垂直燃燒測試中,試樣的火焰蔓延到夾具,滴落物引燃脫脂棉,無法分級。
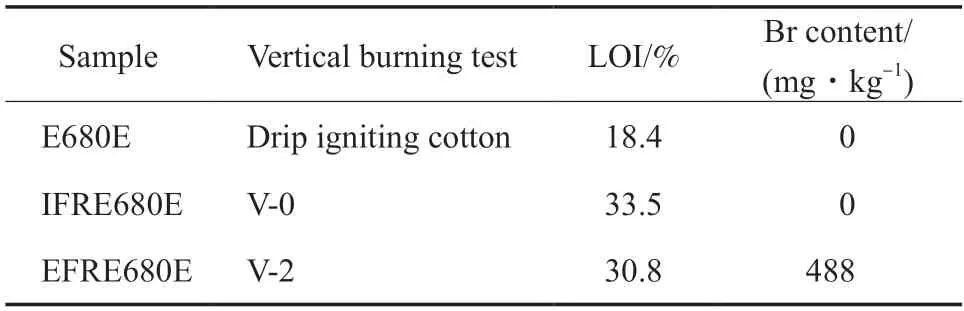
表1 不同阻燃劑改性的E680E 的燃燒性能Table 1 Burning properties of E680E modified by different flame retardants
使用IFR 改性的IFRE680E 的LOI 為33.5%;垂直燃燒測試時,試樣離火即熄且無滴落現象,達到了最高的V-0 級。在測試過程中,樣條被點燃之后在表面快速生成一層表面致密內里蓬松的炭層,這是因為無鹵阻燃體系里的酸源,如聚磷酸銨(APP)和三聚氰胺尿氰酸鹽(MC),與炭源(季戊四醇等)進行酯化反應并分解碳化,生成的大量炭狀殘余物受到燃燒過程中生成的水蒸氣和不可燃氣體(氨氣、氮氣等)作用,形成了多孔泡沫炭層,從而可有效隔絕外界的火焰熱量和氧氣接觸樹脂,并約束燃燒釋放出的可燃氣體和熔滴,避免火勢蔓延。
使用EFR 改性的EFRE680E 的LOI 為30.8%,也達到了“難燃”標準(LOI ≥28%);垂直燃燒時,試樣離火即熄但會有熔滴滴落并引燃下方脫脂棉,為V-2 級。這是因為EFR 添加量少,難以采取生成大量的炭層、不可燃氣體和水蒸氣的方法阻燃。EFRE680E 的阻燃機理為:在聚丙烯達到燃點之前,微量的過氧化物就開始生成大量自由基進攻聚丙烯鏈里的叔碳基團,打斷大分子鏈,誘導接觸火焰部分的聚丙烯快速分解并與未被點燃部分分離,帶走火焰和熱量從而阻斷燃燒;同時,有機磷酸鋁分解失水后形成的凝固態表面,也可阻隔熱量和火焰的蔓延,達到“離火即熄”的效果。滴落的燃燒熔體內部的過氧化物已分解完全,含有的少量溴化物和受阻胺則可降低熔滴燃燒速度,加快熱量散發,雖然在垂直燃燒測試中熔滴會點燃脫脂棉,但在實際火情中不易造成火焰蔓延。EFRE680E 的溴含量為488 mg/kg,滿足IEC61249-2-21 和JPCAES-01中規定的制品溴含量低于900 mg/kg 的標準,故可被稱為“無鹵”阻燃體系或環保阻燃體系。
2.2 EPP 的成型性能
分別以表觀密度為45 g/L 的EPP20,EFREPP20,IFREPP20 進行模內成型可制得密度均為36 g/L 的EPP 成型體EPP25M,EFREPP25M,IFREPP25M,成型體的外觀形態見圖1。從圖1 可看出,EPP25M 和EFREPP25M 表面光滑,形狀規整,尺寸均勻,而IFREPP25M 的表面凹凸不平,外形尺寸也變形收縮。

圖1 不同EPP 成型體的外觀形態Fig.1 Appearance of different EPP foam blocks.
用液氮淬斷成型體樣條,EPP 成型體切面泡孔形狀的SEM 照片見圖2。由圖2 可見,與EPP25M 相比,EFREPP25M 的泡孔直徑偏大一些,均勻性略差,在切面上還能看到一些析出的阻燃劑微粒,但泡孔大小分布仍較為均勻,孔壁完整,邊緣清晰,無明顯破損。由于EFR 的添加量少,主要成分(有機次磷酸鋁、溴化物、受阻胺等)均與聚丙烯相容性良好,且性能穩定,可以耐受高溫高壓下長時間水煮的釜壓發泡工藝,因此EFRE680E可以保持比較出色的發泡性能,阻燃質量良好,成型后珠粒彼此之間黏接緊密。

圖2 不同EPP 成型體切面泡孔的SEM 照片Fig.2 SEM images of section foam of different EPP foam blocks.
IFR 中存在大量APP 和MC 等無機顆粒,它們和聚丙烯相容性差,加入后使IFRE680E 產生很多不連續的缺陷點。同時,在高溫高壓下、以水為分散相的釜壓發泡過程中,APP 易吸潮、季戊四醇分解釋放氣體等會令基體樹脂塑化甚至降解。上述因素均會導致IFRE680E 的熔體強度大幅降低,因此IFRE680E 發泡后的成型體IFREPP25M 孔壁變薄,出現破裂、合并甚至扭曲變形的現象,成型后珠粒之間的縫隙明顯。
2.3 成型體的性能
成型體的性能見表2。由表2 可見,從燃燒性能看,EPP25M 的LOI 為18.5%,EFREPP25M 和IFREPP25M 的LOI 相近,分別為30.3%和28.4%,達到了“難燃”的標準;EPP25M 無法采用UL94泡沫塑料水平燃燒測試方法評級,EFREPP25M 為HF-1 級,IFREPP25M 為HF-2 級。

表2 EPP 成型體的性能Table 2 Properties of EPP foam blocks
EFRE680E 發泡前后的LOI 變化不大,但IFRE680E 的LOI 則由發泡前的33.5%降至發泡后的28.4%。這是因為:1)釜壓發泡的高溫高壓水煮環境會導致 IFR 阻燃體系中的APP 和季戊四醇提前分解,降低阻燃效率;2)由于IFREPP25M內存在的泡孔會影響阻燃劑的分散效果,且過高的阻燃劑添加量使泡孔扭曲尺寸不均,導致阻燃劑分散效果進一步變差,削弱阻燃發泡成型體在被點燃后的成炭性能,難以形成足夠致密蓬松的炭層。在UL94 發泡材料水平燃燒測試時會發生炭層破裂,滴落引燃脫脂棉,因此只能達到HF-2 評級。
由于EFR 有效成分在釜壓發泡過程中不會分解且添加量低,泡孔結構相對細膩規整,阻燃劑分散更均勻。EFR 的阻燃機理并非通過成炭隔絕火焰和熱量,而是通過誘導聚丙烯受熱部分的降解,使它剛被點燃就和其他部分斷開,從而隔絕火焰和熱量繼續蔓延;它還能加快熔滴的散熱、降低熔滴滴落后引燃周邊的風險。發泡之后材料密度大幅降低,因此滴落部分的質量更小,散熱效果也就越好。EFREPP25M 點燃后少量熔滴在滴落過程中已熄滅,不會引燃脫脂棉,可達到HF-1 評級。
從力學性能看,EPP25M 和EFREPP25M 的拉伸強度差別不大,均明顯高于IFREPP25M,因為IFREPP25M 中IFR 添加量高且與聚丙烯相容性差,故在基體樹脂中形成了無數的不連續缺陷點,在受拉伸的時候形成應力集中,容易斷裂;同時從IFREPP25M 的切面SEM 照片可以觀察到成型效果差,珠粒之間的縫隙更大更多,上述兩種原因導致了發泡材料拉伸強度的降低。從導熱系數看,EFR和IFR 的添加對發泡材料的保溫能力并無顯著影響,但由于IFREPP25M 的泡孔結構和成型效果不理想,導致保溫能力略有削弱。
2.4 成型體的火災危險性
使用CONE 考察EPP 成型體的火災危險性。由于實際火災中,人員財物受到損害的原因主要來自熱量灼燒和煙氣毒害,所以阻燃材料燃燒釋放的熱量和煙氣的性能是評價阻燃材料火災危害性的重要依據[18-22]。
熱釋放速率(HRR)曲線峰值可反映實際火災中材料的爆燃速率和傳播火焰的能力。不同EPP 成型體的HRR 曲線見圖3。由圖3 可見,IFREPP25M(200.3 kW/m2)和EFREPP25M(87.7 kW/m2)的HRR 峰值遠低于EPP25M(382.0 kW/m2)。EFREPP25M 在出現HRR 峰值后,HRR 緩慢降低;IFREPP25M 的HRR 峰值并非第一時間出現,而是到120 s 后才出現。這是因為IFREPP25M在剛被點燃時,生成的炭層有效地削弱了熱量的釋放,但由于釜壓發泡工藝和泡孔結構對IFR 有效成分和分散均勻度的破壞,炭層不夠致密均勻,在持續緩慢燃燒一段時間后突然破裂,熱量和火焰快速從材料表面釋出。這種特點會導致對實際火災火情的誤判,反而增大了IFREPP25M 的火災危險性。
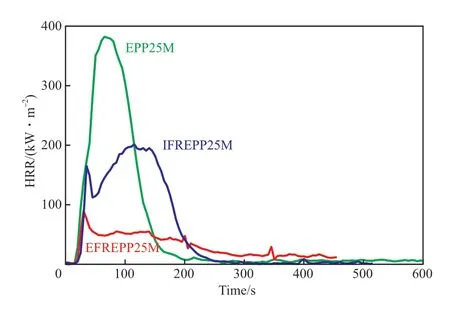
圖3 不同EPP 成型體的HRR 曲線Fig.3 HRR curves of different EPP foam blocks.
比消光面積(SEA)可反映實際火災中材料產生煙霧的能力。不同EPP成型體的SEA曲線見圖4。從圖4 可看出,由于EFREPP25M 中沒有添加額外的碳源,在燃燒初期有機次磷酸鋁在試樣表面形成的玻璃狀黏稠物質能約束成炭釋放,發煙量遠低于EPP25M 和IFREPP25M。而IFREPP25M 中的IFR會在燃燒時快速成炭,并釋放大量水蒸氣,發煙量甚至高于EPP25M,并在燃燒120 s 后炭層破裂時達到最大發煙量。
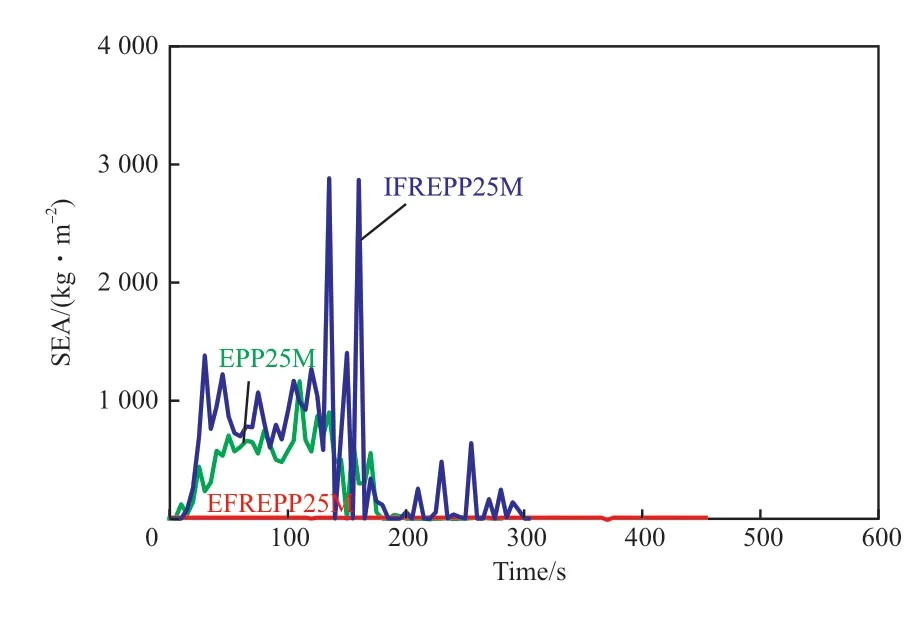
圖4 不同EPP 成型體的SEA 曲線Fig.4 SEA curves of different EPP foam blocks.
CO 生成率曲線反映了材料在實際火災中燃燒時釋放CO 氣體的速率。不同EPP 成型體的平均 CO 生成率曲線見圖5。火災中產生的CO 既可助燃,還可能使火場中的人員中毒。從圖5 可看出,EPP25M 由于是充分燃燒,它在600 s 內的CO 生成率反而最低。IFREPP25M 中除了聚丙烯樹脂還有額外的碳源,起火后生成的炭層和水蒸氣使燃燒不充分,故易快速生成大量的CO。而EFREPP25M 中的過氧化物會直接將樹脂燃燒物氧化成無毒且阻燃的CO2,直到270 s 以后,才因為阻燃劑的消耗和越來越多不易燃氣體的釋放導致燃燒不充分,從而放出較多的CO。

圖5 不同EPP 成型體的平均 CO 生成率曲線Fig.5 CO yield curves of different foam blocks.
3 結論
1)IFR 添加量為20%(w)的IFRE680E 的LOI 為 33.5%,垂直燃燒為V-0 級。EFR 添加量為5%(w)的EFRE680E 的LOI 為30.8%,垂直燃燒為V-2 級。對于未發泡的聚丙烯樹脂,使用IFR 改性可達到更高的阻燃水平。
2)阻燃劑改性的樹脂經釜壓發泡和蒸汽模內成型可制備得到阻燃EPP 成型體。其中,EFREPP25M 的泡孔結構均勻完整,孔壁無明顯破損,珠粒之間黏接緊密無明顯縫隙,與未改性EPP成型體接近。而IFREPP25M 的泡孔出現明顯的扭曲、破裂甚至合并,珠粒之間縫隙明顯。
3)EFREPP25M 保持較好的燃燒性能,LOI為30.3%,UL94 泡沫塑料水平燃燒測試達HF-1 級,力學性能和保溫性能與通用聚丙烯發泡材料接近。而IFREPP25M 的燃燒性能下降,UL94 泡沫塑料水平燃燒測試僅為HF-2 級,力學性能和保溫性能較通用聚丙烯發泡材料有明顯降低。
4)EFREPP25M 的熱釋放速率和煙氣釋放量均低于IFREPP25M 和未改性EPP 成型體,說明它在火災中的危險性更低。EFR 是一種適合制備阻燃EPP 成型體的阻燃體系。
猜你喜歡
紡織科學研究(2020年1期)2020-05-21 00:31:06
中國塑料(2016年12期)2016-06-15 20:30:07
中國塑料(2016年2期)2016-06-15 20:30:00
中國塑料(2016年2期)2016-06-15 20:29:59
中國塑料(2016年5期)2016-04-16 05:25:36
廣西林業科學(2016年3期)2016-03-16 05:43:30
中國塑料(2015年3期)2015-11-27 03:41:38
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年9期)2015-10-14 01:12:17
中國塑料(2015年4期)2015-10-14 01:09:19
