淺析鏈條銷軸鍍鉻的影響因素及檢測(cè)方法
2022-02-27 14:12:28代玉杰
金屬加工(熱加工) 2022年2期
代玉杰
青島金鏈檢測(cè)技術(shù)服務(wù)有限公司 山東青島 266705
1 序言
電鍍是依據(jù)電解原理,在部分金屬表層獲得較薄層的其他金屬與合金的過(guò)程,它是依靠電解作用使金屬和其他材料部件的外表依附一層金屬膜的方法[1]。
鍍鉻工藝作為一種傳統(tǒng)的表面改性技術(shù),在電鍍工業(yè)中占有極其重要的地位[1]。鍍鉻層可以有效保護(hù)銷軸的表面,避免鏈條銷軸在實(shí)際使用過(guò)程中發(fā)生過(guò)度磨損和腐蝕,這是由于鉻本身具有優(yōu)良的耐磨損腐蝕性和很強(qiáng)的鈍化能力,因此,目前鍍鉻工藝在鏈條銷軸的表面強(qiáng)化方面應(yīng)用比較廣泛。
2 鍍鉻銷軸的加工流程
鍍鉻銷軸的加工流程與普通熱處理的銷軸相比,增加了鍍鉻和鍍鉻后的無(wú)心磨等工序。其中,應(yīng)注意銷軸材質(zhì)和銷軸表面質(zhì)量對(duì)鍍層質(zhì)量的影響,以及鍍后應(yīng)及時(shí)進(jìn)行消氫處理。
2.1 基體金屬對(duì)鍍鉻層的影響
鍍鉻層與銷軸結(jié)合良好程度與銷軸的化學(xué)性質(zhì)密切相關(guān)。某些金屬具有鈍化性質(zhì),其表面易生成一層致密的氧化膜。若不經(jīng)活化處理,則銷軸表面很難獲得結(jié)合牢固的鍍鉻層。此外,對(duì)于某些滲氮處理的銷軸,由于表面形成一層白色化合物,鉻原子在其表面的附著力顯著減小,因此鍍鉻時(shí)也要進(jìn)行活化處理。
2.2 銷軸表面質(zhì)量對(duì)鍍鉻層的影響
首先,銷軸表面不允許有孔隙和裂紋。這是因?yàn)槿翡N軸表面有裂紋和孔隙,則銷軸進(jìn)行電鍍時(shí)電解液會(huì)滲入銷軸的縫隙內(nèi),一段時(shí)間后滲入的電解液與銷軸相互作用就會(huì)產(chǎn)生氫氣,當(dāng)后者的壓力大于鍍層與銷軸的結(jié)合力時(shí),鍍層就會(huì)產(chǎn)生起泡、針眼等缺陷[2],如圖1所示。
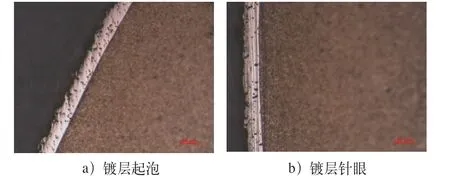
圖1 鍍鉻層缺陷(200×)
其次,銷軸表面粗糙度對(duì)鍍鉻層的表面質(zhì)量有很大影響[3],因此銷軸常進(jìn)行磨光或拋光處理。表面粗糙度是指零件表面具有的微小間距及波峰、波谷的不平度,受加工方法影響較大。然而,銷軸設(shè)計(jì)者在確定銷軸表面粗糙度時(shí),往往容易忽視銷軸的表面粗糙度對(duì)電鍍效果的影響。
在相同鍍鉻層厚度要求下,電鍍前銷軸的表面粗糙度值越大,電鍍加工后鍍層表面就越粗糙,孔隙率也就越高,鍍層變得不完整,鍍層與銷軸表面的附著力變差,更容易產(chǎn)生銹蝕,從而影響銷軸的使用壽命。電鍍時(shí)銷軸表面的粗糙度值過(guò)大時(shí),粗糙表面的實(shí)際電流密度比表觀電流密度要小,就會(huì)造成粗糙處的電位達(dá)不到金屬的析出電位,則該位置就會(huì)沒(méi)有鍍層[4]。隨著銷軸表面粗糙度值的減小,銷軸的表面硬度增加,這是因?yàn)殇N軸的表面粗糙度值越小,鍍層越致密,硬度也就越高。另外,硬度壓痕周圍出現(xiàn)的不同程度的裂紋也能表明鍍層的致密程度,從而反映影響鍍層硬度的主要因素是電解產(chǎn)物——?dú)洹涞倪^(guò)電位現(xiàn)象在光滑表面和粗糙表面是不一樣的,在粗糙表面的過(guò)電位較小。因此,銷軸粗糙表面的氫更容易完成析出動(dòng)作,其中的金屬離子也不容易產(chǎn)生電沉積。為保證鍍鉻銷軸的使用壽命和質(zhì)量,電鍍前銷軸的表面粗糙度必須控制在合理范圍內(nèi)。但是,適當(dāng)增加銷軸表面粗糙度值也可以改善鍍層與銷軸的結(jié)合力[5]。因此,一般要求銷軸的表面粗糙度≤0.6μm。
2.3 消氫處理
由于電鍍過(guò)程中必須進(jìn)行酸洗活化處理,所以析氫和滲氫現(xiàn)象在整個(gè)電鍍中不可避免,析出的氫能夠滲入鍍層以及銷軸金屬內(nèi)。析氫不僅會(huì)降低鍍層性能,產(chǎn)生針孔、麻點(diǎn)、氣泡等缺陷,而且還會(huì)降低基體銷軸的韌性,從而導(dǎo)致鏈條零件裝配后可能在遠(yuǎn)小于其正常破壞應(yīng)力的連接狀態(tài)下發(fā)生斷裂。因此,鍍鉻銷軸必須進(jìn)行消氫處理,以減少內(nèi)應(yīng)力。
在鍍鉻銷軸入庫(kù)時(shí),需要一種快速有效的檢驗(yàn)方法對(duì)產(chǎn)品進(jìn)行氫脆檢驗(yàn),以減少質(zhì)量風(fēng)險(xiǎn)及經(jīng)濟(jì)損失。通過(guò)對(duì)比試驗(yàn),建議采用氣泡法。氣泡法操作簡(jiǎn)單、用時(shí)短、成本低,其試驗(yàn)結(jié)果目前雖沒(méi)有形成統(tǒng)一規(guī)范的技術(shù)要求,但其可作為減小氫脆風(fēng)險(xiǎn)的一個(gè)參考依據(jù)。建議使用該方法進(jìn)行試驗(yàn)時(shí),要不斷地補(bǔ)充完善內(nèi)容,形成企業(yè)內(nèi)控標(biāo)準(zhǔn),甚至是行業(yè)規(guī)范。
氣泡法[6]是指將清潔并烘干的被測(cè)銷軸置于溫度180℃左右的石蠟(或溫度120℃左右硅油或凡士林)中加熱3~5min,觀察銷軸表面氣泡產(chǎn)生和逸出情況,由此判斷被測(cè)銷軸的含氫情況,見(jiàn)表1。

表1 銷軸表面氣泡產(chǎn)生和逸出及其判定
在用氣泡法對(duì)銷軸表面氣泡產(chǎn)生和逸出進(jìn)行觀察及其判定時(shí),應(yīng)注意以下事項(xiàng)。
1)被測(cè)銷軸應(yīng)用酒精等清洗劑進(jìn)行清洗、沖洗,并烘干處理,確認(rèn)銷軸表面不存在污染物且是干燥的。
2)因溶液使用時(shí)間較長(zhǎng)或銷軸未清洗干凈而帶入溶液的雜質(zhì),造成溶液透光率下降至不足原溶液的75%左右時(shí)會(huì)影響觀察,所以需定期更換溶液。
3)該方法僅可以判別銷軸中是否含有氫,但無(wú)法判別單位體積氫含量,試驗(yàn)過(guò)程中出現(xiàn)大量氣泡的現(xiàn)象不代表就會(huì)100%出現(xiàn)氫脆斷裂的問(wèn)題,但可以明確該狀態(tài)下氫脆斷裂的風(fēng)險(xiǎn)大大提高。針對(duì)判定為可疑或者不合格的銷軸,應(yīng)謹(jǐn)慎對(duì)待。
3 鍍鉻銷軸的檢測(cè)
3.1 鍍鉻層厚度
鍍層厚度是銷軸的一項(xiàng)重要性能指標(biāo),其往往會(huì)影響銷軸的耐蝕性和耐磨性。目前,鍍層厚度的檢測(cè)方法多種多樣,由于金相法有較高的準(zhǔn)確度,因此根據(jù)GB/T 6462—2005《金屬和氧化物覆蓋層厚度測(cè)量 顯微鏡法》的要求[7],對(duì)多種型號(hào)的鍍鉻銷軸進(jìn)行了鍍層厚度檢測(cè),發(fā)現(xiàn)鍍層厚度的均勻性差強(qiáng)人意(見(jiàn)圖2)。圖2所示為某型號(hào)鏈條銷軸的鍍層厚度情況,其最厚與最薄處相差0.06mm。由此可見(jiàn),鍍層厚度的均勻性嚴(yán)重影響到銷軸的圓度。
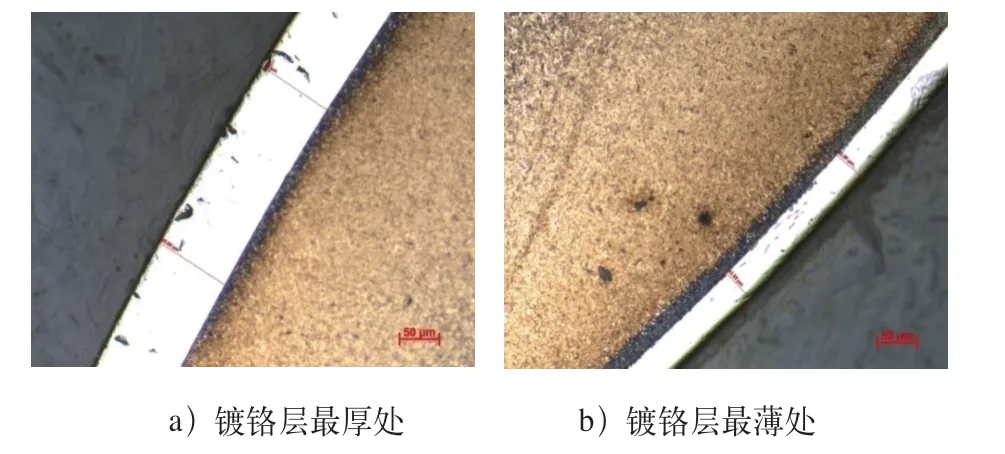
圖2 鍍鉻銷軸不同位置鍍層厚度 (200×)
詹瑞秋等[8]研究表明,鍍鉻層的表面內(nèi)應(yīng)力均為拉應(yīng)力,隨鍍鉻層厚度的增加,鍍鉻層的表面內(nèi)應(yīng)力呈先增后降、再增再降的波動(dòng)性變化。隨鍍鉻層厚度的增加,鍍鉻層的硬度呈先略微增大后快速增大再緩慢增大的變化趨勢(shì)。
3.2 鍍鉻層硬度
在測(cè)定鍍鉻層硬度時(shí),常使用顯微維氏硬度計(jì),根據(jù)鍍層厚度,可以選擇加5~200g(0.049~1.96N)的小壓荷,使得壓痕深度達(dá)到鍍層厚度的1/10~1/7,從而確保鍍層硬度測(cè)量的準(zhǔn)確。當(dāng)鍍鉻層厚度>100μm時(shí),也可以采用洛氏硬度計(jì)進(jìn)行檢測(cè)。
硬度測(cè)試要根據(jù)零件大小、基體材料、鍍層厚度、壓痕直徑及負(fù)荷大小等采用不同的硬度計(jì),因此測(cè)試鍍鉻層硬度值時(shí)數(shù)值變化較大。表2為采用200g(1.96N)壓荷,用日本三豐HM-200顯微維氏硬度計(jì)對(duì)不同型號(hào)的鍍鉻銷軸進(jìn)行的鍍鉻層硬度的檢測(cè)結(jié)果。由表2可知,同一型號(hào)的鍍鉻銷軸硬度差值最大為113.7 HV。

表2 鍍鉻銷軸的鍍層硬度 (HV)
綜上所述,造成鍍鉻層硬度較高的主要原因是其表面吸附了大量的氫。因此,銷軸鍍鉻后一定要在4h內(nèi)進(jìn)行熱處理除氫。實(shí)踐表明,在200℃下保溫適當(dāng)時(shí)間,氫氣消除總量最多,硬度雖稍有降低,鍍層會(huì)增加多孔性和裂紋網(wǎng),但對(duì)鍍鉻銷軸的使用影響不大。
3.3 鍍鉻層結(jié)合力
鍍鉻層的結(jié)合力是鍍層重要的力學(xué)性能,若結(jié)合力低,那么即使鉻鍍層的其他性能再好也難以達(dá)到電鍍的目的。
在GB/T 5270—2008《金屬基體上的金屬覆蓋層 電沉積和化學(xué)沉積層 附著強(qiáng)度試驗(yàn)方法評(píng)述》中規(guī)定了金屬基體上電鍍層及化學(xué)鍍層結(jié)合力的測(cè)試方法[9],但多數(shù)為定性測(cè)量。目前,常用的檢測(cè)方法有鋼針劃痕法、彎曲法、沖擊法和磨輪法等,由于鍍鉻層硬度較高,因此日常檢測(cè)多使用磨輪法。將鍍鉻銷軸在砂輪上打磨,直至銷軸露出基體,若鍍鉻層沒(méi)有起皮等現(xiàn)象發(fā)生,則定性證明鍍鉻層結(jié)合力良好。
張春華等[4,10]研究表明,基體表面粗糙度對(duì)鍍層結(jié)合力的影響較大。隨著基體表面粗糙度值的減小,鍍鉻層的結(jié)合強(qiáng)度得到提高。
4 結(jié)束語(yǔ)
由于鍍鉻工序的特殊性,容易導(dǎo)致鍍鉻銷軸失效,因此必須嚴(yán)格控制相關(guān)工序,加強(qiáng)鍍鉻銷軸的檢測(cè),以保證鍍鉻層具有良好的耐蝕、耐磨等性能,并由此減少鏈條質(zhì)量問(wèn)題的發(fā)生。
