基于SLM技術(shù)對H13鋼性能的研究
2022-03-18 08:34:46涂尊鵬潘健怡吳玉廣翁育武胡哲鑫
模具工業(yè) 2022年2期
0 引 言
隨著科技與工業(yè)制造水平的進(jìn)步,金屬3D打印技術(shù)作為先進(jìn)制造技術(shù)的發(fā)展方向,對于模具零件與機(jī)械制造有著重要作用。SLM技術(shù)(選擇性激光熔融技術(shù))作為金屬3D打印技術(shù)的一種,它是利用金屬粉末在激光束的熱作用下熔化、經(jīng)冷卻凝固而成型的一種技術(shù)
。目前SLM技術(shù)的發(fā)展仍存在較多的問題需要解決,如SLM技術(shù)在打印時金屬粉末的各元素含量比例、夾雜程度、顆粒大小等對最終產(chǎn)品的影響。
根據(jù)調(diào)查,市場上可用于3D打印的金屬粉末有10多種,包括熱作模具鋼、Ni基高溫合金、Ti合金、不銹鋼以及Co-Cr合金等,但大多處于試驗(yàn)階段,無法實(shí)現(xiàn)商業(yè)化及大批量生產(chǎn)
。熱作模具鋼主要用于制造從加熱到再結(jié)晶溫度以上的固態(tài)金屬或高溫液態(tài)金屬壓制成形的模具
;H13鋼(C-Cr-Mo-Si-V型鋼)作為熱作模具鋼應(yīng)用較普遍,目前H13鋼在金屬3D打印的應(yīng)用上仍存在問題,對于H13鋼性能與SLM技術(shù)工藝參數(shù)之間的關(guān)系不明確
,現(xiàn)主要探究SLM技術(shù)的工藝參數(shù)對H13鋼成型性能的影響以及兩者之間的相關(guān)性,為了提高試驗(yàn)效率、降低制造成本,采用正交試驗(yàn)法。
1 試驗(yàn)材料
試驗(yàn)材料為H13鋼合金粉末,化學(xué)成分如表1所示,振實(shí)密度為4.46 g/cm
,松裝密度為4.01 g/cm
,流動性為28.03 s
50 g,粒度分布如表2所示。
金融行業(yè)健康發(fā)展是社會經(jīng)濟(jì)健康發(fā)展的決定性因素,綠色金融的實(shí)現(xiàn),能夠促進(jìn)傳統(tǒng)粗放型經(jīng)濟(jì)發(fā)展方式的轉(zhuǎn)變,滿足社會可持續(xù)發(fā)展現(xiàn)實(shí)需求,推進(jìn)經(jīng)濟(jì)轉(zhuǎn)型升級,全面提升經(jīng)濟(jì)社會發(fā)展水平。在此種情況下,對我國綠色金融可持續(xù)發(fā)展的長效機(jī)制構(gòu)建進(jìn)行探究,具有一定現(xiàn)實(shí)意義。


2 成型設(shè)備及制備方法
2.1 試樣成型前準(zhǔn)備
試驗(yàn)設(shè)備為DiMetal-100型號打印機(jī),成型基板材料為45號鋼。試驗(yàn)前,對SLM設(shè)備成型腔進(jìn)行清理,將酒精浸潤無塵紙擦拭腔體、激光透鏡、刮板等部件。對成型基板進(jìn)行磨平處理后噴砂,并將其安裝在SLM設(shè)備上,通過調(diào)平螺母進(jìn)行調(diào)節(jié)。通過篩粉機(jī)對H13鋼粉末進(jìn)行篩選,去除前次試驗(yàn)燒結(jié)產(chǎn)生的殘留顆粒,并放入電熱鼓風(fēng)干燥箱干燥,干燥溫度和時間分別為100℃、10 min;將干燥后的粉末倒入送粉缸內(nèi)。關(guān)閉成型腔倉門,通入氮?dú)鈱⑵渌麣怏w排出,使氧氣濃度下降到0.01%以下,通過SLM設(shè)備控制面板進(jìn)行試驗(yàn)。
2.2 試樣成型后處理
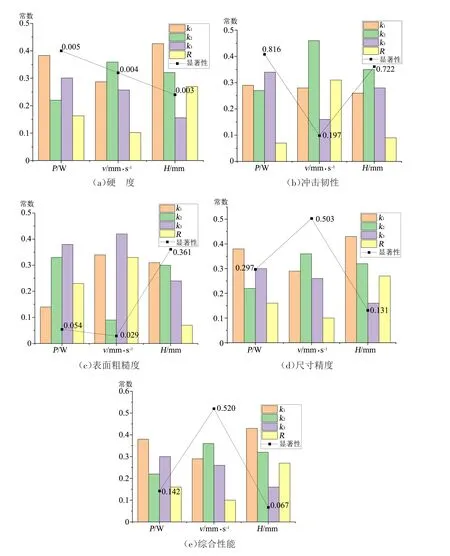
(3)對于表面粗糙度,影響最大的是掃描速度,其次是激光功率,最小是鋪粉厚度,其最優(yōu)組合為
,即激光功率185 W、掃描速度905 mm/s、鋪粉厚度0.03 mm。
3 試驗(yàn)方案
從圖4可得出如下結(jié)果。
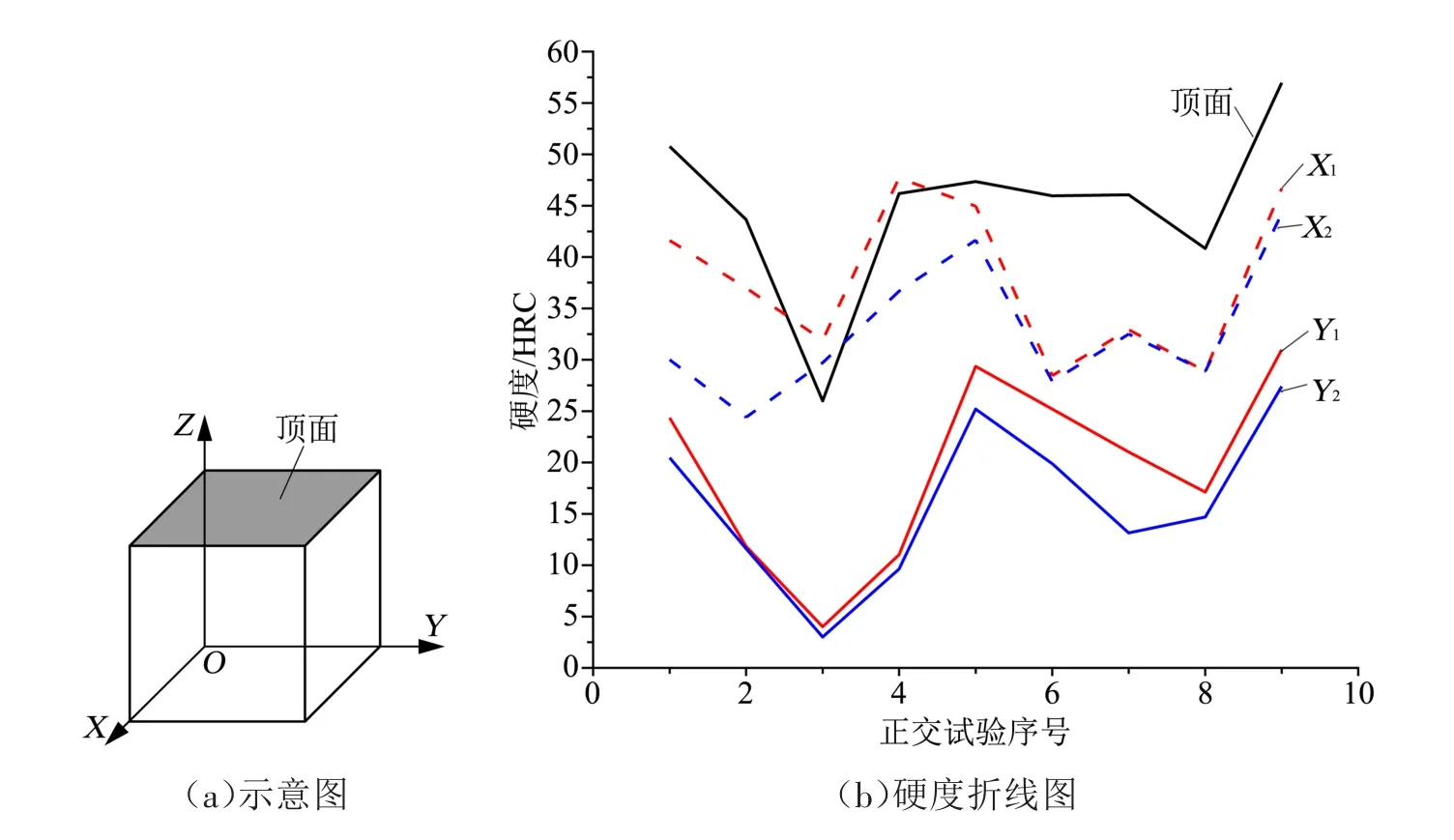
試驗(yàn)主要研究SLM設(shè)備不同的工藝參數(shù)對H13鋼的成型尺寸精度、硬度、表面粗糙度、沖擊韌性以及在4個性能同權(quán)重(1:1:1:1)下綜合性能的影響;為了確保試驗(yàn)結(jié)果的穩(wěn)健性和普遍性,每一組試樣均打印3個樣品,試樣均未進(jìn)行機(jī)加工與熱處理。試樣尺寸相同的情況下,同一材料沖擊韌性與沖擊功呈正相關(guān),即沖擊功越大,沖擊韌性越好。硬度試驗(yàn):試樣尺寸為10 mm×10 mm×10 mm,如圖1(a)所示,檢測使用洛氏硬度計。沖擊試驗(yàn):試樣尺寸為10 mm×10 mm×55 mm的帶V形缺口長方體,如圖1(b)所示,檢測使用擺錘式?jīng)_擊試驗(yàn)機(jī)。
4 結(jié)果分析
4.1 檢測結(jié)果分析
醫(yī)院要加強(qiáng)成本核算的全面性,應(yīng)利用更先進(jìn)的核算方式對醫(yī)院的固定資產(chǎn)、流動資產(chǎn)、可預(yù)估資產(chǎn)、隱性資產(chǎn)與財務(wù)信息進(jìn)行統(tǒng)計核對。利用高效能對成本進(jìn)行控制能避免浪費(fèi),降低成本,提高有效利用率。

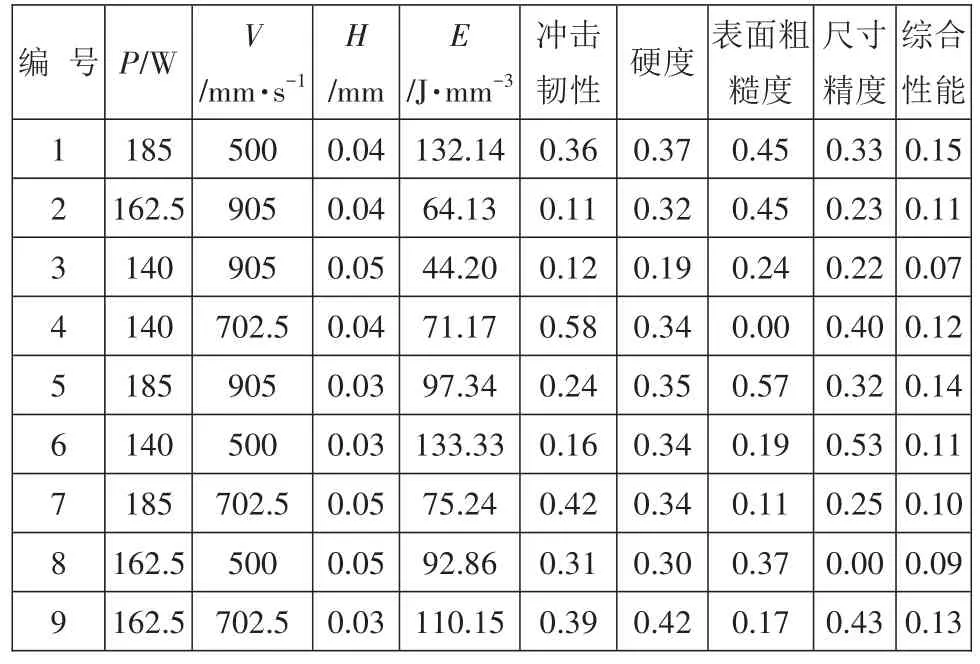
從表4可知:對于試樣為10 mm的正方體,尺寸總體上呈偏大的趨勢,其成型尺寸最小偏差為0.02 mm,相對精度誤差為0.90%;進(jìn)行沖擊試驗(yàn)后,試樣的沖擊韌性較差,脆性較大,斷口較平整,如圖2所示。
因指標(biāo)存在極大型(硬度、沖擊功)和極小型(表面粗糙度)與中間型(尺寸),為了數(shù)據(jù)類型的統(tǒng)一,將所有指標(biāo)正向化處理。因尺寸、硬度、表面粗糙度、沖擊韌性這4個性能的量綱(單位)不同,需要消除各指標(biāo)量綱的影響,對已經(jīng)正向化的數(shù)據(jù)矩陣進(jìn)行標(biāo)準(zhǔn)化處理,標(biāo)準(zhǔn)化后的數(shù)據(jù)如表5所示。
牽犬,李斯之嘆;聽鶴,陸機(jī)領(lǐng)成都眾大敗后,云“思聞華亭鶴唳,不可復(fù)得”。[注] 《宋書》卷六十七《謝靈運(yùn)傳》,第1755頁。
3.2.2 鼠和狗的主動脈腔靜脈瘺模型 模型優(yōu)點(diǎn)是該模型適用于所有動物,具有高度可復(fù)制性;缺點(diǎn)是這類疾病在人類身上發(fā)生率很低[23-26]。
蔥可調(diào)和腥膻等油膩厚味,并能產(chǎn)生特殊香味,刺激食欲。在冬季適當(dāng)進(jìn)食大蔥,還可在一定程度上利用蔥的抑菌作用,降低呼吸道和腸道感染的風(fēng)險。
1.前往西藏的道路:從都蘭出發(fā),西至格爾木,再正南行,相繼經(jīng)過昆侖山口、安多、那曲,通往拉薩,并經(jīng)過拉薩前往印度。
1991年12月25日,弊病叢生的蘇維埃社會主義共和國聯(lián)盟被當(dāng)做龐然怪物合力打倒了。但勝利的歡呼還沒有散盡,痛苦卻比自由更早更真實(shí)地到來了。七十余年的社會主義奮斗史驟然被判為虛妄,無數(shù)“真相”爭相出來證明昔日理想的絕對荒謬,而被詛咒了一個世紀(jì)的資本主義和超級市場卻成了正道。“蘇聯(lián)人”面臨的困境大體有:
2) 節(jié)能環(huán)保。我國船舶帶來的大氣污染主要來自于含硫量較高的燃油。按照IMO《防止船舶污染國際公約》的規(guī)定,遠(yuǎn)洋船舶燃油含硫量最高不超過3.5%,但這已是國產(chǎn)柴油標(biāo)準(zhǔn)含硫量上限0.005%的700倍。內(nèi)河船舶使用燃油沒有強(qiáng)制性標(biāo)準(zhǔn)。在船舶設(shè)計過程中,應(yīng)合理使用節(jié)能減排技術(shù),特別是空調(diào)系統(tǒng)作為客滾船上的主要耗能設(shè)備之一,更要在設(shè)計上加入節(jié)能方法。
4.2 極差與方差分析
(5)對于綜合性能影響最大的是鋪粉厚度,其次是激光功率,最小是掃描速度,其最優(yōu)組合為
,即激光功率140 W、掃描速度702.5 mm/s、鋪粉厚度0.03 mm。
試驗(yàn)采用正交試驗(yàn)法分析SLM打印機(jī)的工藝參數(shù)對H13鋼粉末的成型性能的影響,試驗(yàn)主要考察3個因素,分別為激光功率(
/W)、掃描速度(
/mm·s
)、鋪粉厚度(
/mm)。正交試驗(yàn)法選取的3個工藝參數(shù)的區(qū)間分別為[140,185]、[500,905]、[0.03,0.05],掃描間距
固定為0.07 mm,并采用
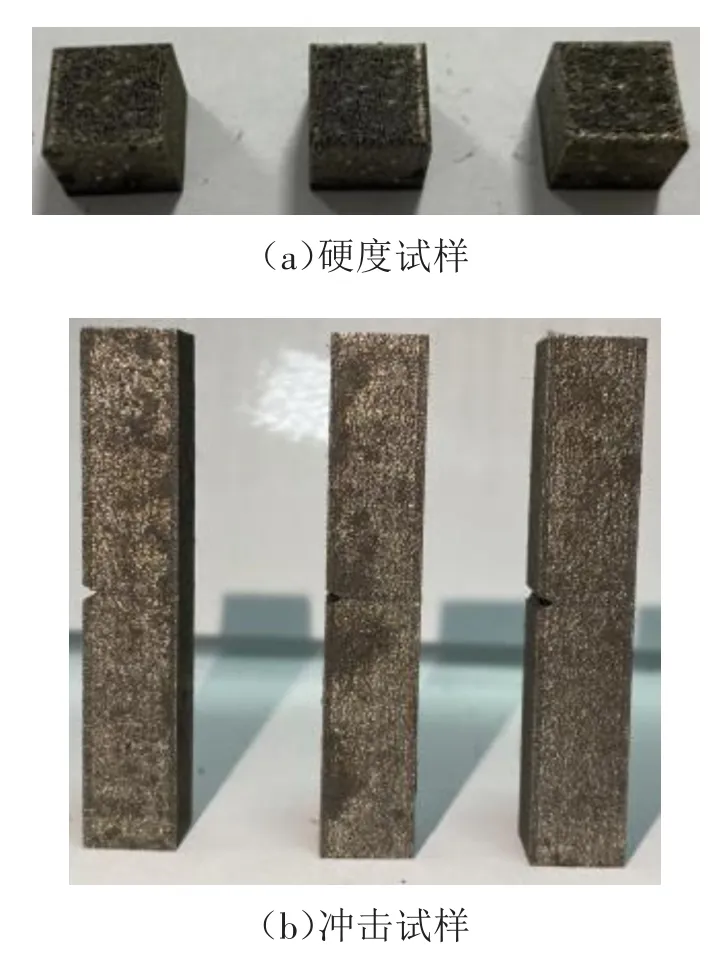
9(3
)的正交試驗(yàn)表,選定參數(shù)的正交試驗(yàn)水平數(shù)值如表3所示。
從圖3(b)可知:在同一組正交試驗(yàn)的情況下,頂面的硬度總體上高于側(cè)面;
、
的硬度高于
、
;
、
的硬度較差,且2個面硬度較近。
(1)對于硬度,影響最大的是鋪粉厚度,其次是激光功率,最小是掃描速度,其最優(yōu)組合為
,即激光功率140 W、掃描速度702.5 mm/s、鋪粉厚度0.03 mm。
(2)對于沖擊韌性,影響最大的是掃描速度,其次是鋪粉厚度,最小是激光功率,其最優(yōu)組合為
,即激光功率185 W、掃描速度702.5 mm/s、鋪粉厚度0.04 mm。
試樣成型后等待成型腔內(nèi)冷卻至室溫,將成型腔內(nèi)氣體排出,打開成型腔倉門,清理試樣周圍和表面粉末,將基板從成型腔內(nèi)取出,用線切割將基板與試樣進(jìn)行分離。
(4)對于尺寸精度,影響最大的是鋪粉厚度,其次是激光功率,最小是掃描速度,其最優(yōu)組合為
,即激光功率140 W、掃描速度702.5 mm/s、鋪粉厚度0.03 mm。
對SLM設(shè)備的工藝參數(shù)與H13鋼各項(xiàng)性能的數(shù)據(jù)進(jìn)行極差與方差分析,其結(jié)果如圖4所示,柱狀圖表示極差分析,
值反映自變量對因變量的影響程度,折線圖表示方差分析的顯著性水平。
4.3 相關(guān)性檢驗(yàn)
為探究各個因素、性能之間的線性相關(guān)性,先繪制散點(diǎn)圖(見圖5)進(jìn)行觀察和判斷。
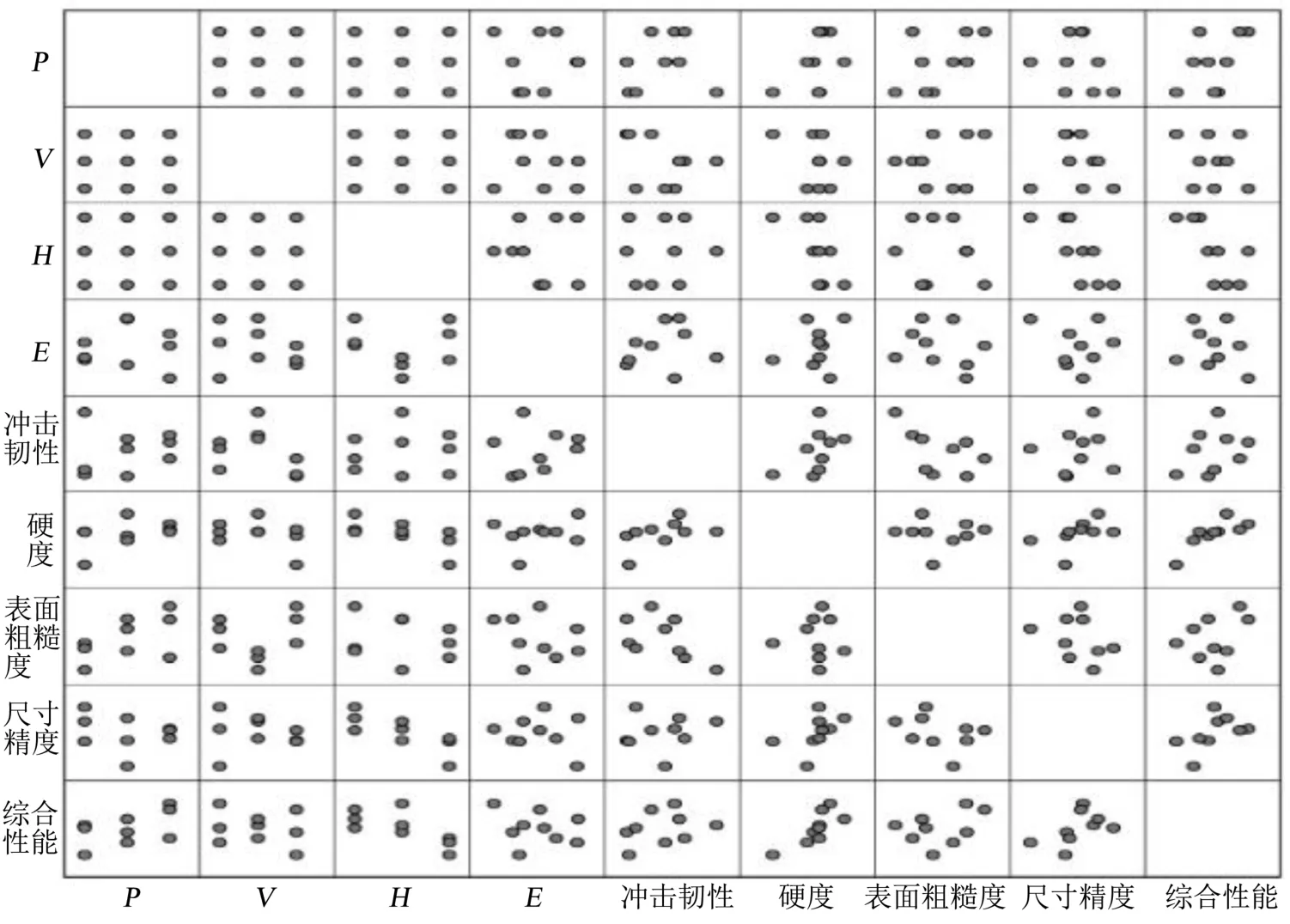
通過圖5初步得出結(jié)論:鋪粉厚度與硬度、尺寸精度、綜合性能有較強(qiáng)的線性相關(guān)性,且為負(fù)相關(guān),即鋪粉厚度越大,尺寸精度與綜合性能越差。
為驗(yàn)證上述結(jié)論的可靠性,但因其數(shù)據(jù)不滿足正態(tài)分布檢驗(yàn),不采用皮爾遜相關(guān)系數(shù)檢驗(yàn),轉(zhuǎn)用斯皮爾曼相關(guān)系數(shù)檢驗(yàn),檢測結(jié)果如表6所示。
10 mm正方體試樣的示意圖如圖3(a)所示,
軸方向?yàn)榧す鈷呙璺较颍渲写怪庇?/p>
軸的面分別為
、
即平面
,垂直于
軸的面分別為
、
即平面
,;對試樣不同表面(除底面外)進(jìn)行硬度檢測,并記錄其測量數(shù)據(jù),繪制折線圖,如圖3(b)所示。
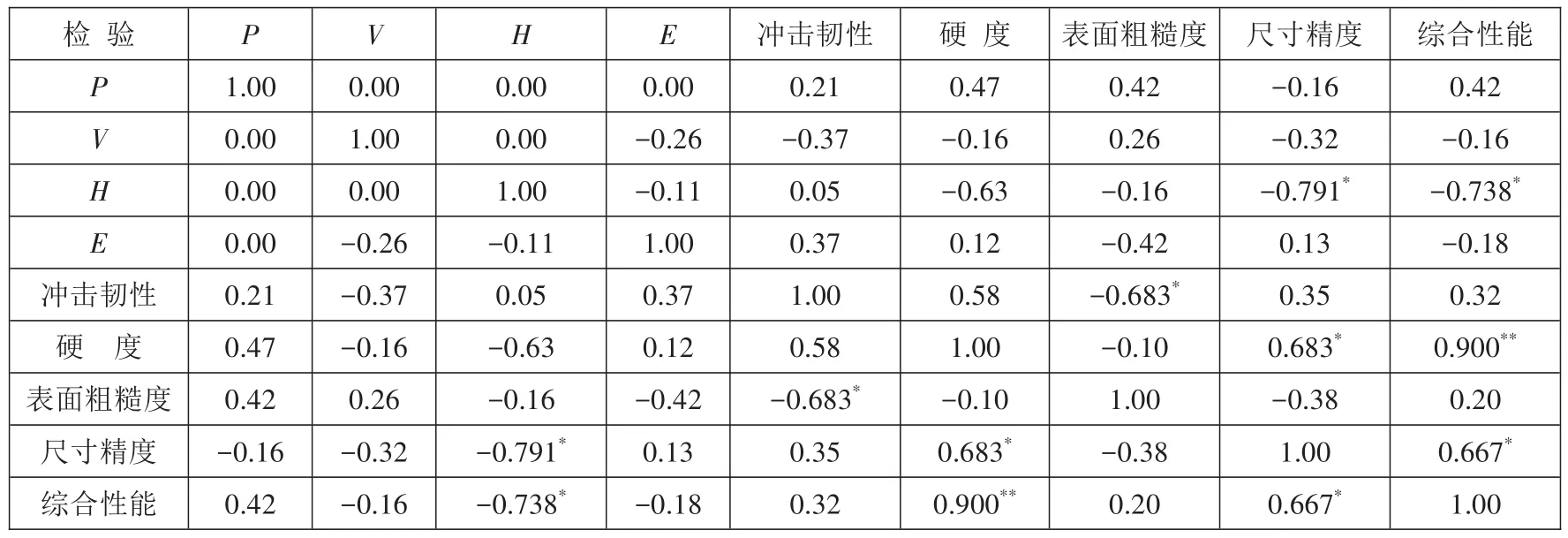
從表6可知:鋪粉厚度對于尺寸精度、綜合性能的影響較大,呈負(fù)相關(guān)性,與硬度的相關(guān)性較弱;其他自變量與因變量的相關(guān)性相對較弱。
5 結(jié)束語
正交試驗(yàn)所選取的工藝參數(shù)范圍內(nèi),利用SLM技術(shù)制備了H13鋼試樣,得出的結(jié)論如下。
(1)成型后的試樣中,頂面的硬度約45 HRC,最高達(dá) 57 HRC,且高于側(cè)面,
、
的硬度優(yōu)于
、
;
、
硬度較為接近,且硬度最差。
(2)表面粗糙度
值最小達(dá)到5.7 μm,總體上在8.53 μm左右;沖擊韌性數(shù)值總體較小,沖擊韌性較差,表現(xiàn)出明顯的脆性;試樣尺寸總體偏大,最小偏差為0.02 mm,尺寸均值為10.09 mm,相對精度誤差為0.9%。
(3)對于硬度影響最大的是鋪粉厚度,其次是激光功率,最小是掃描速度,最佳組合是
;對>于沖擊韌性影響最大的是掃描速度,其次是鋪粉厚度,最小是激光功率,最優(yōu)的組合為
;對于表面粗糙度影響最大的是掃描速度,其次是激光功率,最小是鋪粉厚度,最優(yōu)的組合為
。
(4)對于H13鋼的綜合性能影響最大的是鋪粉厚度,其次是激光功率,最小是掃描速度,最佳組合是
,即在工藝參數(shù)中激光功率為140 W,掃描速度為702.5 mm/s,鋪粉厚度為0.03 mm成型的H13鋼性能相較于其他參數(shù)會更優(yōu)。
(5)鋪粉厚度對硬度、尺寸精度、綜合性能的影響最大;掃描速度對表面粗糙度、沖擊韌性影響最大。
(6)對全局參數(shù)進(jìn)行斯皮爾曼相關(guān)系數(shù)檢驗(yàn),得出除鋪粉厚度對尺寸精度、綜合性能有較為明顯的負(fù)線性相關(guān)關(guān)系外,其他參數(shù)間的線性關(guān)系并不明顯。
[1]胡美娟,吉玲康,馬秋榮,等.激光增材制造技術(shù)及現(xiàn)狀研究[J].石油管材與儀器,2019,5(5):1-6.
[2]李宏棋.激光增材制造技術(shù)及其應(yīng)用[J].科教導(dǎo)刊(中旬刊),2019(35):47-48,86.
[3]王 銳,趙芳芳,萬楚豪.激光選區(qū)熔化增材制造技術(shù)的研究進(jìn)展[J].武漢船舶職業(yè)技術(shù)學(xué)院學(xué)報,2019,18(1):111-117.
[4]陳瑩瑩,肖志瑜,李上奎,等.3D打印用金屬粉末的制備技術(shù)及其研究進(jìn)展[J].粉末冶金工業(yè),2018,28(4):56-61.
[5]覃思思,余 勇,曾歸余,等.3D打印用金屬粉末的制備研究[J].粉末冶金工業(yè),2016,26(5):21-24.
[6]樊 鵬.金屬零件3D打印技術(shù)現(xiàn)狀及應(yīng)用[C].2017年第七屆全國地方機(jī)械工程學(xué)會學(xué)術(shù)年會暨海峽兩岸機(jī)械科技學(xué)術(shù)論壇論文集,2017:697-700.
[7]吳曉春,左鵬鵬.國內(nèi)外熱作模具鋼發(fā)展現(xiàn)狀與趨勢[J].模具工業(yè),2013,39(10):1-9.
[8]李 偉.金屬催化劑3D打印制備技術(shù)與性能研究[D].北京:北京化工大學(xué),2020:1-7.
[9]徐錦崗,陳 勇,陳 輝,等.工藝參數(shù)對H13鋼激光選區(qū)熔化成型缺陷的影響[J].激光與光電子學(xué)進(jìn)展,2018,55(4):283-289.
[10]陳 峰.H13鋼激光熔覆工藝參數(shù)優(yōu)化研究[D].常州:江蘇理工學(xué)院,2017:1-9.
[11]渠體健,陸曉峰,朱曉磊.H13鋼激光熔覆組織的力學(xué)性能正交化研究[J/OL].熱加工工藝,2021(16):99-103[2021-07-15].https://doi.org/10.14158/j.cnki.1001-3814.20182836.
