大口徑海底管道JCO成型三維動力分析
2022-03-03 05:53:52常江濤
船舶力學 2022年2期
謝 鵬,常江濤
(1.中山大學海洋工程與技術學院,廣東珠海 519082;2.南方海洋科學與工程廣東省實驗室(珠海),廣東珠海 519082)
0 引 言
海底管道作為海上油氣開發必須依賴的重要基礎設施,是海洋油氣資源開發的生命線。在油氣田內部,它將海上油氣田的鉆井系統、生產系統和海底管匯連成一體,使鉆井、采油和輸運系統相互關聯、相互協調。在油氣外輸作業中,海底管道跨越復雜海床,與岸基終端設備相連,快速、高效地完成油氣的運輸過程。近年來,隨著世界各國對石油、天然氣資源需求量的不斷增加,管道作為油氣資源輸送的主要方式,其生產制造和工程建設技術發展迅猛,且逐漸向大口徑的趨勢發展。JCO 成型技術作為一種先進的大口徑直縫鋼管制造工藝,能夠根據不同鋼級、板寬、壁厚自動調整凸模行程、凸模曲率半徑和鋼板給進量等生產參數,具有靈活性大、效率高以及成型效果好等優勢。管道JCO 成型工藝又稱為漸近式多步模壓成型法,成型過程一共分為三步。首先,將板坯進行預彎,并將預彎后的板坯由成型機按照預設曲率和步長進行反復壓彎,形成橫臥的“J”形;再由進給機構逐步將“J”形板坯的另一側進行多次步進壓彎,形成橫臥的“C”形;最后在板坯中部壓下,使“C”形管坯開口縮小,形成開口的“O”形,JCO 成型工藝過程如圖1 和圖2 所示。在后續環節中,對“O”型鋼管進行合縫、焊接和擴徑,并形成最終產品[1-2]。目前,JCO成型管道的鋼級最高可達X80級,壁厚最大可達60 mm,管道直徑最大可達1800 mm[3]。在大口徑海底管道的JCO 成型過程中,既涉及到材料、接觸等多種非線性因素,又涉及到“加載-卸載-回彈”循環載荷的作用,力學過程極其復雜。管道凸模行程和凸模曲率半徑的參數設置、成型力的精準控制,以及管道成型之后的管道封口形態、殘余橢圓度預測,是大口徑JCO 鋼管制造中的關鍵技術難題[4-6]。
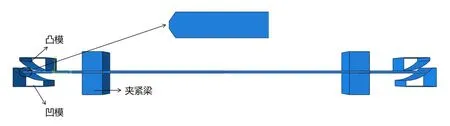
圖1 板坯預彎示意圖Fig.1 Pre-bending diagram
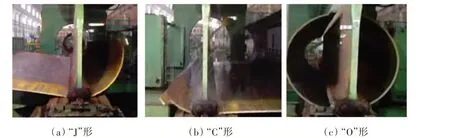
圖2 JCO成型的三個階段(該圖片出自參考文獻[9])Fig.2 Three stages of JCO forming(This picture is from Ref.[9])
國內外學者對JCO成型中的諸多問題開展了研究,總體上可分為兩類:一類是以JCO 成型基本變形模式為分析對象,進行管道成型機理和變形規律的研究。2002 年,葉澤剛[7]基于三點彎曲理論將JCO 彎曲分為兩種彎曲模式,其一為不對稱彎曲模式,其二為對稱彎曲模式。分別計算了其受力狀態和彎曲板料幾何形狀,在此基礎上開發了JCO 工藝參數設計系統,能夠得到較為合理的工藝設計方案。2009 年,李建[8]提出了基于彈塑性冪指數材料模型的彎曲理論,計算精度得到了很大的提高。2010年,高穎[9]分別采用不同的材料模型,以彈塑性理論為基礎推導了JCO彎曲變形的相關公式,進一步豐富了彎曲變形理論的研究工作。另一類是以JCO 連續成型為研究對象,進行成型工藝參數的研究。2009年,高穎等[10]建立了采用平截面假定和單向應力假定為基礎的彎曲工程理論模型,對鋼板彎曲成型進行了靜態隱式有限元分析,模擬了X70 管線的JCO 成型過程,得到了最佳凸模下壓量以及完整的管坯模型。2010 年,燕山大學的李強等[11]采用連續介質的平面應變四節點減縮積分實體單元CPE4R模擬板坯進行JCO成型仿真研究,通過改變凸模曲率半徑得到相應的應力應變場分布情況,以及力與位移曲線的關系。2011年,Chandel和Singh[12]模擬了管道的JCO-E 制造過程,通過改變模具的曲率半徑,得出結論:板坯回彈是決定管道成型各個階段模具曲率半徑的一個重要因素,在管道成型的每個工位上,模具的曲率半徑對管道的成型起著關鍵作用。2016年,白圖婭等[13]采用二維平面應變有限元模型分析了JCO 成型過程,建立基于徑向基函數的代理模型,在此基礎上應用遺傳算法和灰色系統理論進行了工藝參數的多目標優化設計,實現了減少加工參數,提高生產效率的目標。2019 年,Konstantinos 等[14]對大口徑薄壁鋼管JCO-E 成型進行了研究,主要集中在合縫焊接與擴徑的工藝模擬計算,研究了管坯合縫前形狀與尺寸對合縫后殘余應力分布的影響以及合縫焊接殘余應力對擴徑的影響分析,同時表明殘余應力在預測管道極限外壓和受壓彎曲承載力時應予以考慮。2020年,白圖婭等[15]通過建立非線性混合強化耦合損傷本構模型,將JCO 成型過程中損傷行為對回彈計算的影響加以考慮,回彈計算結果更加接近實驗值,與傳統彈塑性模型相比,最大計算誤差可以減小約2.8%,提高了JCO 成型過程中的回彈計算精度。綜上所述,目前學者們對JCO 成型的研究大多數是為了探索不同成型工藝與管道力學響應之間的內在聯系,通過設置不同的生產邊界條件,圍繞管道的預彎、成型、合縫以及擴徑過程中的力學行為進行研究,計算管道成型過程中的應力應變狀態,盡可能地提升成型后管道的力學性能。
現有研究大多基于二維有限元模型進行管道JCO 成型分析。這種模型將管道視為軸向無限長,假設管道截面處于平面應變狀態,以某一截面的變形代表整條管道。但是由于材料屬性、邊界效應等非線性影響,二維模型只適用于細長管道(L/D>10)的成型分析,無法對大口徑鋼管(L/D<10)的成型過程進行準確分析。為解決這一問題,本文基于彈塑性彎曲理論建立了管道JCO成型的“預彎-成型”一體化三維有限元分析模型,利用顯式動力學算法研究了規格為Φ1219 mm×22 mm×12 000 mm 的X65直縫焊管JCO 成型過程中的動力學行為,分析了管道沿軸向的不均勻應力應變分布規律,探討了凸模行程與凸模曲率半徑對管道封口形態、應力應變關系和成型力的影響,研究結果為管道JCO 成型過程中的工藝參數優選、力學載荷控制和成型效果評價提供了科學依據和理論支撐。
1 管道成型參數的理論分析
在JCO 成型過程中,凸模下壓次數、凸模行程以及每一次下壓形成的彎曲角是關鍵參數。基于前期研究經驗及成型設備能力考慮,本文將JCO成型工藝下壓次數預設為21次,并假設每一次下壓后板坯彎曲角度相同,則可以計算每一次下壓的目標彎曲角,如公式(1)所示,

式中,α為目標彎曲角,即每一步成型后板坯的卷曲角度;n為下壓次數。J 成型過程板坯的變形示意圖如圖3所示。
對于規格為Φ1219 mm×22 mm 的管道,設計成型步驟為21 步,可得理論彎曲角度α=16.37°。管道成型后的理論半徑可由公式(2)計算,式中,R為理論成型半徑,D為管道外徑,t為管道厚度。代入數據得R=587.5 mm。

由圖3(b)中的幾何關系可以進一步計算出下壓量h和半步進量l,根據三角形相似定律以及余弦定理可得
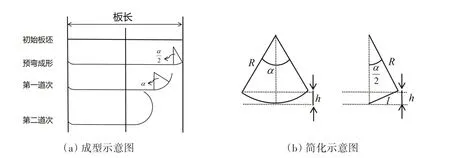
圖3“J”形變形過程Fig.3‘J’shape deformation process

由式(3)中兩式聯立即可得凸模行程為

由式(4)即可計算凸模行程h=11.94 mm。在實際工程中,凸模行程應為理論下壓量與板坯厚度22 mm 之和。考慮到板坯的回彈效應,在實際生產過程中,凸模行程取值一般大于理論計算值。本文將凸模行程分別取值為32 mm、33 mm、34 mm、35 mm 和36 mm,基于有限元方法進行JCO 成型的三維數值分析,以優選最佳的凸模設置參數。
2 管道成型的有限元分析
2.1 有限元建模
本文以規格為Φ1219 mm×22 mm×12 000 mm 的X65 管線為研究對象,有限元模型包括板坯模型、預彎模具以及成型模具。
板坯模型初始尺寸為3720 mm×22 mm×12 000 mm,采用減縮積分的8節點六面體單元(C3D8R)進行模擬,如圖4 所示。ABAQUS 中適用于接觸問題的單元須為減縮積分單元[16],該單元適用于接觸問題分析,且對模擬非常大的網格扭曲問題有很好的適應性。減縮積分是相對于完全積分來說的,減縮積分單元比完全積分單元在每個方向上少使用一個積分點,在模型受彎曲時可以消除計算中的剪切鎖閉問題且對計算結果的精度影響不大。板坯模型共劃分為89 200 個單元,單元近似全局尺寸為50 mm;為精確計算回彈,Y方向劃分為12 個單元;為了減小計算量,Z方向劃分為100個單元。

圖4 板坯模型Fig.4 Slab model
預彎模具和成型模具采用減縮積分的4 節點曲面殼單元(S4R)。該單元是一種通用的殼單元類型,具有很好的適應性,既可以用于厚殼問題的模擬,也可以用于薄殼問題的模擬,如圖5所示。預彎模具共劃分為8952個單元,成型模具共劃分為8200個單元,單元近似全局尺寸為50 mm,為了減小計算量,Z方向劃分為100個單元。
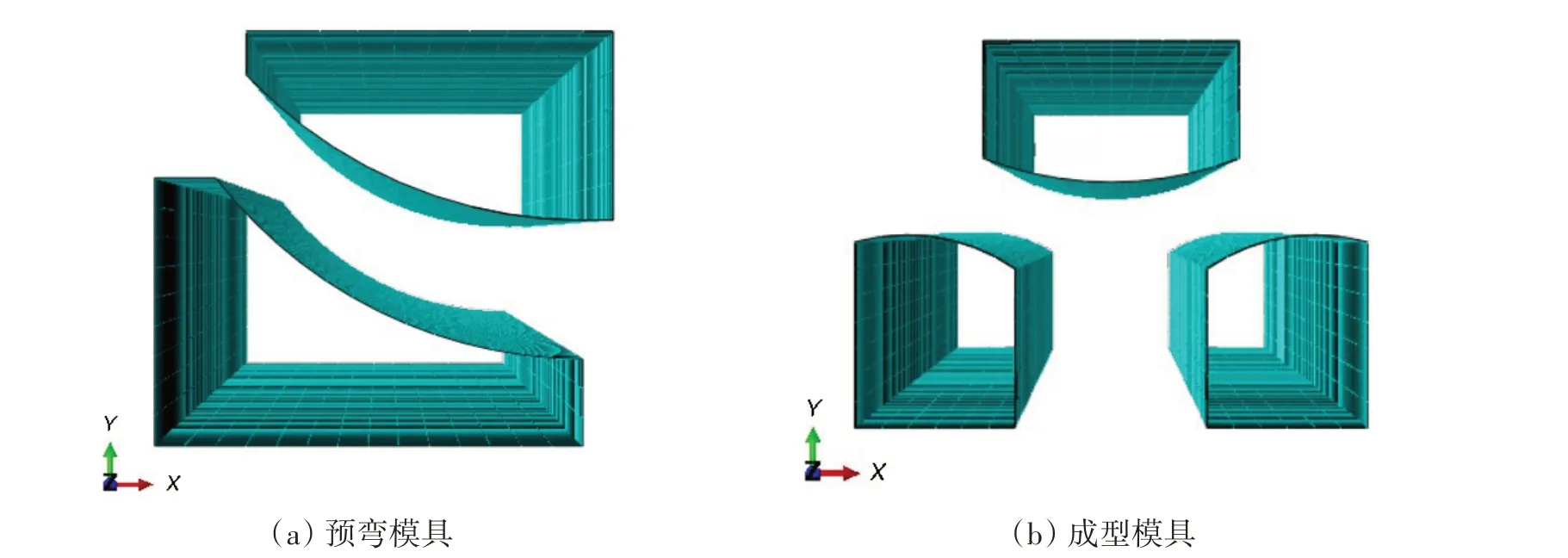
圖5 JCO成型模具Fig.5 Mould of JCO forming
2.2 材料屬性
板坯材料采用X65鋼材,其材料屬性如表1所示。為考慮管道材料的非線性特征,采用Romberg-Osgood方程建立管道材料的本構關系,其表達式為

表1 X65 鋼材主要參數Tab.1 Main parameters of X65 steel

式中:ε是材料應變;σ是材料應力;E是彈性模量;σs是屈服強度;A和B是描述材料塑性應變的硬化參數,A=1.29,B=25.58。
2.3 接觸設置
板坯與模具之間設置接觸面,采用“主控-從屬”接觸算法。在計算過程中,為了獲得較好的模擬結果,一般選取網格較密或者材料較軟的表面作為從屬表面,因此本模型選擇板坯表面作為從接觸面,剛體模具表面作為主接觸面。接觸方向總是與主控表面垂直,計算中沿主控表面的法向傳遞接觸力,沿接觸表面的切向傳遞摩擦力,故接觸作用屬性設置為法向“硬”接觸,切向采用罰函數摩擦公式定義切向摩擦力。
3 管道成型動力過程的數值求解
3.1 求解方法
有限元分析計算方法主要有靜力隱式算法和動力顯式算法,雖然靜力隱式算法有著較好的回彈計算能力,但是考慮到JCO 成型工藝為連續彎曲的多步驟過程,計算時間較長,載荷性質動態變化,更加需要動力顯式算法高效的接觸功能以及超強的穩定性,故選擇動力顯式方法進行JCO 成型有限元建模計算。ABAQUS 動力顯式算法在整個運算過程中采用中心差分方法求解系統的整體平衡方程,運用動態方程在每個微小的增量步內計算出下一個增量步的動態情況[17]。
假設節點質量矩陣為M,加速度為¨,外力為P,單元所受內力為I,則節點的平衡方程為

根據方程(6)可計算出在當前增量步(t)時的節點加速度為

由于顯式求解器所用的質量矩陣為對角矩陣,因此無需求解方程組,節點的加速度完全由節點上的外力以及質量矩陣決定,因此求解過程可以節省大量計算資源。在極短的時間內加速度若為常值則可以采用中心差分方法對加速度積分,并計算節點的速度,其中Δt為初始時間增量步。

在此運算中心差分對速度積分求解出位移方程:

由式(6)~(8)可知,模型中節點位移、節點速度和節點加速度只與初始增量步有關。因此ABAQUS/Explicit以初始時間增量和多個增量步進行中心差分運算。
假設單元應變增量為dε,單元應力為σ,根據應力-應變關系可以得出單元的應力-應變關系為

在ABAQUS/Stander 中進行非線性分析時,每一個時間增量步都需要求解大量的非對角矩陣平衡方程組,極其耗時,且在涉及接觸時最容易出現求解不收斂的現象,因而采用ABAQUS/Explicit 進行顯式動力學分析,具有節省計算資源、計算速度較快以及精確度較高等優點。
3.2 載荷步設置
管道的JCO 成型過程分為預彎與成型兩個階段。在第一階段,預彎板邊,所有其他板件幾乎保持未變形。在預彎過程中,為了提高JCO 成型管道尺寸精度,避免封口處出現“噘嘴”狀,需要對板坯兩端進行彎曲變形,使其兩端曲率達到或者接近成型后鋼管的曲率,預彎模型如圖6(a)所示,在預彎過程中,上模固定不動,下模向上運動。在第二階段,分別將管坯壓制為“J”形、“C”形和“O”形。JCO 成型包括J 形彎曲、C 形彎曲及O 形彎曲的連續操作。成型過程中凹模固定不動,凸模向下運動一定的行程將板坯壓制彎曲一定的角度。模具尺寸及裝配位置均按照實際生產設置,模型如圖6(b)所示。
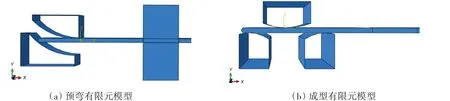
圖6 板坯與模具的初始裝配關系Fig.6 Schematic diagram of the initial setup of blank and punch
為了精確模擬管道的成型過程,在有限元分析中通過載荷步分解,實現管道成型的連續分析,在管道彎曲成型過程中,共需一次預彎、21次成型壓制。每個成型道次包括三個步驟,分別為板坯步進、加載和卸載。具體的載荷步如下所示:
(1)預彎。在此分析步中,上模固定不動,下模向上運動,將板坯兩端預彎至一定的曲率。
(2)板坯步進。在此分析步中,給板坯施加位移載荷,模具完全固定,將板坯移動到合適的位置,為加載步做準備工作。
(3)加載。在此分析步中,凹模完全固定,板坯長度方向上固定z方向的位移以及繞x、y軸的轉動,板坯寬度方向固定x方向的位移以及繞y、z軸的轉動,凸模只允許向下的位移。
(4)卸載。在此分析步中,凹模和板坯的邊界條件與加載時相同,凸模只允許向上的位移。
(5)重復上述(2)~(4)載荷步,經過10 個道次的壓制,板坯形成“J”形,此時將板坯未經過壓制的一段送入模具,再經過10個道次的壓制,板坯形成“C”形,最終壓制板坯中部,形成開口的“O”形。
3.3 分析結果
圖7為管道成型過程示意圖。在制造過程的每個階段,為了達到最終的形狀,板坯在不同的區域發生變形。板坯首先在預彎階段,經過兩端的預彎模具將板坯兩端彎曲一定的曲率;預彎完成后的板坯進入成型階段,通過多次壓制步驟將板坯壓制為“J”形,接著從另一側壓制板坯直到獲得“C”形;最終壓制板坯中部使其呈開口的“O”形。
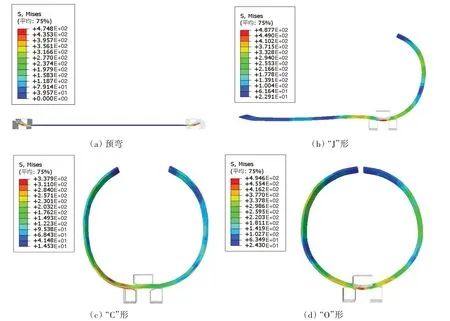
圖7 預彎與JCO成型過程數值模擬結果(21道次,h=34 mm,R=280 mm)Fig.7 Numerical simulation of the crimping and JCO forming process(21 punching steps,h=34 mm,R=280 mm)
成型后管坯等效塑性應變云圖如圖8所示,板坯經過預彎以及21個道次的下壓過程后,形成了一段長12 m 且帶有開口的圓形管道。等效塑性應變沿管道軸向分布不均勻,呈現連續且周期性變化。這些應變不均勻區域處于同一直線上,都是經過同一次”下壓-回彈“過程產生的,這說明在下壓過程中管坯既產生了軸向變形也產生了周向變形,因此導致了管坯回彈后應力應變的軸向分布不均勻。為了直觀顯示軸向應力應變分布情況,取長度為1000 mm 的管道來分析管道JCO 成型的“加載-卸載”過程。計算結果如圖9 所示,加載后,管坯的應力在軸向上分布是均勻的,此時最大應力為494 MPa;卸載后,殘余應力以及等效塑性應變均隨著管坯軸向呈周期性分布,與圖8 中的應力、應變較大區域對應。
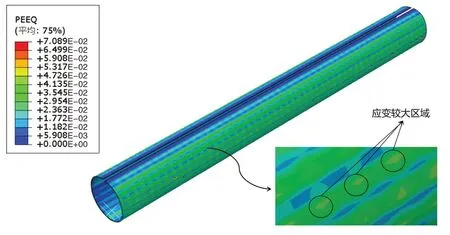
圖8 成型后管坯示意圖Fig.8 Schematic diagram of the pipe after forming
取圖9 中方框內一個波峰與波谷探究管坯殘余應力及等效塑性應變軸向分布不均勻的變化程度,在距離管坯截面475 mm 處,殘余應力達到最大值325.93 MPa,在距離管坯截面600 mm處,殘余應力隨軸向逐漸降低至最小值271.39 MPa,降低幅度達16.73%;相應地,等效塑性應變由最大值0.0512 逐漸降低至最小值0.0481,降低幅度達6.05%。由此可知,在JCO 成型對管坯軸向應力應變分布不均勻的影響中,應力的不均勻分布特性更為顯著。
圖9 管坯軸線方向應力應變曲線Fig.9 Stress and strain curve of the pipe in axial direction
成型力是JCO 成型過程中的重要參數,既關系到JCO 成型設備的承載能力,也與管道的最終成型效果密切相關。圖10 是JCO 成型過程中,21 次下壓過程中凸模成型力的變化曲線,其中凸模行程h=34 mm,曲率半徑R=280 mm。由圖10 可知,成型力基本處于3.75×107~4.25×107N 范圍內,各道次成型力有所波動,但整體變化不大。其中,第1、第2以及第11、第12道次的成型力較小,這是由于這幾個成型道次靠近管坯邊緣,而管坯邊緣經過預彎后本身帶有一定的曲率,因此成型力相對較小。
圖10 JCO成型過程成型力變化曲線Fig.10 Forming force in the progress of JCO forming
為了分析下壓回彈后管坯的應力應變分布情況,選取位于凸模正下方、板坯上表面的一個節點來分析管坯單次“下壓-回彈”過程中的應力應變歷程,結果如圖11所示。在下壓過程中,由于凸模不斷下移,板坯發生彎曲變形,因此板坯的應力逐漸增大直至加載結束達到最大值494 MPa;在0點到B點之間,板坯的等效塑性應變值始終為零,說明板坯的變形處于彈性變形階段,B點以后,隨著凸模繼續下移,板坯開始進入塑性變形階段,板坯的等效塑性應變逐漸增大直至加載結束達到最大值0.042;在回彈過程中,板坯的應力逐漸減小至A點后趨于平穩,A點后的板坯應力稱為殘余應力,其值為273 MPa,相較于最大應力降低了44.7%,板坯等效塑性應變是由板坯發生塑性變形產生的,因此在回彈過程中不發生變化。

圖11 管坯單次“下壓-回彈”過程中的應力應變歷程Fig.11 Stress and strain history in the process of single‘pressing-springback’of pipe
4 凸模行程對管道成型效果的影響
管道成型后的應力、殘余應力、應變場和成型力等參數是衡量管道成型效果的重要參數,是JCO成型是否符合實際生產的衡量標準。這些參數影響著成型后管道的強度、剛度以及穩定性,需要進行系統的計算分析。因此本文以凸模行程和曲率半徑作為主要變量,對JCO 成型主要參數進行分析。固定凸模曲率半徑為R=280 mm,通過選取不同的凸模行程來分析板坯JCO 成型情況,具體取值見表2;得到5組JCO成型結果,如圖12所示。

表2 凸模行程取值Tab.2 Values of punch stroke
4.1 管道的封口形態
如圖12 所示,在相同的凸模曲率半徑下,隨著凸模行程的增大,管坯成型后的開口距離逐漸減小。表3 給出了管坯的幾何形狀參數,分析了管坯的橢圓度、開口寬度以及“撅嘴”量,并與同樣條件下的工廠實際生產管道參數做對比。結果顯示,當凸模行程h=32 mm 時,由于壓制量不足,導致成型后管道出現較大的開口以及明顯的“噘嘴”現象;當凸模行程h=36 mm 時,由于壓制過量,成型后管道兩端出現重疊部分;當凸模行程h=34 mm時,成型后管道的幾何參數較好,橢圓度、開口量以及“噘嘴”量都在工廠實際生產范圍內,能夠滿足實際的生產要求。
圖12 不同凸模行程下JCO仿真結果Fig.12 Simulation results of JCO with different punch strokes

表3 不同凸模行程下管坯幾何形狀Fig.3 Geometries of pipe with different punch strokes
4.2 管道成型力
在管道成型過程中,模具對板坯進行多次沖壓,在這個過程中JCO 成型設備需要提供巨大的壓力來使板坯彎曲到一定曲率,由生產設備提供并作用到板坯上的力即為“成型力”。成型力在JCO 成型過程中是不斷變化的,時刻影響著設備的加工能力、設備安全以及穩定性;同時,成型力的大小也是管道成型質量控制的重要參數和評估依據。
圖13(a)給出了在不同凸模行程下,模具在單次加載到卸載過程中成型力的變化曲線。隨著凸模行程的增大,成型力也隨之增大,當h=32 mm時,最大成型力為3.62×107N,當h=36 mm時,最大成型力為4.65×107N,凸模行程增大了4 mm,成型力增幅高達28.5%;加載時,成型力逐漸增大,卸載時,成型力迅速減小,由于加載后管坯出現了塑性變形,因此管坯回彈到A點后就不再回彈,而凸模繼續卸載與板坯分離,此后成型力為0。圖13(b)給出了凸模行程h=34 mm 時的凸模和兩凹模成型力,左右兩凹模成型力幾乎相同,凸模成型力與兩凹模成型力方向相反,前者大小為后兩者之和。
圖13 單次“加載-卸載”過程中模具成型力Fig.13 Mold forming force in single‘loading-unloading’process
4.3 管道應力和殘余應力
由于JCO 成型過程步驟較多,因此選取其中一個道次進行應力應變分析。壓制過程分為加載過程和卸載過程,應力應變因彈性回復會發生較大的變化,管坯的殘余應力仿真結果如圖14所示。
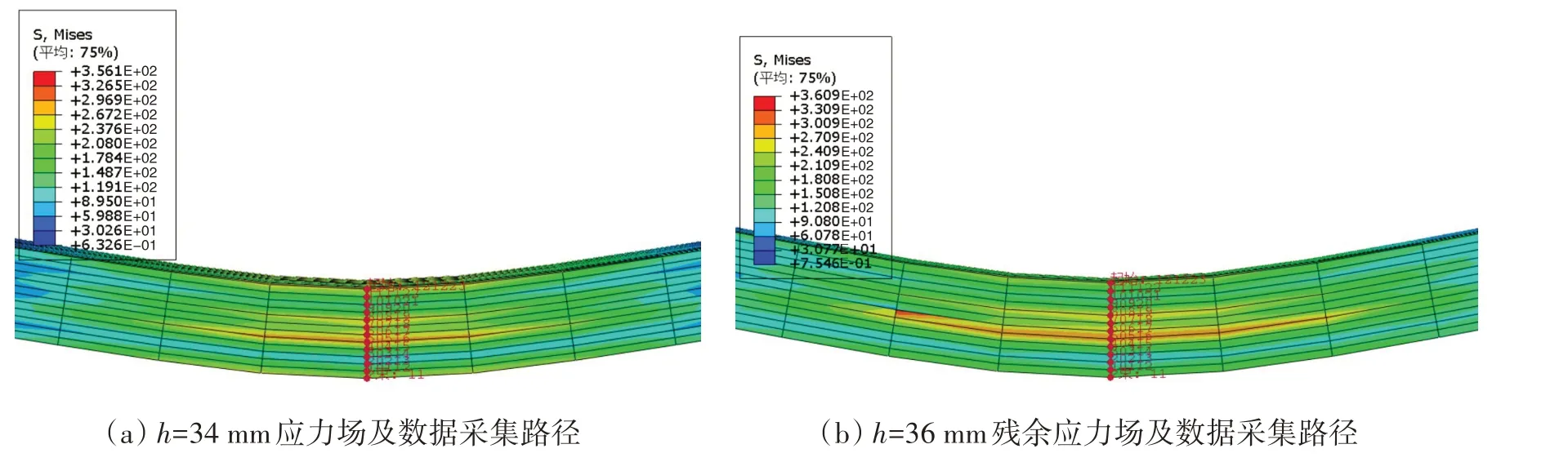
圖14 應力場及數據采集路徑Fig.14 Stress and data acquisition path
如圖14 所示,卸載后管坯內仍然存在較大的殘余應力,隨著凸模行程的增大,壓制范圍增加,殘余應力場區域增大。在彎曲對稱軸上采集節點數據,并繪制沿厚度方向的應力、殘余應力分布曲線,如圖15所示。
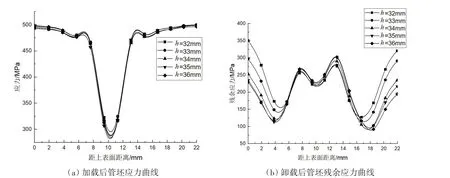
圖15 不同凸模行程下管坯的應力、殘余應力曲線圖Fig.15 Stress and residual stress curve in different punch strokes
如圖15(a)所示,隨著凸模行程的變化,加載后管坯應力的最大值始終出現在板坯上下邊界部位,最小值始終出現在板坯中性層附近,在板坯內外層附近,管坯的應力變化較為平緩;但在中性層附近,管坯的應力出現急劇變化。凸模行程h=32 mm時最大應力值為491 MPa,凸模行程h=36 mm時最大應力值為495 MPa,最大應力增幅僅為0.8%,變化不大,說明不同凸模行程對板坯應力的影響較小。板坯的殘余應力曲線如圖15(b)所示,在板坯內外層附近,隨著凸模行程增大,板坯的殘余應力值逐漸減小,凸模行程h=32 mm、33 mm、34 mm時,板坯上表面殘余應力值為分別為350 MPa、290 MPa、250 MPa,凸模行程每增大1 mm,板坯殘余應力的降幅分別為17.14%、13.80%,可知殘余應力的降低幅度逐步減小。凸模行程h=36 mm時,板坯上表面殘余應力為227 MPa,相較于h=32 mm時降低幅度達到35.14%,板坯內外層的殘余應力值對凸模行程的變化較為敏感。在中性層附近,隨著凸模行程增大,殘余應力值隨之增大,h=32 mm、36 mm時,最大殘余應力值分別為275 MPa、304 MPa,凸模行程增大4 mm,板坯殘余應力值增幅僅為10.5%,殘余應力值變化較板坯內外層附近更加平緩,應力分布趨于均勻。
4.4 管道應變分析
JCO 成型管坯最終形狀主要取決于成型過程中的塑性應變。在板坯的彎曲對稱軸上采集等效塑性應變數據,如圖16(a)所示,可以得到不同凸模行程下沿厚度方向的等效塑性應變,如圖16(b)所示。
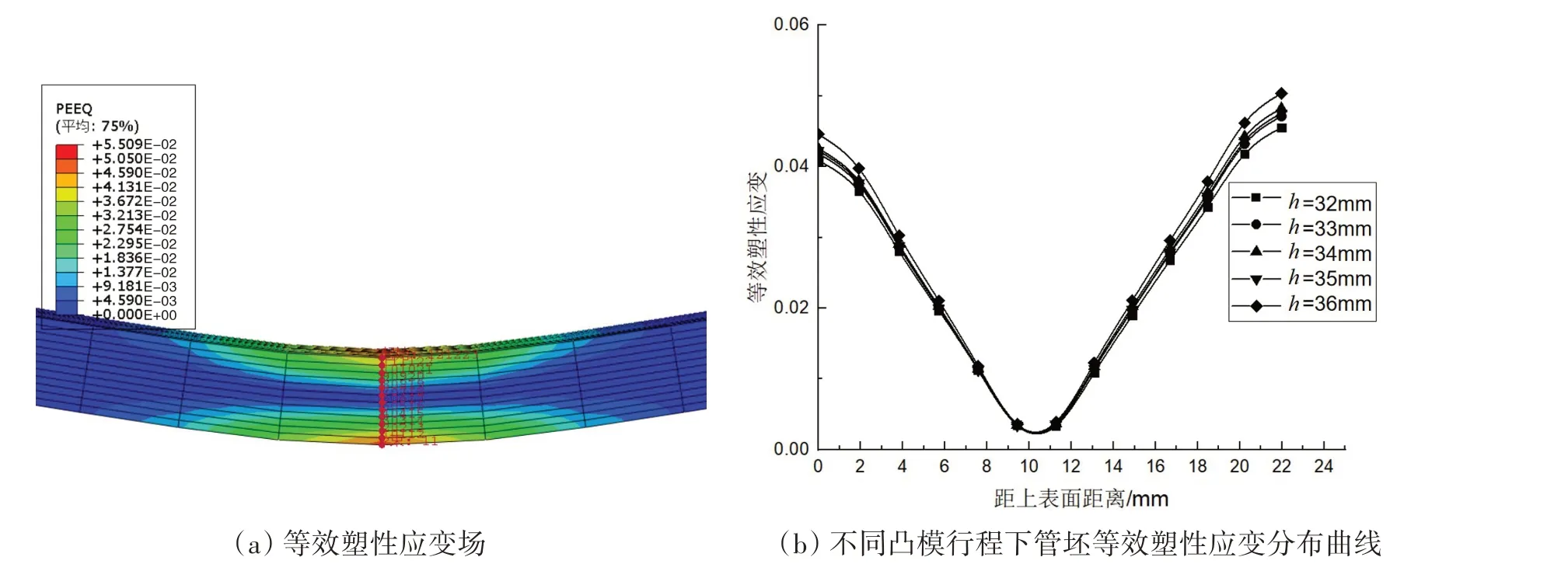
圖16 等效塑性應變場及數據采集路徑Fig.16 Equivalent plastic strain field and data acquisition path
如圖16(b)所示,在板坯對稱面內外層附近,隨著凸模行程增大,等效塑性應變值增大,當h=32 mm 時,板坯上表面等效塑性應變為0.04;當h=36 mm 時,板坯上表面等效塑性應變為0.043,增幅達7.5%;在中性層附近,等效塑性應變值均趨近于0;凸模行程越小,等效塑性應變變化幅度越小,成型更加均勻。
5 凸模半徑對管道成型效果的影響
凸模曲率半徑作為JCO 成型工藝中的重要參數,對管道成型質量以及設備的承載能力有著重要影響。固定凸模行程h=34 mm,通過選取不同的凸模曲率半徑來分析板坯的JCO 成型情況,具體取值見表4;得到5 組JCO 成型結果,如圖17所示。

表4 凸模曲率半徑取值Tab.4 Values of punch radius
5.1 管道的封口形態
如圖17 所示,在相同的凸模行程下,隨著凸模曲率半徑的增大,管坯成型后的開口距離逐漸增大。表5 給出了管坯的幾何形狀參數,分析了管坯的橢圓度、開口寬度以及“撅嘴”量,并與同樣條件下的工廠實際生產管道參數做對比。結果顯示,當凸模曲率半徑R=200 mm 時,管道開口量最小為22.2 mm;當凸模曲率半徑R=360 mm 時,管道開口量最大為219.2 mm;當凸模曲率半徑R=280 mm 時,成型后管道的幾何參數較好,橢圓度、開口量以及“噘嘴”量都在工廠實際生產范圍內,能夠滿足實際的生產要求。
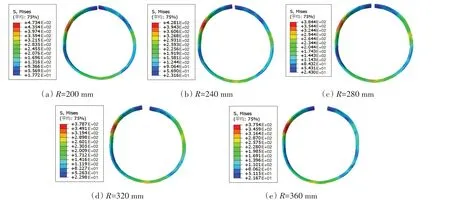
圖17 不同凸模曲率半徑下JCO仿真結果Fig.17 Simulation results of JCO with different punch radii
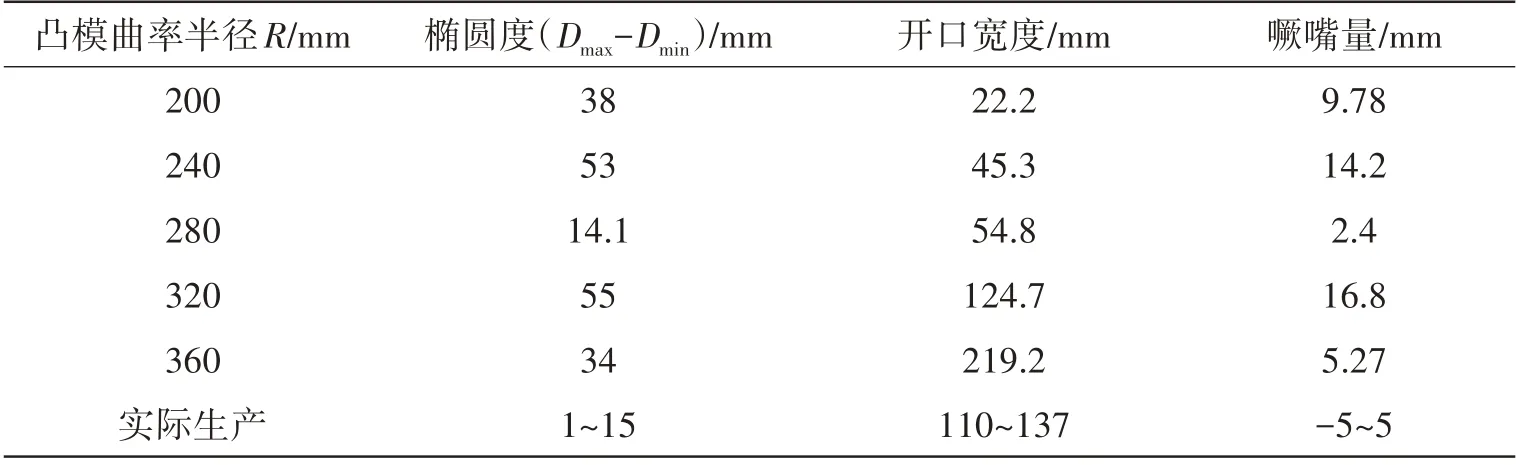
表5 不同凸模曲率半徑下管坯幾何形狀Fig.5 Geometries of pipe with different punch radii
5.2 管道成型力
為了探究不同凸模曲率半徑對成型力的影響,給出了不同凸模曲率半徑下凸模成型力隨成型進度的變化曲線,如圖18 所示。結果顯示,隨著凸模曲率半徑的增大,管坯壓制范圍增大,凸模成型力急劇增大,當凸模半徑R=200 mm 時,成型力為3.10×107N;當凸模半徑R=360 mm 時,成型力為6.25×107N,增幅高達101.6%,凸模曲率半徑的改變對成型力的影響相較于凸模行程更為顯著。較大的凸模曲率半徑意味著生產時需要更大的能耗,因此在實際生產過程中,應當根據凸模成型力和管道成型效果優化生產參數。
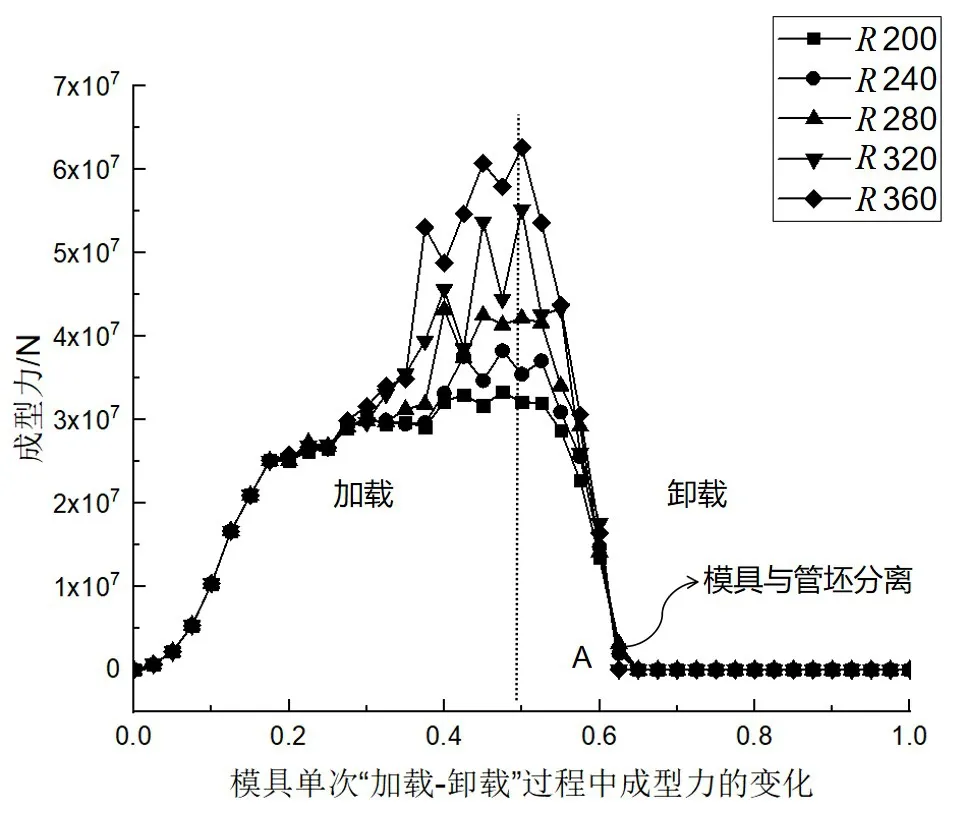
圖18 不同凸模曲率半徑下凸模成型力曲線Fig.18 Forming force curve for different punch radii
5.3 管道應力和殘余應力
板坯在壓彎卸載前后發生較大的回彈,材料應力應變也會隨之發生劇烈變化。圖19 給出了管坯加載后與卸載后的應力場.結果顯示,隨著凸模曲率半徑的增大,管坯壓制范圍增大,管坯殘余應力區域增大。在彎曲對稱軸上采集節點數據,并繪制沿厚度方向的應力、殘余應力分布曲線,如圖20所示。
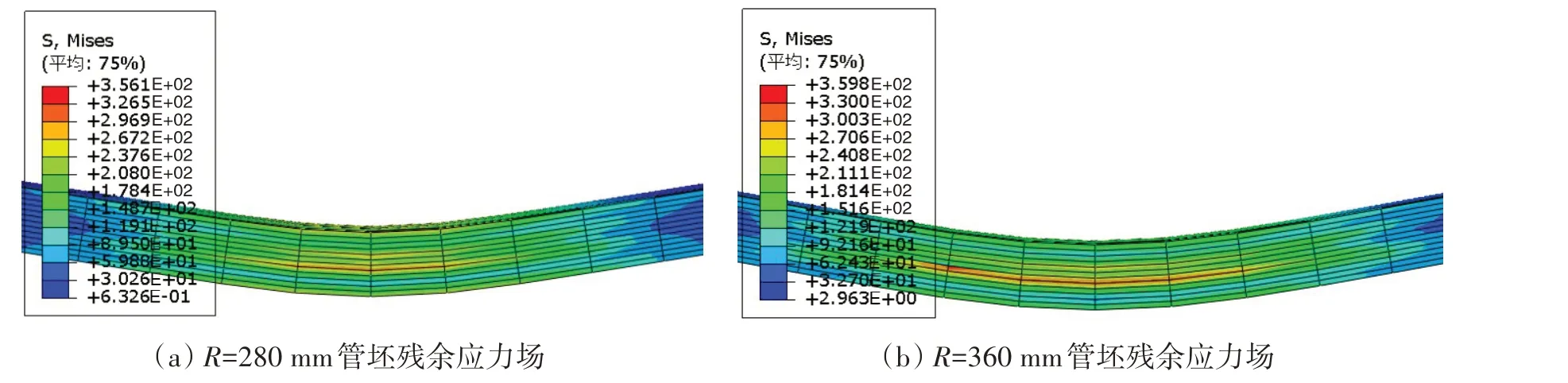
圖19 管坯的殘余應力場Fig.19 Residual stress of pipe
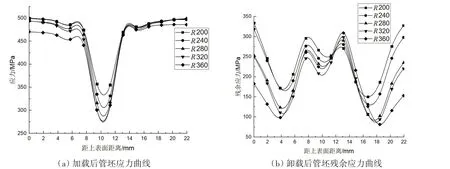
圖20 不同凸模曲率半徑下管坯的應力、殘余應力曲線圖Fig.20 Stress and residual stress curve for different punch radii
如圖20(a)所示,隨著凸模曲率半徑的增大,管坯最大應力減小;曲率半徑R=200 時最大應力為498 MPa,曲率半徑R=360 時最大應力為468 MPa,降低幅度達6.02%;最大應力均出現在板坯內外層附近,最小應力出現在中性軸附近。由圖20(b)所示,在板坯內外層附近,隨著凸模曲率半徑增大,板坯的殘余應力值逐漸減小,凸模曲率半徑R=200 mm 時,板坯上表面殘余應力為335 MPa;凸模曲率半徑R=360 mm 時,板坯上表面殘余應力為180 MPa,降低幅度達到46.27%,板坯內外層的殘余應力值對凸模行程的變化更為敏感。在中性層附近,隨著凸模行程增大,殘余應力值變化較為平緩,當R=200 mm、360 mm 時,最大殘余應力值分別為270 MPa 和315 MPa,凸模行程增大4 mm,板坯殘余應力值增幅為16.67%,應力分布趨于均勻。
5.4 管道應變分析
JCO 成型管坯最終形狀主要取決于成型過程中的塑性應變。在板坯的彎曲對稱軸上采集等效塑性應變數據,可以得到不同凸模曲率半徑下沿厚度方向的等效塑性應變,如圖21所示。結果顯示,在板坯對稱面內外層附近,隨著凸模曲率半徑增大,等效塑性應變值減小,當R=200 mm 時,板坯上表面等效塑性應變為0.047;當R=360 mm 時,板坯上表面等效塑性應變為0.0365,降幅達22.34%,;在中性層附近,等效塑性應變值趨近于0;凸模曲率半徑越大,等效塑性應變變化幅度越平緩,成型更加均勻。
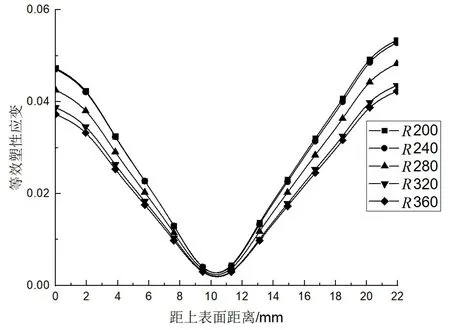
圖21 不同凸模曲率半徑下管坯等效塑性應變分布曲線Fig.21 Equivalent plastic strain for different punch radii
6 結 論
本文圍繞大口徑海底管道制造的關鍵技術問題,基于理論分析和數值仿真方法對管道JCO 成型的動力學過程進行研究,討論了影響管道成型效果的主要參數,得到以下結論:
(1)三維有限元分析方法可以準確模擬大口徑海底管道的JCO成型過程,為管道成型參數的優選提供理論依據和科學支撐。
(2)在JCO成型過程中,不同載荷步中,管道成型力大小不相等,與凸模下壓位置有關。在距離板坯邊緣較近的位置,所需要的成型力較小,反之則較大。
(3)使用JCO成型后的管道殘余應力和等效塑性應變沿著軸線分布不均勻,且沿軸線呈周期性變化,在距離管坯截面475~600 mm 范圍內,殘余應力與等效塑性應變的降低幅度分別達到16.73%和6.05%,殘余應力的軸向不均勻變化程度相較于等效塑性應變更加顯著,這是以往的二維有限元模型無法求解和分析的。
(4)在一定的凸模行程范圍內,隨著凸模行程的增大,管坯成型后開口距離明顯降低,每一道次的應力、應變場區域增大,成型力增幅高達28.5%,板坯內外層殘余應力值降低,降低幅度為35.14%,板坯中性層附近區域殘余應力值增大,增幅為10.5%,應力值變化更加平緩,應力分布趨于均勻。
(5)在一定的凸模曲率半徑范圍內,隨著凸模曲率半徑的增大,管坯的應力、應變場區域有所增大,成型力增幅高達101.6%,板坯內外層殘余應力值降低,降低幅度為46.27%,板坯中性層附近區域最大殘余應力值增大,增幅為16.67%,應力值變化更加平緩,變形更加均勻,但是所需的成型力較大。因此在實際生產中應選取合適的凸模行程與凸模曲率半徑,提高管道JCO成型質量,同時降低能耗。