如何準確分析印花糊料的防堵網性能
2022-01-14 08:02:08賈吉敏郇路恒秦益民申培麗張宗亮劉蘊慧
染整技術 2021年12期
賈吉敏,張 強,郇路恒,秦益民,2,申培麗,2,張宗亮,劉蘊慧
(1.青島明月海藻集團有限公司海藻活性物質國家重點實驗室,山東青島 266400;2.青島海藻生物科技創新中心,山東青島 266400)
印花糊料是可溶于水或在水中能充分溶脹、分散的親水性高分子稠厚膠體溶液,是印花色漿中必不可少的成分,決定著印花性能、染料的表面給色量、花紋輪廓的光潔度等,如果糊料性能不佳,會帶來諸多問題,如堵網、刀條、色花等[1-4]。
隨著印花技術的不斷發展,印花設備(平網、圓網)、刮印系統(鋼刮刀、橡膠刮刀)和網目種類(絲網、鎳網)逐漸增多,對印花色漿的性能提出了更高要求,單一糊料已無法滿足生產需要。多種糊料混合使用時,糊料種類的選擇和不同糊料比例的調整非常重要,尤其是在高目數、精細花型的印花工藝中。如果糊料選擇不當,會發生堵網問題,輕則停車、洗網,影響生產效率;重則導致大量疵品的產生,給公司造成嚴重的經濟損失。雖然有不少文獻對印花糊料的基本性能提供了測試方法[5-8],如黏度、PVI 值、化學相容性、抱水性、耐稀釋性、存儲穩定性、皮膜強度等,但是目前均未對堵網性能給出好的評價方法。因此,實驗室小試階段如果能夠簡單、直接地判斷糊料的印花效果和防堵網性能的差異,篩選出印制精細且不易堵網的糊料,將會給生產帶來方便,有效保證生產效率和降低疵品的發生率。
此前,有研究人員從糊料透網性方面進行了一些發明,例如中國專利202351150U、205538537U 和211528116U 都公開介紹了印花糊料透網性的測試裝置[9-11]。該類裝置雖然能簡單表征糊料的透網性能,但是都存在相同的問題,即測試網下面均無阻力。而長期生產實踐發現,堵網問題的發生往往是以下3 種原因中的一種或幾種造成的:(1)色漿受到上面刮刀和網下面料的擠壓下,經過多次反復刮涂,某個顆粒或幾個顆粒受到網面兩側雙重擠壓而卡在網孔中間;(2)經過多次刮涂,不同糊料之間發生反應,形成纏繞物和絮狀物;(3)刮涂過程中摩擦生熱,導致水分揮發,色漿表層出現結膜,漿膜無法通過細小網孔。堵網的發生是多因素導致的,因此測試方法與實際生產越接近,測試結果的可靠性越高。
市場現有的糊料種類復雜,印制過程中易出現堵網問題,但無法提前進行糊料防堵網性能的判斷,研究并準確模擬印花過程中糊料的變化狀態,結合合適的工具,快速判斷糊料的防堵網性能,測試結果更加準確和貼近實際生產。
1 實驗
1.1 材料與儀器
織物:平紋純棉織物(40×40,133×72)。試劑:海藻酸鈉糊料(青島明月海藻集團有限公司),糊料A、糊料B(市售),活性染料(工業級)。儀器:DV-I+型旋轉黏度計(美國Brookfield 公司),RC-MP2000 磁樣印花機(上海一派印染技術有限公司),RH-2000 數字視頻顯微鏡[似空科學儀器(上海)有限公司],印花網板(自制)。
1.2 實驗方法
1.2.1 網板的設計
為了更準確地區分印花糊料堵網的差異性,實驗中使用200 目尼龍絲網(也可根據生產需要選擇需要的目數),通過感光膠控制網板開孔率,使開孔率呈現遞變的模式,并設計粗細不同的線條和圓圈加以輔助判斷,網板設計如圖1所示。
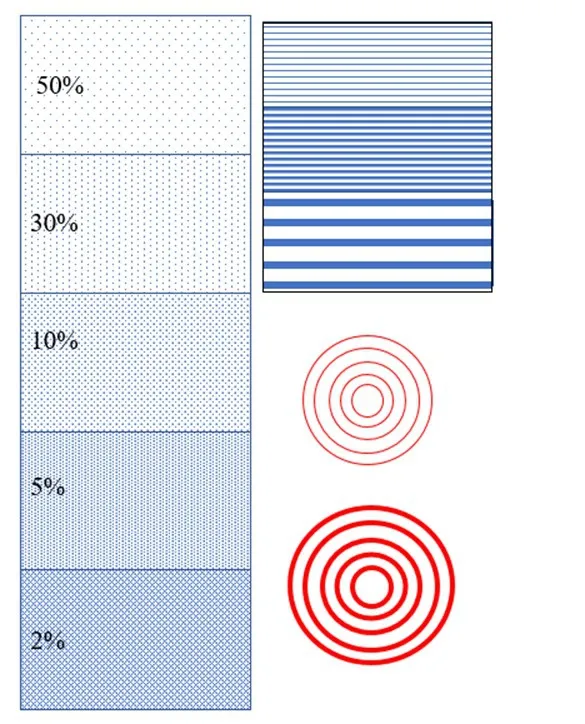
圖1 網板制作示意圖
1.2.2 糊料的制備
將一定比例的糊料分散到純水中,充分攪拌,膨化8 h 以上,然后再加入少量染料(約1%,為了更清楚地觀察結果),用純水將上述含有染料的原糊黏度調整到(7 000±200)mPa·s,測試條件為20 r/min、20 ℃、6號轉子。
1.3 防堵網性能的測試
將布樣平鋪在臺面上,放上設計的網板,從一側倒入適量的待測糊料,調整小樣印花機的印制參數(磁棒直徑、磁力、速度等),使用磁棒連續來回刮涂5遍,然后抬起網板,將布樣取出,置于烘箱中85 ℃烘干,記為1#。緊接著放置第2塊布樣,按照上述印制方式印制2#、3#、4#等。持續觀察印制面料圖案的堵網情況,待出現堵網時立即停止(圖1 右側中間細圓圈出現不連續即為堵網)。然后清洗網板,使用另外一種對比糊料進行印制,最終對比相同編號、不同糊料的印制效果。印制流程如圖2所示。
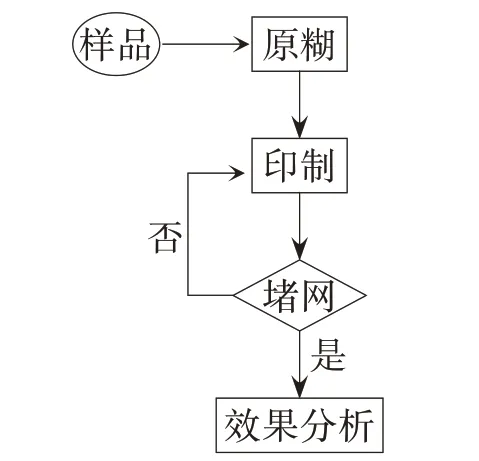
圖2 印制流程圖
方法1:使用目測法,觀察相同編號的樣品印制圖案中細線條和細圓圈出現斷線的情況,以及2%開孔率處的得色深淺,細線斷線越少,2%處得色越深,則不易堵網,反之則容易堵網。
方法2:用不同糊料印制相同編號的樣品,置于視頻顯微鏡下觀察,放大倍數為200 倍,統計2%開孔率處印制圖案的色點數量和大小,選取多個視野范圍,統計色點的數量,色點數量越多,越不易堵網。再利用顯微鏡軟件選取100 個色點測定其直徑,使用正態分布對色點直徑數據進行統計處理,色點大小越均勻,越不易堵網。
2 結果與討論
2.1 糊料的指標
由表1 可以看出,使用純水調節印花糊料的黏度基本相同,使對比更加可靠。
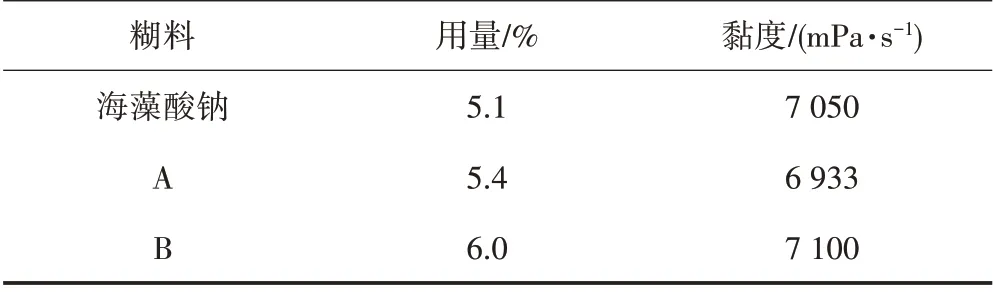
表1 糊料測試結果
2.2 印制參數設定
由表2可知,設計的實驗參數壓力大、速度低,增大了堵網問題發生的可能性,便于快速判斷測試結果。
從印制結果看,糊料B 在印制3#時出現堵網,停止印制;而海藻酸鈉糊料和糊料A 均在印制4#時才出現堵網現象,說明在印花過程中糊料B 較海藻酸鈉糊料和糊料A 更易造成堵網。
對于海藻酸鈉糊料和糊料A 的判斷可以通過目測表觀顏色來初步判斷,海藻酸鈉糊料的顏色略深于糊料A,說明糊料A 可能更容易堵網。同時可以借助視頻顯微鏡來統計分析,驗證判斷結果。
2.3 數據統計與分析
由表3 和圖3 可知,海藻酸鈉糊料中值為5.86 μm,色點尺寸相對集中,印制清晰度好。糊料A 和糊料B 印制色點的中值分別為5.70、6.26 μm,色點直徑大小分布離散,容易堵網。對比樣品可以看出,防堵網性能從大到小為海藻酸鈉糊料、糊料A、糊料B。
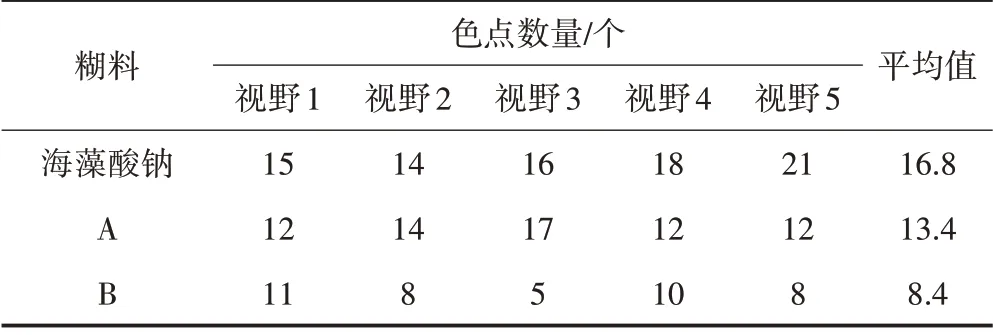
表3 色點數量統計
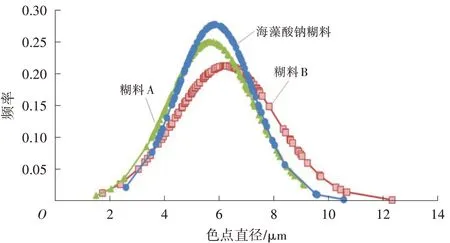
圖3 色點直徑正態分布圖
3 結論
(1)在相同黏度下對比印花糊料的堵網性能差異,在印制3~4 次即出現了不同程度的堵網現象,可以迅速判斷糊料防堵網的優劣。實驗選取的3 種糊料中,糊料B 在3#的印制過程中出現了堵網,而海藻酸鈉糊料和糊料A 在4#的印制過程中才出現堵網,因此糊料B 的防堵網性能明顯差于海藻酸鈉糊料和糊料A。
(2)海藻酸鈉糊料和糊料A 在相同印制次數出現堵網的現象,首先可以通過目測對比顏色深淺來判斷,同時結合布面上色點的形態、直徑大小分布來輔助判斷。
(3)實驗方法與實際印制工藝接近,更好地模擬了大車的生產條件,因此通過該方法選擇的糊料產品,可以更好地適應車間生產,對車間降低疵品發生率和提高工作效率具有重要意義。