16MnDR鋼雙絲自動焊工藝研究
2022-02-27 14:12:04陳積翠
金屬加工(熱加工) 2022年2期
陳積翠
中車株洲電力機車有限公司 湖南株洲 412001
1 序言
隨著機車車體焊接自動化工作的深入推進[1-3],對自動化焊接效率的提升提出了更高的要求。雙絲焊作為一項新技術,對提高自動化焊接效率具有顯著的優勢,雙絲焊系統組成如圖1所示[4]。

圖1 雙絲焊系統組成
雖然雙絲焊使效率提升明顯,但會導致焊接接頭熱輸入量增加,該變化對接頭性能的影響是一個亟需研究的課題。和諧型機車車體母材材質以16MnDR鋼為主,因此本文對16MnDR鋼開展雙絲自動焊工藝研究。
2 試驗材料與方法
試驗所用母材為12mm和20mm厚的16MnDR鋼,主要化學成分見表1,力學性能見表2。母材的顯微組織主要為鐵素體[5,6],如圖2所示。焊接試板的尺寸為380mm×155mm,焊縫接頭形式為V形對接接頭,如圖3所示。
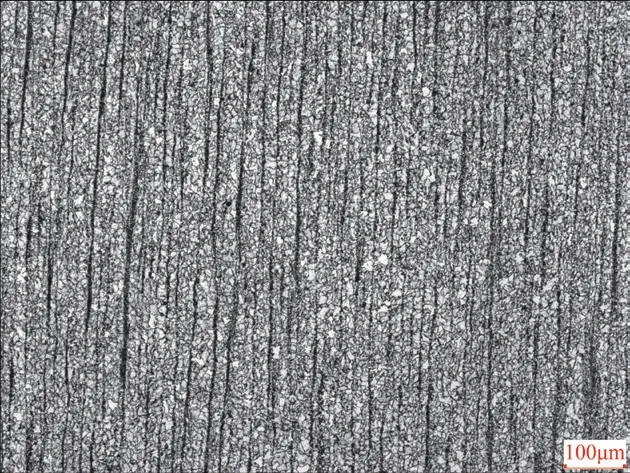
圖2 16MnDR鋼母材的顯微組織
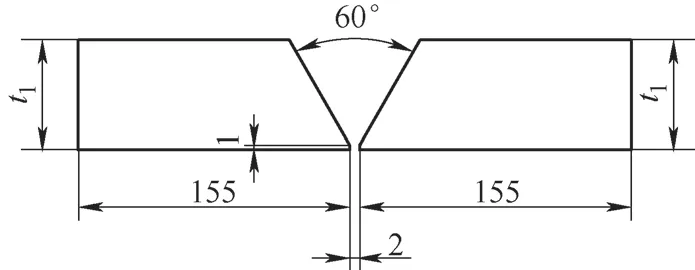
圖3 焊縫接頭形式
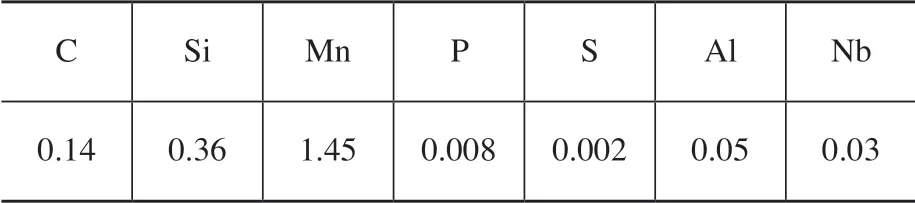
表1 16MnDR鋼主要化學成分(質量分數) (%)

表2 16MnDR鋼力學性能
試驗設備采用克魯斯機器人,焊機型號為QINEO 600 PULSE。采用MAG焊工藝,焊絲為φ1.2mm的G2Si,保護氣體為80%Ar+20%CO2,氣體流量為18~20L/min。試驗共分為3組,每組試件的情況見表3,其中1號和2號試件采用雙絲焊,3號試件采用單絲焊作為對比組。

表3 試件分組情況
3 焊接工藝
試件1采用三層三道焊,手工焊打底、雙絲焊填充、單絲焊蓋面工藝;試件2采用四層四道焊,手工焊打底、雙絲焊填充兩層、雙絲焊蓋面工藝;試件3采用三層三道焊,手工焊打底,單絲焊填充和蓋面。3組試件焊接參數見表4。

表4 3組試件焊接參數
4 試驗結果及討論
4.1 顯微組織與硬度
焊接完成后進行金相試樣的制取,經硝酸酒精溶液腐蝕后,通過光學顯微鏡觀察試樣的微觀組織,然后利用維氏顯微硬度計測量硬度。硬度測試區域分別為母材區(BM)、熱影響區(HAZ)和焊縫熔合區(FZ),其中每個區域測試點數為3個。
對3組試件焊接接頭熱影響區的顯微組織進行觀察,結果如圖4所示。經過微觀金相分析,熱影響區組織為貝氏體+索氏體。
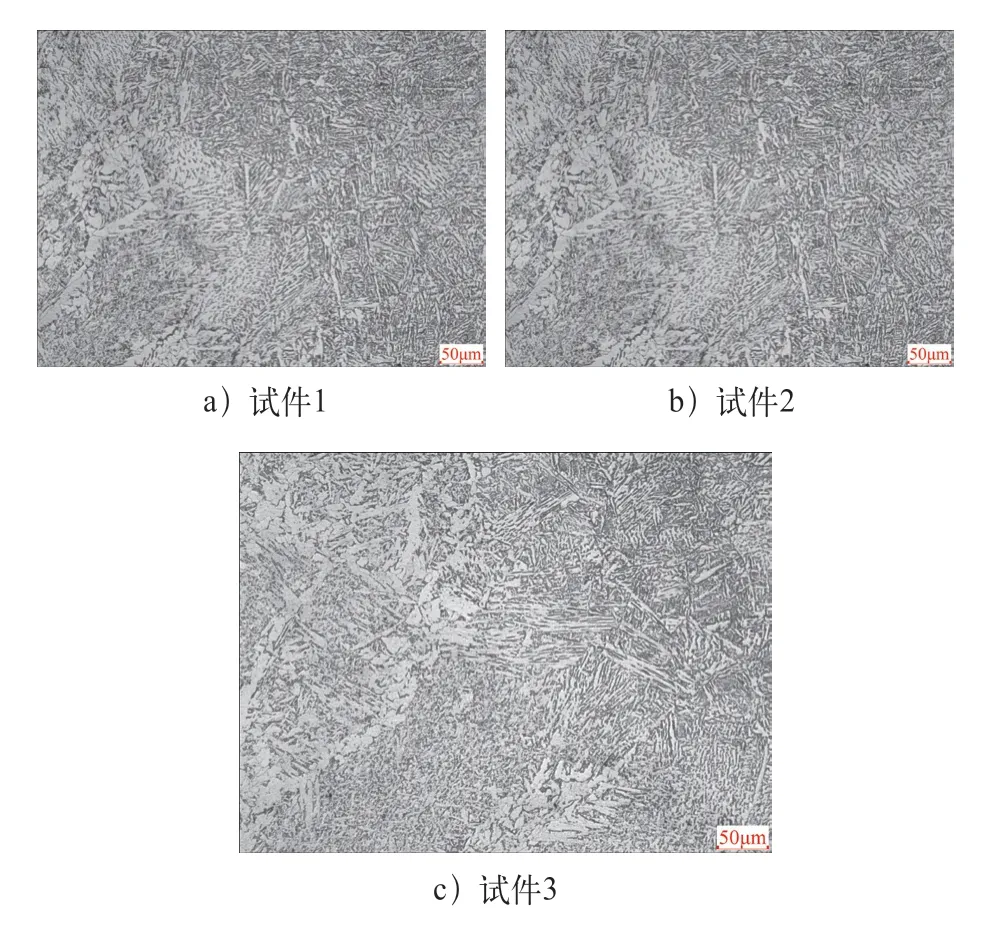
圖4 熱影響區的顯微組織
3組試件的硬度分布如圖5所示。從圖5可以看出,熱影響區組織與焊縫組織、母材組織相比,硬度偏高,其中試件1硬度較高,達到了211HV10。根據標準ISO 15614-1:2017中對材料允許的最高硬度值規定(≤380HV10),均符合標準要求。

圖5 3組試件硬度分布
4.2 力學性能檢測
按照ISO 15614-1:2017進行了試件力學性能檢測,焊接接頭拉伸試驗結果如圖6所示。試件1和試件2的雙絲焊抗拉強度分別為525MPa、505MPa,試件3的單絲焊抗拉強度為523MPa,母材的抗拉強度為561MPa。試件1、試件2和試件3的抗拉強度分別為母材的93.6%、90%和93.2%。其中試件1和試件3是同種規格板厚的單絲焊、雙絲焊對比,二者抗拉強度基本一致。
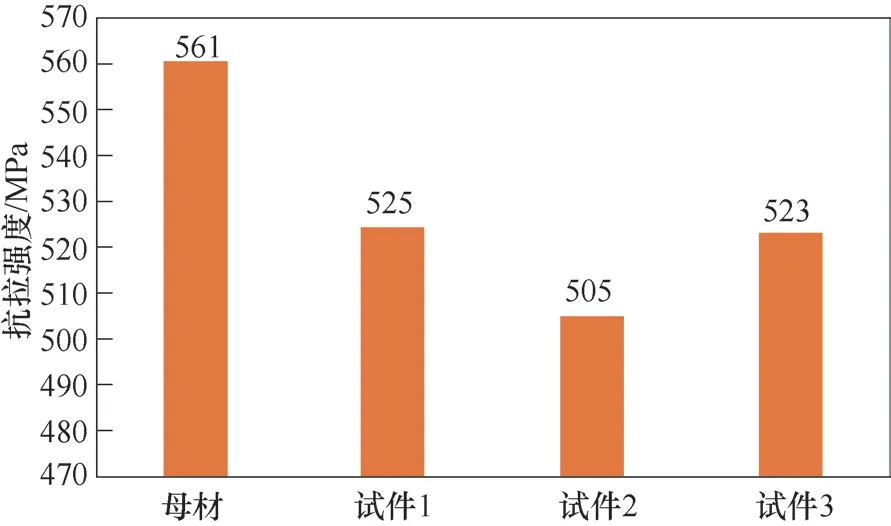
圖6 焊接接頭拉伸試驗結果
焊接接頭沖擊試驗結果見表5,試件1、試件2和試件3的熱影響區沖擊性能均優于焊縫區。母材在-40℃下的沖擊吸收能量為93.8J,試件3的熱影響區沖擊吸收能量與母材基本一致,試件1熱影響區沖擊吸收能量為母材的65%。由此可知,試件2的沖擊性能明顯優于試件1和試件3,主要因為試件2的抗拉強度在三者中是最低的,而焊接接頭的抗拉強度越小,沖擊吸收能量越大。
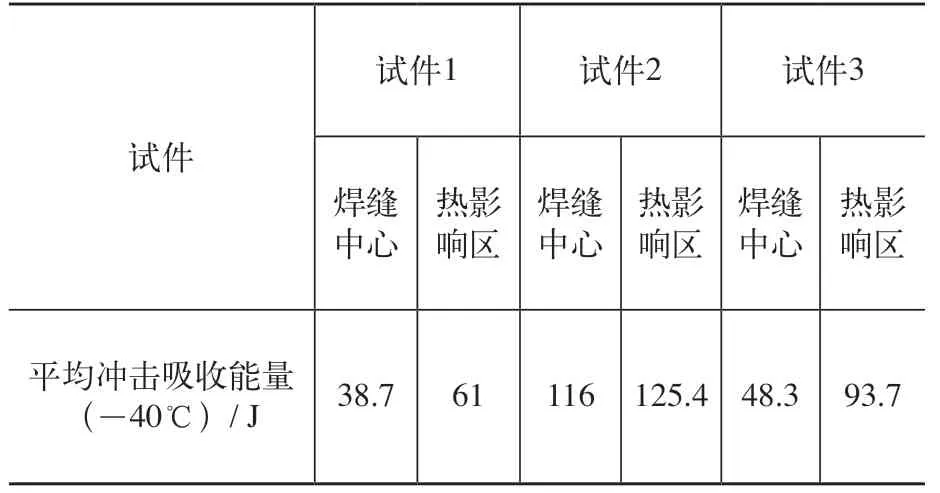
表5 焊接接頭沖擊試驗結果
EN 10025-5:2019規定沖擊吸收能量均值>27J為合格,因此,試件1、試件2和試件3的結果均滿足要求。
4.3 焊縫表面成形
單絲焊與雙絲焊的焊縫外觀成形對比如圖7、圖8所示,雙絲焊縫無明顯魚鱗紋,焊縫表面不美觀,弧坑處未焊滿。對于對接焊縫(HV、V)的打底層,雙絲焊熱輸入過高,易造成焊穿缺陷。因此,單絲焊打底+雙絲焊填充+單絲焊蓋面的焊接工藝既有效發揮了雙絲焊的效率,又保證了焊縫表面的成形質量。
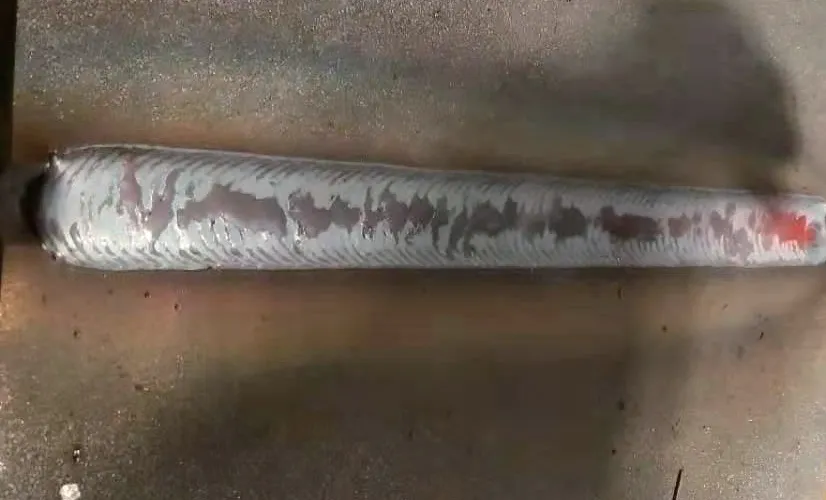
圖7 試件1單絲焊蓋面焊縫外觀成形

圖8 試件2雙絲焊蓋面焊縫外觀成形
5 結束語
通過以上研究,發現雙絲焊試件的結果均滿足標準要求,并且在同種規格板厚的情況下,雙絲焊與單絲焊試件的顯微硬度結果基本一致,沖擊性能均滿足標準要求。試件1與試件3相比,焊接效率提高了約25%。如果板厚越大,則焊接效率提升就會更加明顯。因此,雙絲焊工藝可以滿足工程化應用需求。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
