轎車發動機護板加強板模具設計
2022-03-18 08:34:38文根保熊利軍袁開波
模具工業 2022年2期
關鍵詞:區域
0 引 言
家用轎車的底盤較低,在路況不佳的情況下,地面突出物易碰到汽車底部裸露的發動機,為避免此類問題,家用轎車一般會加裝發動機底盤護板。由于不同品牌汽車的底盤安裝孔不一致,整塊護板不能適配所有的車型,為了解決適配性的問題,同時降低生產成本,部分底板護板采用了1塊整板與4塊加強板橋接組合而成,能適應不同的車型。
1 加強板工藝分析
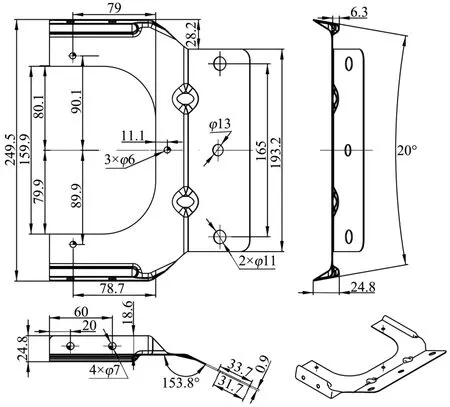
發動機護板加強板材料為DC01,如圖1所示,加強板外形左寬右窄,中間為斜邊,寬端需要沖裁U形槽,兩寬端側需要彎曲,窄邊除了要成形2個壓窩之外,還要彎曲153.8°。若采用單工序模成形,工序件在模具間的定位需要轉換,多次定位會造成制件尺寸變化,并且所占用的沖床和操作的工人多
,從生產效率、加工成本等方面考慮,決定采用級進模進行成形。
2 加強板的排樣及工位分析
級進模設計前,需要對加強板進行排樣設計,以處理各工位的成形及其相互關系
,排樣如圖2所示。工位1:需要沖裁4×
8 mm帶料定位孔,其中中間2×
8 mm定位孔用于帶料步距(202±0.02)mm的定位,兩側的
8 mm定位孔起導向作用,還要沖裁4×
7 mm孔,同時對加強板中部斜邊進行切邊。工位2:沖切兩側Γ字形邊,一方面以帶料中間2×
8 mm為定位孔,另一方面以工位1與工位2之間兩側剩余料為導向,確保后工位的步距導向。工位3:彎曲兩側成24.8 mm×6.3 mm×20°的形狀,中間U形槽若直接沖裁,加強板與帶料在寬端搭接材料的單邊寬度為25.9 mm,會造成加強板翹曲變形,為了緩和變形,需要將U形槽分成中間長方形槽、兩側臺階形槽和短U形槽3個工位成形。工位4:沖裁U形槽中間長方形槽及
6、
11、
13 mm的孔。工位5:沖裁U形槽中間長方形槽兩側的臺階形槽及外部切邊。工位6:彎曲153.8°的形狀和成形2個窩,設計時需要注意回彈。工位7:沖裁短U形槽和整形153.8°的形狀。工位8:切斷加強板與帶料的搭接料。
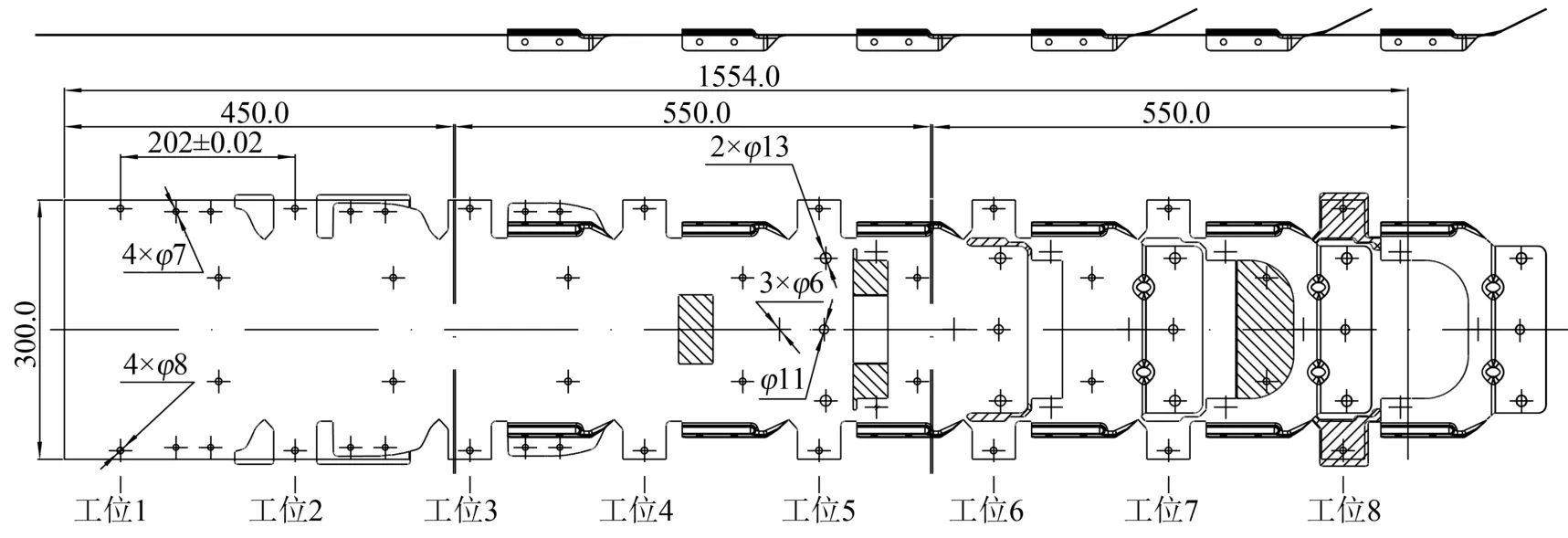
將加強板10個孔和定位孔的沖裁在工位1、4進行,避免了沖孔工位的集中;U形槽分解在工位4、5、7成形,避免了加強板的變形;外形在工位1、2、8進行切邊,保證了8個工位成形加強板與帶料的連接,還保留了8個工位帶料的導向。
3 模具結構設計
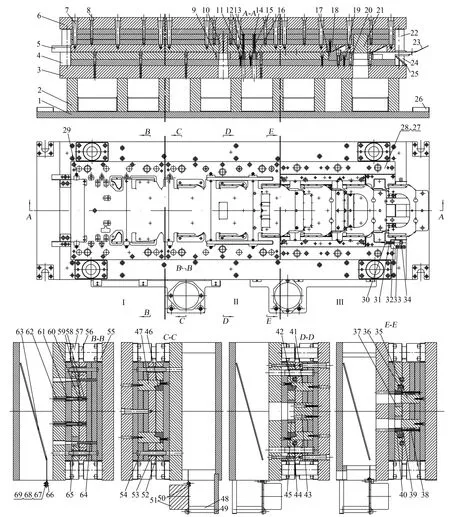
加強板級進模結構如圖3所示,模具工作部分長度為1 554 mm,將模具分成Ⅰ、Ⅱ、Ⅲ三個區域,第Ⅰ區域設置工位1、2;第Ⅱ區域設置工位3、4、5;第Ⅲ區域設置工位6、7、8。
第Ⅲ區域模具結構如圖6所示,設置了工位6、7、8。工位6:通過切邊凸模49和切邊凹模50完成兩側切邊。工位7:通過彎曲凹模21和彎曲凸模22實現153.8°的彎曲和2處壓窩的成形。工位8:通過U形凸模37、38和U形凹模39完成短U形槽的沖裁;通過切搭接料凸模16、17和切搭接料凹模18將成形的加強板與帶料連接處切斷,成形的加強板通過斜滑板29滑進收料箱。
2016年1月,習近平總書記在重慶召開推動長江經濟帶發展座談會,強調當前和今后相當長一個時期,要把修復長江生態環境擺在壓倒性位置,共抓大保護,不搞大開發。
3.1 第Ⅰ區域結構設計
步入社會,參加工作。對于企業經營者和領導者,大多數都希望自己的員工或者手下能夠為他努力的工作。因此,在制度、激勵等方面都是為了更好地為他服務。久而久之,人們在這種工作狀態中,更多的是關注自己的工作,希望把工作做好來保住這份工作;做的更好,獲得更多工作收入。久而久之,安于現狀,不進則退,在一種自然工作狀態下埋沒了自己的財商,也流失了很多創富機會。
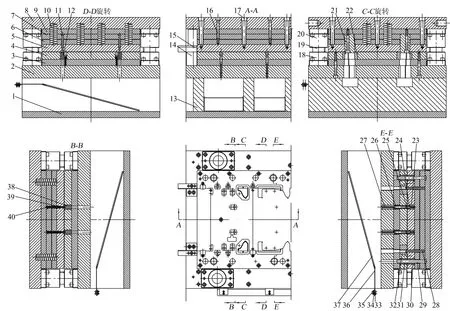
第Ⅱ區域模具結構如圖5所示,設置了工位3、4、5。工位3:通過彎曲凸模51和彎曲凹模52實現兩側24.8 mm×6.3 mm×20°的彎曲。工位4:通過沖孔凹模23和沖孔凸模24、25完成
6 mm孔的沖裁。通過長方孔凹模20、長方孔凸模21、長方孔中心凸模22完成長方形孔的沖裁,彎曲凹模14和彎曲凸模15實現兩側24.8 mm×6.3 mm×20°的整形。工位5:通過沖孔凸模26、沖孔凸模27和沖孔凹模28完成
11 mm孔的沖裁,沖孔凹模31和沖孔凸模32完成2×
13 mm孔的沖裁,沖孔凸模47、48和沖孔凹模50完成2×
6 mm孔的沖裁,Γ形孔凸模44和Γ形孔凹模46完成2處Γ形孔的沖裁。第Ⅱ區域帶料的卸料及定位與第Ⅰ區域類似。
3.2 第Ⅱ區域結構設計
第Ⅰ區域帶料的卸料:卸料螺釘17將上模座8與卸料板5連接,卸料螺釘17與上模座8之間存在35 mm的行程距離。所有的凸模在凸模固定板6、7上,卸料板5在22個彈簧10的作用下可移動35 mm,使卡在凸模上的帶料能夠退出。合模時下模板4可通過卸料板5壓縮彈簧10迫使卸料螺釘17退回35 mm。
第Ⅰ區域設置了工位1、2。工位1:如圖4中
剖視結構所示,通過4套沖孔凹模38和沖孔凸模39、40完成帶料中間2×
8 mm定位孔和兩側2×
8 mm孔的沖裁,以便于后面7個工位的沖壓定位。如圖4中
旋轉剖結構所示,以4套沖孔凸模11、沖孔凹模12完成帶料兩外側4×
6 mm孔的沖裁。工位2:如圖4中
旋轉剖視結構所示,通過切邊凸模21和切邊凹模22完成帶料斜邊孔的沖裁,通過Γ形孔凸模28和Γ形孔凹模32完成帶料Γ形孔的沖裁加工。
帶料由自動送料機以步距(202±0.02)mm從定位座4上定位板5的槽中送進,并由第Ⅰ、Ⅱ區域兩邊共10個定位塊29為導向進行8個工位的沖壓成形,開模后定位銷59進入帶料沖裁的
8.06 mm孔,合模后通過彈簧62和導料銷61壓迫限位銷60進行沖壓,開模時彈簧58使限位銷60將帶料從定位銷59上推出。沖孔、沖槽和切邊用的凸模材料為SKD11,硬度為58~60 HRC;凹模材料為SKD11,硬度為56~58 HRC。彎曲、拉深、整形凸模和凹模材料為Cr12MoV,硬度為58~60 HRC。
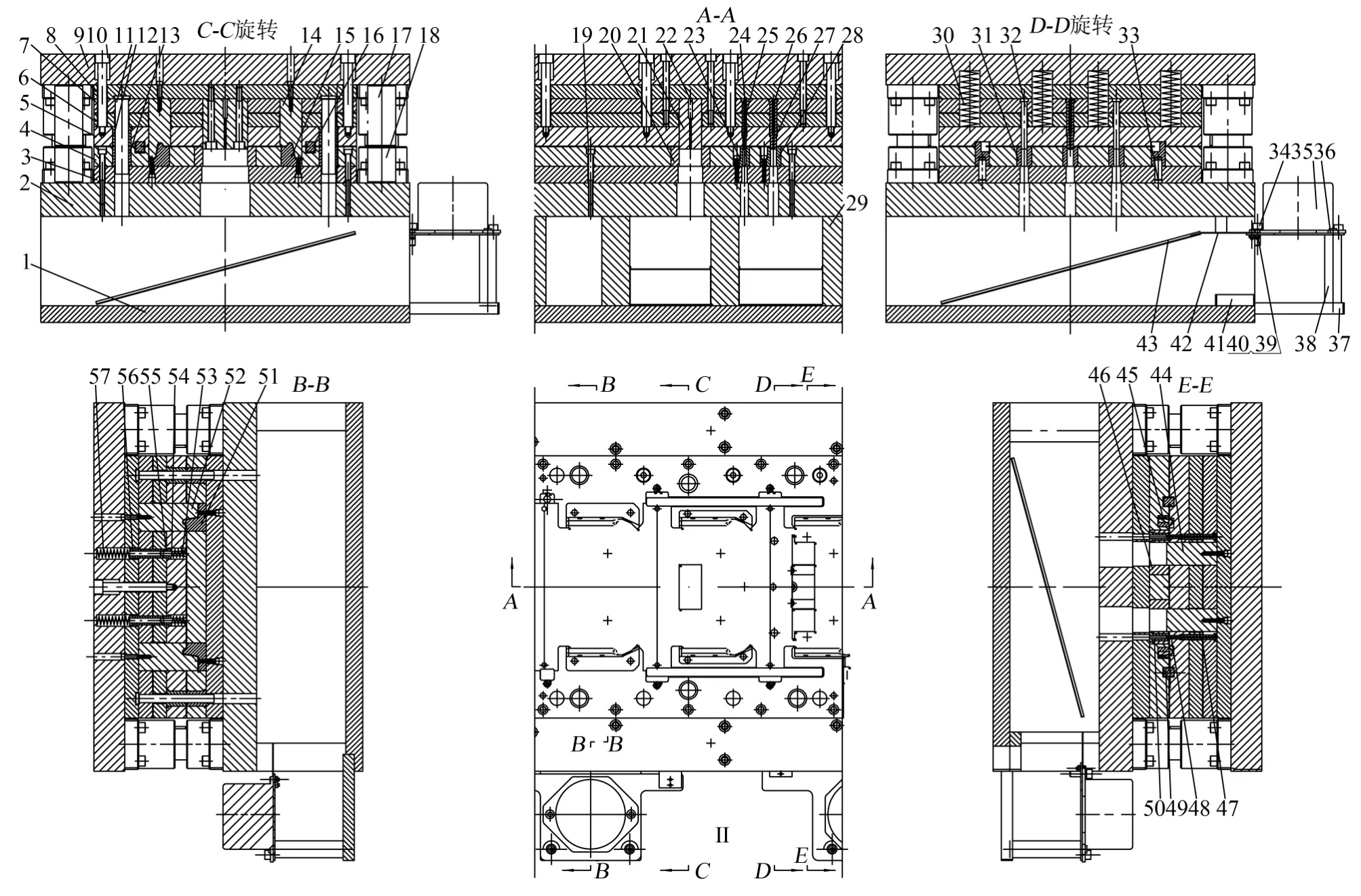
3.3 第Ⅲ區域結構設計
開模后定位銷24進入帶料沖裁的
8.06 mm孔,并通過彈簧23、27和導料銷26壓迫限位銷25進行沖壓,開模時彈簧23使得限位銷25將帶料從定位銷24上推出。
第Ⅲ區域開模后沖裁帶料的U形槽進入U形凸模37上,由于U形凸模37固定在凸模固定板6、7上,通過28個彈簧43推動卸料板5移動35 mm,將帶料從U形凸模37推出。合模后下模板4推動卸料板5和卸料螺釘19退回35 mm。
文獻[12]研究了降水入滲補給規律,如圖1所示。從圖1可知:在不同的巖性條件下,降水入滲系數隨水位埋深(包氣帶厚度)的增加而減小,降雨入滲系數在1 m左右達到最大,1 m以下降雨入滲系數逐漸減小,并在大于3 m后趨于穩定。降水入滲時存在一個地下水最佳埋深,此時入滲量與降水入滲補給系數最大,當地下水埋深大于最大埋深穩定點后,降雨入滲補給系數基本趨于穩定。
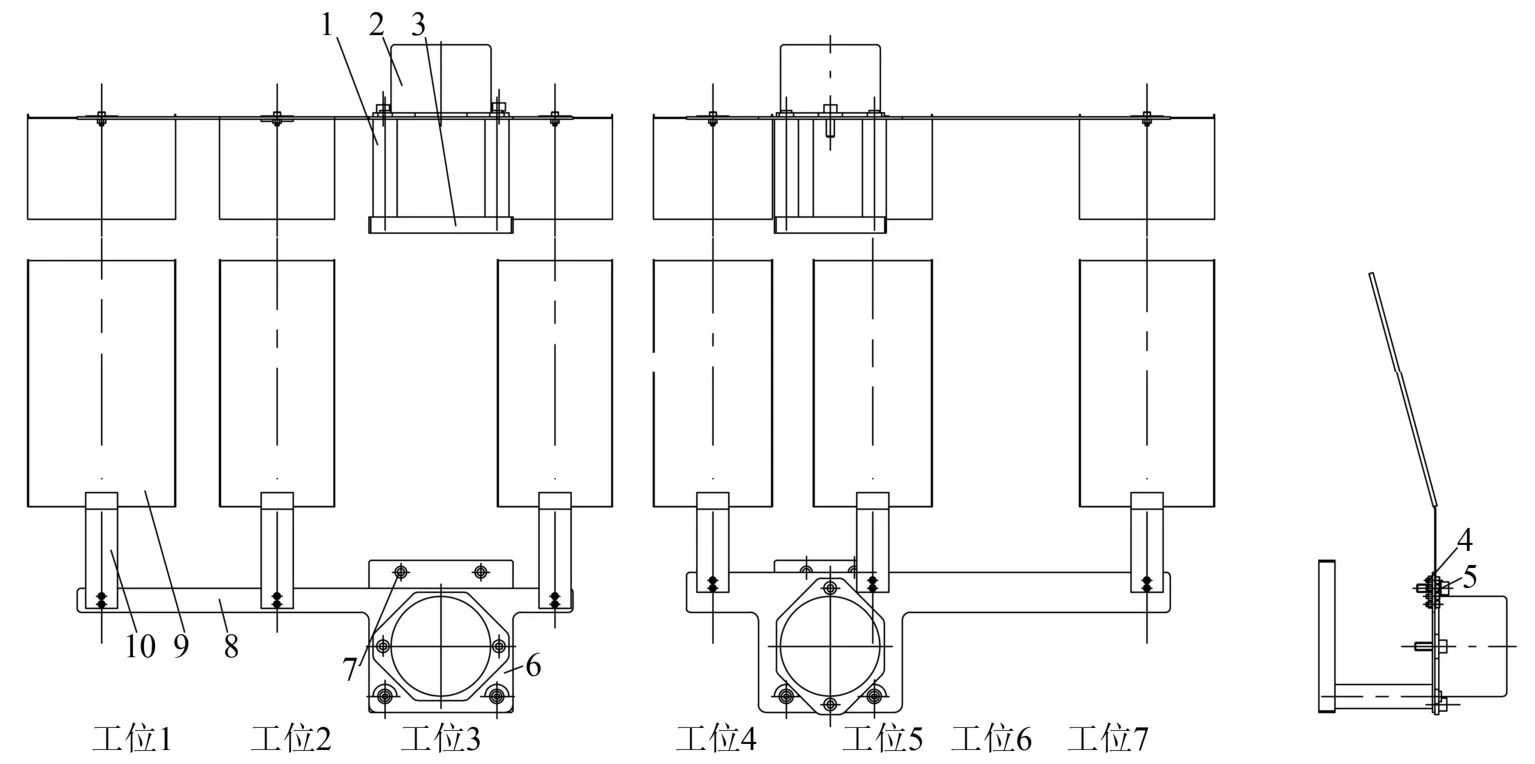
3.4 沖裁廢料排出
模具中所有沖孔、沖槽和切邊的廢料都從凹模、下墊板、下模座的排料孔中掉落到底板上。下模座與底板之間共有9個墊塊,墊塊高度較低,可容納廢料的空間較小,又因模具成形效率較高,要經常清除各個墊塊之間下模座與底板中的廢料。為此在各墊塊之間的下模座與底板空間中設置沖裁廢料斜滑板,可使沖裁廢料掉到斜滑板9上,依靠斜面使沖裁廢料下滑出模具,如圖7所示。
在對于醫療衛生基本公共服務均等化中,地區醫院床位數這一因素在回歸結果中并未顯示對被解釋變量醫療衛生基本公共服務均等化具有顯著影響,但從理論上說,當地的醫療設施條件的好壞直接決定了醫療衛生條件水平,因此我們嘗試換一個指標重新進行檢測,本文選擇衛生人員數占當地年末人口的比值rthnb作為替代地區床位數thnb的指標,重新對被解釋變量進行回歸分析,模型如下:
4 結束語
通過加強板工藝分析及合理設計模具結構,使加強板能順利成形,達到高效、高質量和低成本生產的要求,完成加強板成形只需要1臺沖床、1副模具、1名操作人員,簡化了生產管理。
[1]金龍建.多工位級進模典型結構圖冊[M].北京:化學工業出版社,2011:135-138.
[2]文根保,熊利軍.轎車輔助底板多工序級進模設計[J].模具工業,2019,45(1):53-56.
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15
