剛玉相含量對鋁基陶瓷型芯質量的影響
2022-02-27 14:12:28趙煥玲
金屬加工(熱加工) 2022年2期
關鍵詞:工藝
趙煥玲
貴州職業技術學院 貴州貴陽 550023
1 序言
通過復雜氣冷內腔結構改善渦輪葉片的散熱能力,已成為先進發動機制造的關鍵,而陶瓷型芯是鑄造成形具有復雜氣冷內腔結構葉片的核心部件。因此,研究陶瓷型芯的成形工藝具有較強的應用意義和實用價值[1]。目前,國內外制造高效氣冷渦輪葉片所用的陶瓷型芯,按照基體材料主要分為氧化硅基陶瓷型芯和氧化鋁基陶瓷型芯。陶瓷型芯是制造空心高溫合金葉片的必備轉接件,其尺寸精度直接決定了最終鑄件氣冷通道的尺寸精度。在制備陶瓷型芯過程中,蠟模壓制、蠟模組裝、制殼、脫蠟、型殼殘蠟焙燒、澆注前的預焙燒、澆注及脫芯等[2],每道工序對陶瓷型芯的質量影響都很大,陶瓷型芯的合格率會直接制約鑄件的合格率[3]。
陶瓷型芯的氣孔率對其脫除效率影響較大,氣孔率高的型芯容易脫除。保證型芯強度的同時提高氣孔率是研制高性能陶瓷型芯的主要方法之一。實際生產過程中,由于原材料純度、冶煉工藝等諸多因素影響,電熔白剛玉的剛玉相含量較低,一般為80%~90%,在熱處理過程中,存在大量非剛玉相,致使生產的陶瓷型芯在燒結后出現裂紋、變形、外形尺寸不合格等嚴重問題,成品率極低[4]。
本文以電熔剛玉為基體材料,氧化鋁纖維棉為添加相,采用凝膠注模成形工藝制備了氧化鋁基陶瓷型芯材料,并對相關性能進行了表征。同時,采用實際生產工藝對高剛玉含量的原始材料進行了生產驗證。
2 鋁基陶瓷型芯的成形工藝
鋁基陶瓷型芯的成形有粉料配制、漿料配制、壓制型芯等主要工藝環節。鋁基陶瓷型芯的成形工藝流程如圖1所示。

圖1 鋁基陶瓷型芯的成形工藝流程
生產陶瓷型芯的主要原材料為電熔白剛玉,是由Al2O3原材料經電熔熱處理工藝后,轉化為剛玉,低溫下的Al2O3巖相稱γ-Al2O3,是一種活性氧化鋁,一般為白色結晶粉末,粉末顆粒直徑為40~70μm,每個結晶體有數個微晶粒(直徑為0.1μm)組成多孔球形聚合體,這種聚合體稱為多孔Al2O3,其孔隙率為25%~30%。隨溫度升高其巖相不斷轉變[5],在溫度為1050℃開始由γ-Al2O3轉變為α-Al2O3,通常情況下當溫度到達1500℃時可全部轉變完成,相變過程伴隨體積收縮,收縮率為14.30%,較大可達18%,其收縮及巖相轉換與γ-Al2O3的雜質含量有關[6]。雜質含量越高,轉變成α-Al2O3越低,轉變成β-Al2O3就越高。Al2O3巖相的物理特性見表1。
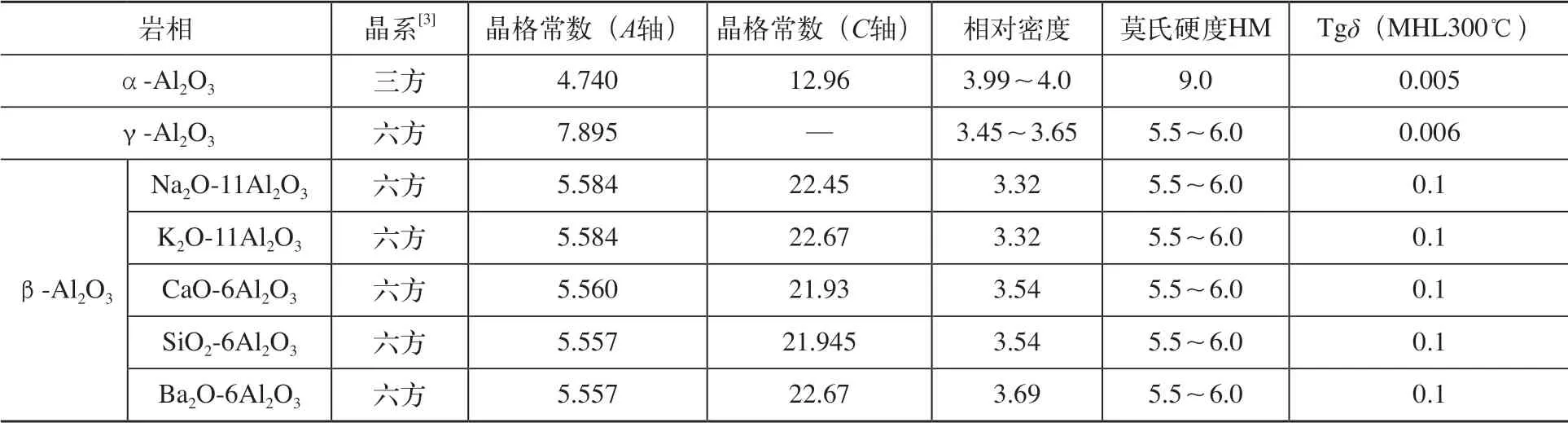
表1 Al2O3巖相的物理特性
通過對表1進行分析,α-Al2O3剛玉相硬度高,原材料正切角的損耗小;由于原材料中Na、K、Ca、Si等雜質元素的存在,導致β-Al2O3的生成,β-Al2O3含量高,體積膨脹大,β-Al2O3的膨脹率達14%~18%,而α-Al2O3在熔點2050℃下體積幾乎不變,因此α-Al2O3越高,尺寸變化越小。這種體積變化會影響陶瓷型芯尺寸精度和陶瓷界面能量的變化,降低陶瓷型芯高溫強度。另外,陶瓷型芯的高溫強度在一定程度上取決于原材料正切角的損耗,正切角的損耗是陶瓷界面自由能的作用,使界面產生界面能的應力所致,嚴重時甚至會產生界面微裂,使陶瓷產品強度低,高溫下易軟化、變形。
通過以上分析,陶瓷型芯的質量穩定在很大程度上取決于原材料的巖相組織,不同巖相組織會得出不同的陶瓷性能。制造空心高溫合金葉片的陶瓷型芯需要尺寸精度穩定及較高的高溫強度,因此,在陶瓷型芯原材料制備過程中,需要提高α-Al2O3剛玉相的產出率。
2.1 鋁基陶瓷型芯漿料制備
(1)配料 在鋁基陶瓷型芯漿料的配制過程中,粉料的配比及處理對漿料的制備有很大的影響。本文采用的粉料配方為:Al2O3粉占粉料總重的99%以上,其他粉料約占總重的0.5%。原始粉料的化學成分見表2。首先,使用氟化鋁、硼酸及氯化銨等化學試劑與工業氧化鋁按一定比例[(0.1~8)∶(0.3~8)∶(0.3~8)∶100]配置,充分攪拌均勻;然后,將攪拌均勻的原料分批加入電弧爐,持續加熱至全部熔化,再加熱10~40min后,空冷或水冷;最后,按粉料粒度要求加工并儲存。其中,在剛玉熱處理中主要添加氟化鋁、硼酸及氯化銨等作為強化試劑,以消除雜質。通過對剛玉粉巖相組織進行分析,經過熱處理工藝后的剛玉相均達到99%。

表2 原始粉料的主要化學成分(質量分數) (%)
(2)陶瓷粉料的制備 按上述配方把粉體稱量好,并將其放入干燥的坩堝中,同時向坩堝中加入占粉料總重18%的增塑劑(增塑劑配方為,石蠟∶蜂蠟=7∶3),保持恒定溫度為 100℃,直至增塑劑完全融化。在不斷攪拌的條件下,陸續加入已經干燥好的陶瓷粉料,一次少量加入。最后,將含有增塑劑的陶瓷粉末放入洗凈烘干的球磨罐中,按照以上優化分散工藝,得到后續所需要的陶瓷漿料。
2.2 壓制型芯
采用凝膠注模壓制陶瓷型芯[5]。具體工藝如下:漿料溫度為60℃、壓注壓力100MPa、保壓時間3min。得到的鋁基陶瓷型芯材料,規格為50mm×10mm×2mm。為檢測Na、K、Ca、Si等雜質元素的存在對剛玉相產出率的影響,通過對每組粉體進行材料分析,按冶煉工藝進行處理,處理后進行剛玉相含量分析,從表1可以看出,Na、K、Ca、Si等都有產生β-Al2O3的可能,同時在剛玉中此類氧化物又或多或少地存在,所以在選定Al2O3做剛玉材料時,要選雜質較低的為好,剛玉相含量見表3。
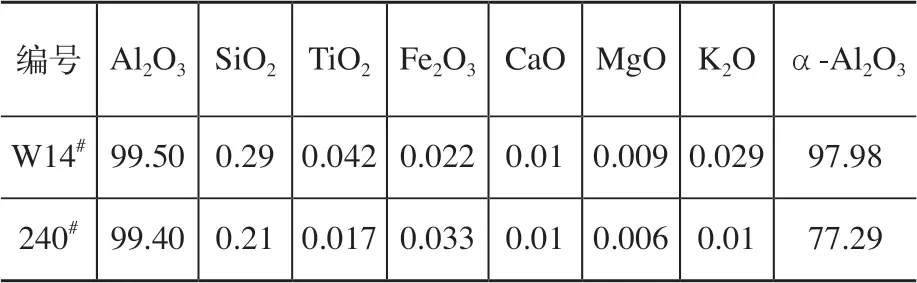
表3 剛玉相含量(質量分數) (%)
從表3可以看出,每批材料的巖相差別較大,但氧化鋁含量差別不大,有可能是存在其他鹽類,因此進行較大批量的分析,選出α-Al2O3較高的材料做試驗分析,結果見表4。

表4 各種材料中剛玉相含量(質量分數) (%)
根據表4的分析可知,很難達到理想的原料,首先在現有的生產中盡量選擇剛玉相(α-Al2O3)含量高的原料為控制手段,其次將剛玉進行熱處理,提高剛玉相含量指標進行比較試驗,未熱處理剛玉為方案1,經熱處理后剛玉為方案2,其他工藝不變,方案1和方案2使用材料的巖相分析見表5。
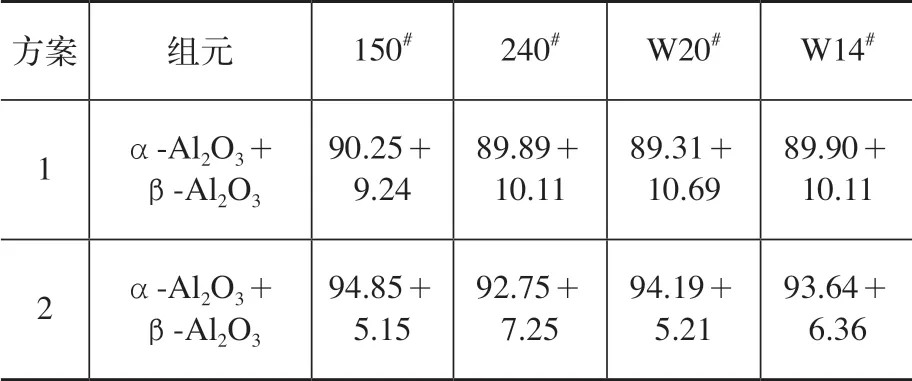
表5 方案1和方案2的巖相含量(質量分數) (%)
按現場工藝配料、制漿、壓制一批產品,工藝相同,圍爐燒結、檢測工藝完全一致,并以同期的生產產品進行檢測比較,在型芯車間對試驗的型芯合格率及性能進行測試。
3 剛玉相對鋁基陶瓷型芯常溫抗折能力的影響
為檢測以上12個樣品的常溫抗折能力,對此材料采用湘潭儀器儀表有限公司生產的湘科TM DPK數顯式電動壞料抗折儀進行力學性能檢測,檢測12個樣品的常溫抗折性能,結果見表6。剛玉相到90%以上時,常溫抗折性能達到36MPa。80%~90%常溫抗折性能26.3MPa。剛玉相<80%時,常溫抗折性能降到22MPa以下。

表6 每個批次樣品的常溫抗折性能
從表6數據分析可得,鋁基陶瓷型芯的高溫抗折性能與其粉末剛玉相的含量關系密切。隨著剛玉相含量的提高,型芯的常溫抗折能力增加。剛玉相≥90%時,常溫抗折性能最大達到36MPa。
4 實際生產工藝對高剛玉相樣品的驗證
為了驗證熱處理工藝方案的實際生產效果,將未采用熱處理工藝的剛玉粉料編號為方案1#,采用熱處理工藝制備的剛玉粉料編號為方案2#,按表5中的具體工藝進行配料、制漿、壓制,最終獲得產品。在漿料溫度70~90℃、壓注壓力0.5MPa、保壓時間20~30s與高溫抗折試驗樣品保持一致的前提下,對同期生產的產品進行檢測比較,型芯合格率及性能測試結果見表7。

表7 型芯合格率及性能測試
然后,將合格的型芯送入制模車間,分別由熟練工人按產品工藝制模,制模后經X光測厚儀檢查壁厚,并進行常規檢驗,合格后進行組合制芯,抽查其中三個人的生產情況進行檢驗,結果見表8。

表8 制模檢驗結果
陶瓷型芯質量的穩定在很大程度上取決于原材料的巖相組織,原材料的不同巖相組織會得出不同的陶瓷性能,如陶瓷尺寸精度的變化很大程度上決定于α-Al2O3的含量,α-Al2O3低,β-Al2O3含量高,體積膨脹大,體積膨脹可達14%~18%,如α-Al2O3在熔點2050℃下體積幾乎不變,因此α-Al2O3含量越高,尺寸變化越小,可得到精度很高的產品。最后,按正常澆注工藝涂料制芯,進入澆注工段按正常工藝澆注陶瓷粒晶,采用固定爐批澆注,材料配比按照表5,澆注10爐批,具體質量情況見表9。

表9 澆注10爐批質量情況
從澆注出來的質量看,剛玉相高時,其產品廢品率降低,陶瓷高溫強度在一定程度上取決于原材料的正切角損耗,如α-Al2O3與β-Al2O3的比為tanδ,tanδ=5×10-4/(1×10-1),正切角損耗大小是陶瓷界面自由能的作用[6],使界面產生界面能的應力所致,嚴重時甚至產生界面微裂,這時陶瓷產品的強度顯然很低,高溫下易軟化、變形,再就是β-Al2O3巖相高,其本身是多種鈉鹽的產物,這些鈉鹽呈多種形式存在剛玉中,因此對有害雜質加以限制或采取一些清除的方法加以去除而提高α-Al2O3的含量才能保證剛玉的質量。
5 結束語
通過上述分析和討論,可以得到如下結論。
1)通過對剛玉的熱處理提高α-Al2O3的含量,平均提高了4.02%,說明該工藝的可行性得到驗證。通過Al2O3剛玉相(即α-Al2O3)的提高,可改變剛玉的物理常數,如剛玉相在熔點以下體積幾乎不變,而β-Al2O3的體積隨溫度變化而變化,最大可達18%,所以提高剛玉相的含量非常有利于陶瓷制品的質量穩定。
2)經過對電熔剛玉的巖相處理,即提高電熔白剛玉的剛玉相有以下方面的改善:一是在同一工藝條件下,型芯變形減少,型芯成品率有所提高;二是制模時,壓制蠟型較順利,壓斷壓扁問題較少;三是澆注時,承受溫度能力較好,即耐熱性較好,因為α-Al2O3比β-Al2O3熱傳導要好,所以斷芯要少許多;四是脫芯時間略有減少,這是由于型芯內的多鋁酸鈉含量降低的結果。
3)通過對電熔白剛玉的處理從而達到提高α相的含量,α相的提高,有利于陶瓷型芯質量穩定,大大提高了精鑄空心葉片的合格率。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
