噴絲板小孔電火花加工工藝研究
2022-03-18 08:34:48劉明洋吳業強鄭玉龍
模具工業 2022年2期
0 引 言
噴絲板是醫療衛生行業熔噴布生產的核心零件,其特點是孔徑小、數量多、分布密,目前行業中主要采用鉆削方法加工。由于鉆削是逐個進行,整體耗時長,而且在加工中易出現斷刀與鉆偏現象
,在材料質量不穩定的情況下這種問題尤為突出,進行二次處理不僅延誤工期,而且質量也難以保證,給企業造成損失。根據試驗并結合市場的加工經驗,要在相對安全的前提下完成孔徑為
0.25 mm、孔數為351個的噴絲板小孔加工,需要用時大約410~530 min。現利用電火花加工多電極同步放電的優勢,實現小孔的批量加工,以縮短總體加工時間;同時電火花加工切削力小,對工具的強度、剛度要求低
,保證小孔加工的安全性,避免零件二次處理。
1 加工策略制定
圖1所示是典型的噴絲板結構,噴絲孔的尺寸為
0.25
mm×2.5mm,孔間距為0.7 mm,數量為351個,材料為P20,硬度為27~32 HRC。考慮電極的制造難度,將增大電極的間隔距離,相應地將孔進行分組加工,如圖2所示。為了提高放電加工的精度,每組孔分為粗加工、半精加工和精加工3個步驟。
2 電極設計與制造
2.1 電極設計
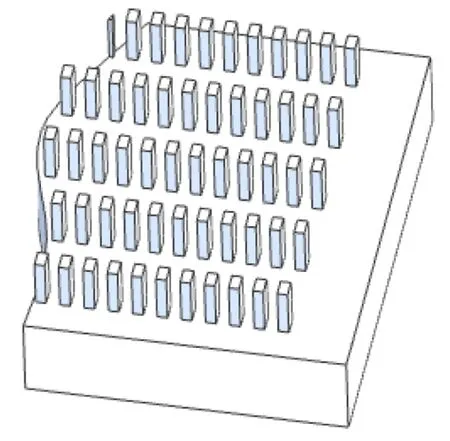
根據試驗結果,當電極間距<1.2 mm時,加工變得困難,將電極的間距設定為孔距的2倍,即1.4 mm。電極結構如圖3所示,電極按照矩陣排列,一共5行,其中1、2、3行用于a組孔的加工;2、3、4行用于b組孔的加工;第5行是備用電極。為了避免電極與噴絲板的非加工部位接觸,便于電極的后期檢測,將行距定為5 mm。根據上述設計要求,電極按照5行×176列的矩陣排列,電極的基本信息如表1所示。
為避免孔徑超差,電極按0.23 mm的孔徑進行設計,根據電極縮放量(雙面0.06 mm),初定電極的直徑為
0.17 mm。為了減小銑削時電極與刀刃的接觸長度,將電極設置為圓錐結構,拔模角為0.2°,經計算頂部直徑為
0.149 mm,如圖4所示。

2.2 電極制造
電極屬于細長件,長徑比達到17:1,如采用常規銑削方法易導致電極變形,為此采取以下措施。
1.1臨床資料 本組重度顱腦損傷患者394例,男241例,女153例,年齡9-78歲,平均年齡44 歲,GCS評分均在3-8分,其中顱腦外傷257例,腦出血118例,腦腫瘤24例,按入院時間先后順序分為實驗組198例和對照組196例,兩組患者一般資料比較差異無統計學意義(p>0.05)。
(3)采用刀尖切削。使用淺層輕銑削的方法加工,這種銑削方法的優點是切削力集中作用在刀尖下方的毛坯上,不會導致電極上部變形。
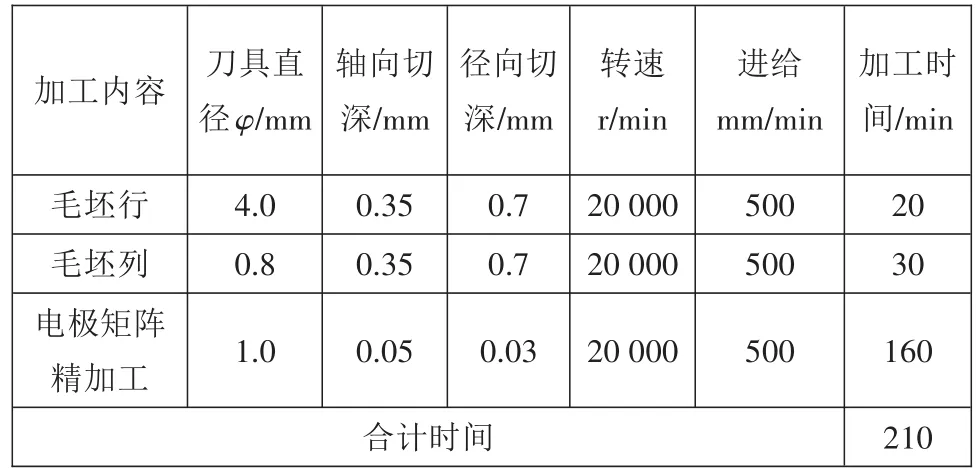
(2)加工電極矩陣。用
1.0 mm的銑刀將毛坯矩陣加工成電極矩陣,加工參數如表2所示,每層分2刀完成加工:第1刀銑削去除大部分余量,留單面0.03 mm的余量,第2刀精銑到位。
(2)采用前、后角大的刀具加工,減小切削力。采用鋁用鎢鋼立銑刀,硬度55 HRC,高光鏡面。
為了提高加工效率,先將坯料加工為0.6 mm×1 mm×3 mm的毛坯矩陣,然后逐個加工成電極,根據優化結果,工藝步驟如下。
(1)采用剛性好、穩定性高的設備進行加工。選用米克朗HSM500,最高轉速42 000 r/min,主軸跳動量≤0.001(實測值),配備動平衡熱縮刀柄。
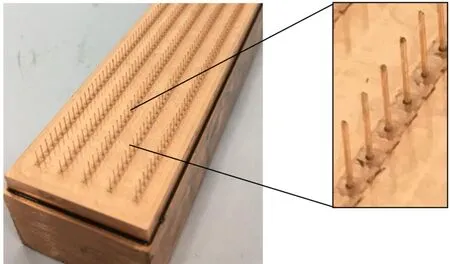
電極的加工時間共210 min,加工的電極如圖6所示,經放大觀察,電極無變形,用千分尺對電極進行檢測,根部徑向尺寸范圍為0.17~0.18 mm,頂部徑向尺寸范圍為0.15~0.16 mm,符合使用要求。
從本文所得出的多元線性回歸模型中我們可以發現,河南省人口老齡化與城鎮化率、老齡人口撫養比和衛生機構數量高度相關。
(1)加工毛坯矩陣。為了提高加工效率,先用
4 mm的銑刀去除矩陣行間的材料,再用
0.8 mm的銑刀去除矩陣列間的材料,最終形成5行×176列的毛坯矩陣(見圖5),加工參數如表2所示。
3 放電加工
放電加工電極縮放量設置為0.03 mm,孔壁粗糙度設置為
0.6 μm;搖動方式設置為圓形平動以實現平動加工,提高孔壁的加工質量
,放電參數的檢索結果如表3所示。由于電極較細,相對損耗較大,主要采用正極性加工
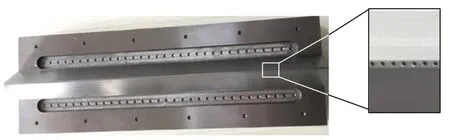
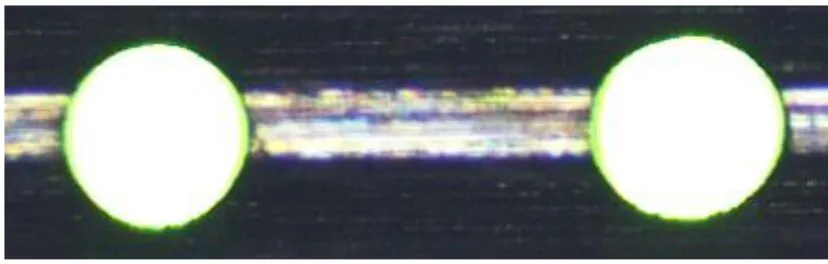
,最后一步切換成負極性加工以提高孔壁的質量。放電間隙較小,孔深較深,電極的下沉動作會產生明顯的液流沖擊,造成電極變形。經過試驗,將下降時間(JD值)設置為8檔,其他參數見表3。2組孔的加工時間共計240 min,加工過程順利,無電極變形現象,加工結果如圖7所示。在顯微鏡下觀察的小孔輪廓如圖8所示,輪廓清晰整齊,無明顯缺陷。
經研究發現,實驗組腦卒中偏癱患者的治療效果和患者的生活質量明顯好于對照組患者。根據統計學分析,差異具有統計學意義,P<0.05。詳情見表1。
在保證塌方段洞室圍巖維持穩定后,在塌方體后方打入超前小導管,并同時進行預固結灌漿。就超前小導管的選擇,主要推薦長度為5m,環向間距30cm 的Φ48 有孔鋼管。通過邊鉆邊注漿的方式,并依據注漿孔周圍吃漿量的大小以及巖體的變化情況,將注漿壓力嚴格控制在0.4MPa以內。另外,為最大程度地保證固結質量,施工人員還可以將自進式錨桿增加在影響段破碎部位,并在軟弱圍巖中增加L 型Φ22 鋼筋將自進式錨桿與工字鋼焊接連接,以良好控制圍巖和掌子面的穩定性。

4 結束語
針對孔數為351個的噴絲板,研究了小孔的放電加工及電極制造工藝。小孔的放電加工共用時240 min。與常規的鉆削加工(用時410~530 min)相比,不僅安全性能高,且加工時間縮短41%~54%,隨著噴絲板上的孔數增加,電加工的多頭同步放電優勢將進一步凸顯,時間優勢將更加明顯。由于細長電極的制造難度大,進一步減小噴絲板的孔徑將變得較困難,要想加工孔徑更小的噴絲板需要進一步研究細長電極的加工工藝。
[1]王文平.深小孔類工件加工工藝研究[J].制造技術與機床,2020(5):76-78.
[2]賈寶賢,王振龍,趙萬生.基于特種加工的微小孔加工技術[J].電加工與模具,2005(2):1-5.
[3]張曉燕,魏引煥,田普建.電火花加工中降低電極損耗的措施[J].模具工業,2004,30(9):49-51.
[4]高 霽,曹國強.特種加工微小孔技術及其發展現狀[J].機械設計與制造,2005(7):169-171.
