特殊鐵磁構件的磁軛法檢測
2021-12-22 05:35:00馬桂振張萃海譚云華
無損檢測 2021年11期
馬桂振,張萃海,譚云華
(東方鍋爐股份有限公司,德陽 618000)
磁粉檢測作為各標準規范常用檢測方法,在核電、鍋爐、化工壓力容器等設備制造檢驗過程中有著廣泛的應用,標準TSG 11-2020 《鍋爐安全技術監察規程》、TSG 21-2016 《固定式壓力容器安全技術監察規程》 規定,在可執行磁粉檢測的情況下優先推薦使用磁粉檢測。
磁粉檢測在鐵素體材料的檢測方面有著無可比擬的優勢,標準NB/T 47013.4-2015 《承壓設備無損檢測 第4部分:磁粉檢測》 對磁軛磁粉檢測的極間距、磁化方向、磁化次數、磁化時間進行了明確規定,并在附錄B(資料性附錄) 《各類焊接接頭的典型磁化方法》 中列舉了平板對接接頭、板-板T型角接接頭、管-板角接接頭、管-管角接接頭等結構的磁軛磁化方法。實際工作中遇到的結構類型不止這幾類,不同的結構對磁粉檢測磁化的要求會有極大的不同。
相關標準未給出一些特殊結構(如焊道層間焊縫、焊縫反面清根區域、焊縫挖補區域、狹窄間隙焊縫的坡口和根部等)的磁化方法,只能參考標準選擇合適的檢測設備及檢測規范,根據試驗驗證的情況來選擇合適的磁化方法。觸頭法的應用同樣受工件結構的限制,由于其易打火燒傷工件,某些產品會明確禁止使用觸頭法。線圈法和繞線法在現場檢測應用不方便,相對來說,磁軛法是實際應用中操作靈活、使用方便的一種磁粉檢測方法。
文章將通過理論分析和試驗驗證的方式,對特殊結構磁軛法磁粉檢測的檢測工藝、檢測參數及操作規范進行論述。
1 工件結構與磁場分布分析
為描述方便,把平板對接接頭幾何結構表述為一型結構(見圖1);把角接接頭(包括板-板T型角接接頭、管-板角接接頭、管-管角接接頭)結構表述為L型結構(見圖2);把文章中提到的特殊結構(如狹窄間隙焊縫坡口面和根部區域)表述為U型結構(見圖3)。
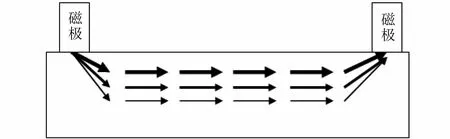
圖1 一型結構示意
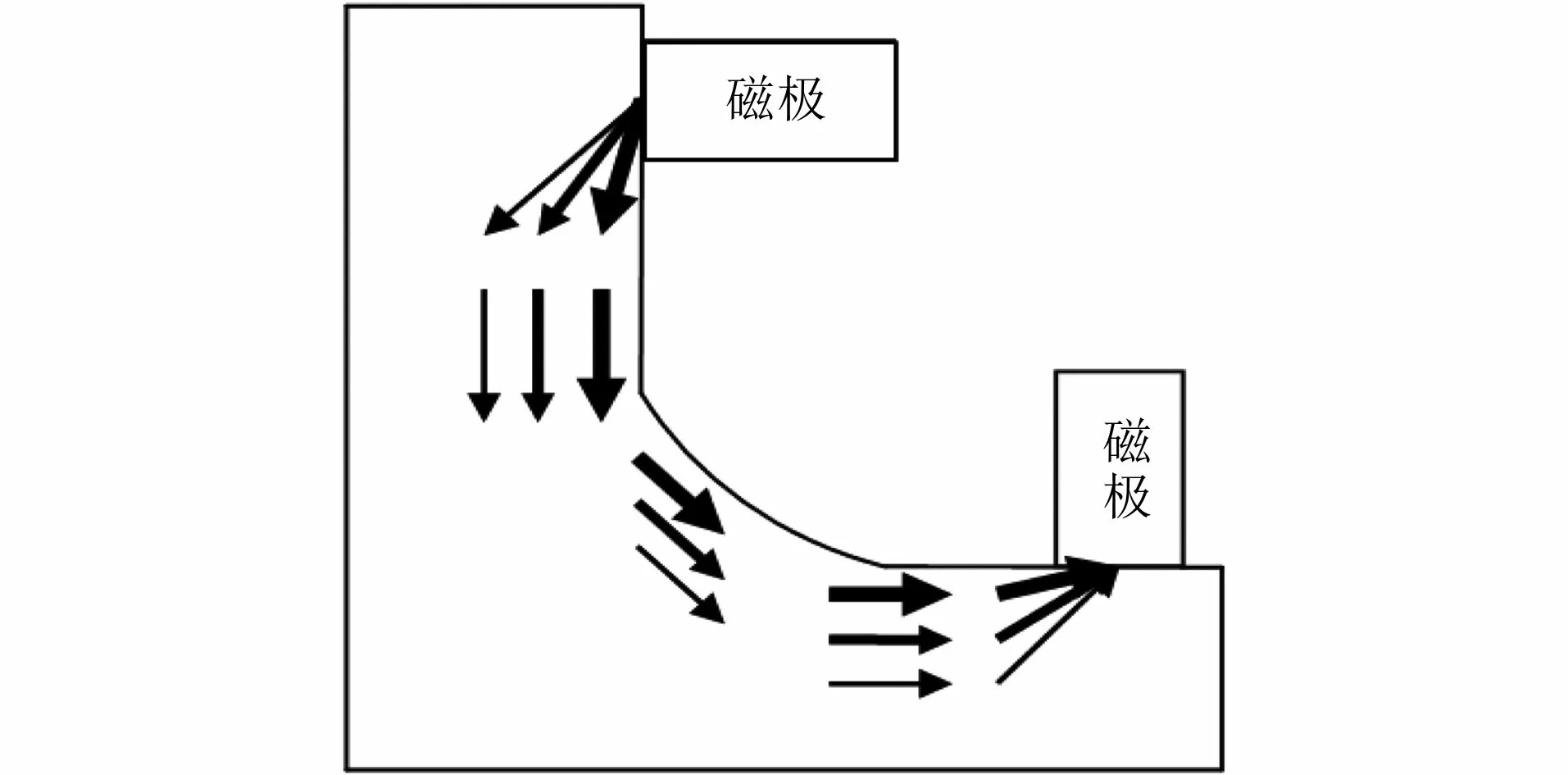
圖2 L型結構示意
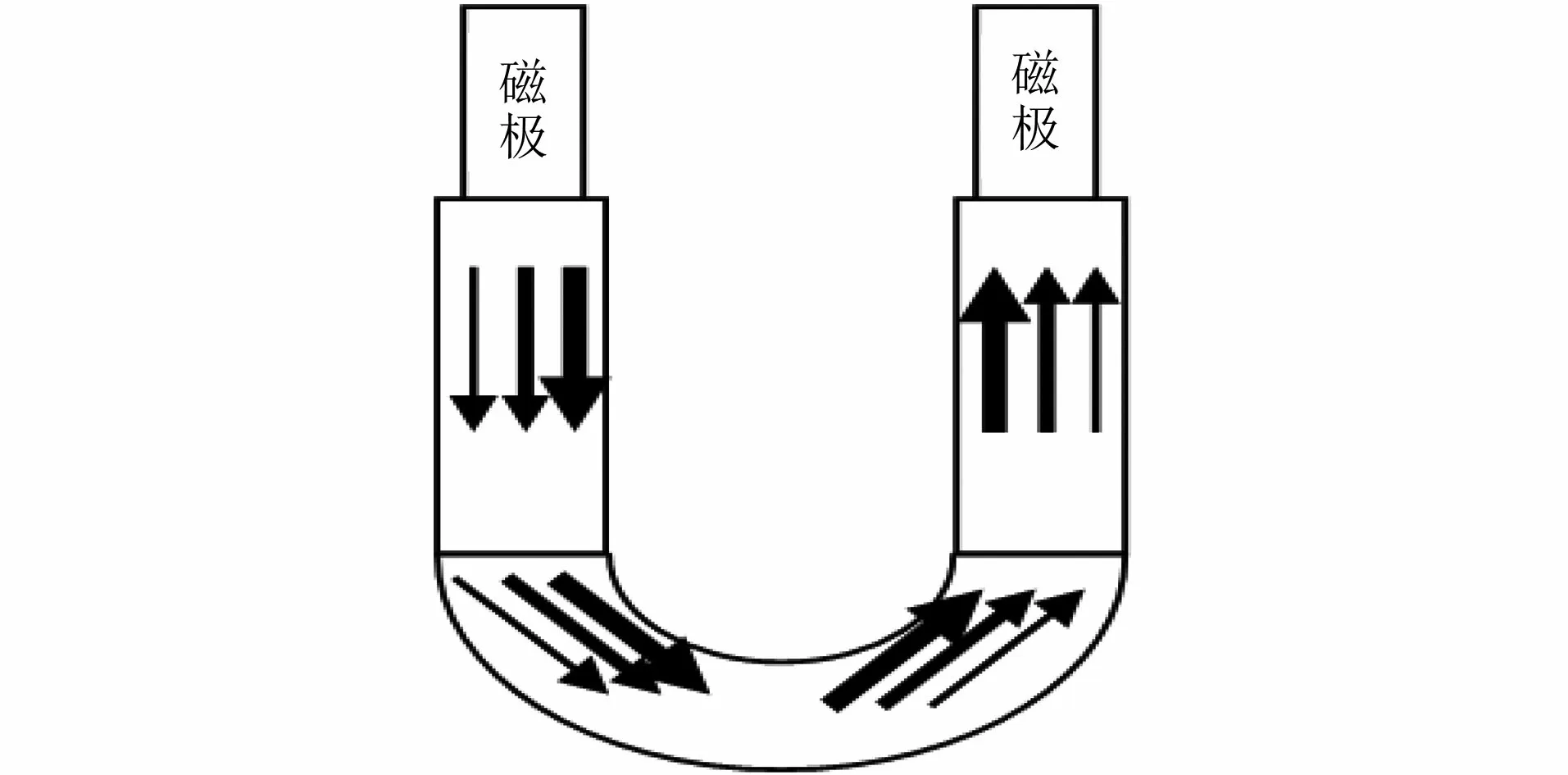
圖3 U型結構示意
一型結構的特點是:① 需磁化區域與兩個磁極在同一平面;② 磁場從磁極進入工件后,沿直線傳播到下一磁極,磁場路徑變化極小,磁場強度隨深度的增加逐步減弱;③ 磁極容易與工件表面貼合,磁化操作便捷,工藝簡單。
L型結構的特點是:① 磁化區域與兩個磁極均不在同一平面,兩磁極所在平面呈90°夾角;② 磁場從磁極進入工件后,沿工件表面彎曲傳播到另一磁極,最大彎曲角度為90°,磁場強度隨深度的增加逐步減弱;③ 磁極不易貼合工件表面,尤其是管管對接接頭,一旦貼合不好,檢測區域很難達到磁化要求,建議選用斜面接觸頭磁極。
U型結構的特點是:① 兩個磁極分布于兩個獨立的表面,其最短連線被空氣介質阻隔,結構類似于馬蹄形磁鐵,需磁化區域的兩側結構垂直于磁極連線,需磁化區域的底部部分平行于兩磁極連線;② 磁場從磁極進入工件后,沿磁化區域表面彎曲傳播到另一磁極,最大彎曲角度為180°,磁場強度隨深度的增加逐步減弱;③ 磁極容易貼合工件表面,看似磁化操作簡單,但磁極所處的位置將決定磁化區域的磁場方向及不同磁化區域是否能夠實現有效磁化,U型結構的深度對磁路長度的影響很大,磁路過長將導致需磁化區域不能得到有效磁化。
磁粉檢測的靈敏度與磁化方向有很大的關系,若缺陷方向與磁化方向近似平行或與工件表面的夾角小于20°,就難以被發現。文章針對圖3的特殊結構進行磁軛法磁粉檢測研究,確定了磁極所處位置、磁場走向、磁路長度的變化等因素對磁粉檢測檢出效果的影響,結合磁粉檢測的理論確定了最佳的磁化工藝。
2 試驗驗證及分析
2.1 工件結構選取
為提高驗證試驗的有效性,選定了深度較大的U型結構(狹窄縫隙焊縫坡口)工件進行試驗,其外觀如圖4所示。該工件材料為15CrMoR,板厚為80 mm,坡口上部最大寬度為27 mm,坡口下部寬度為18 mm,坡口深度為60 mm。

圖4 U型結構工件外觀
2.2 磁化區域選取
為便于記錄后續試驗情況,將該工件劃分為3個區域,并確定6個方向的缺陷(見圖5)。圖5中的區域1為左側坡口區域,包括與坡口深度方向平行的缺陷①和與坡口深度方向垂直的缺陷②;區域2為右側坡口區域,包括與坡口深度方向平行的缺陷③和與坡口深度方向垂直的缺陷④;區域3為底部區域,包括與底部延伸方向平行的缺陷⑤和與底部延伸方向垂直的缺陷⑥。
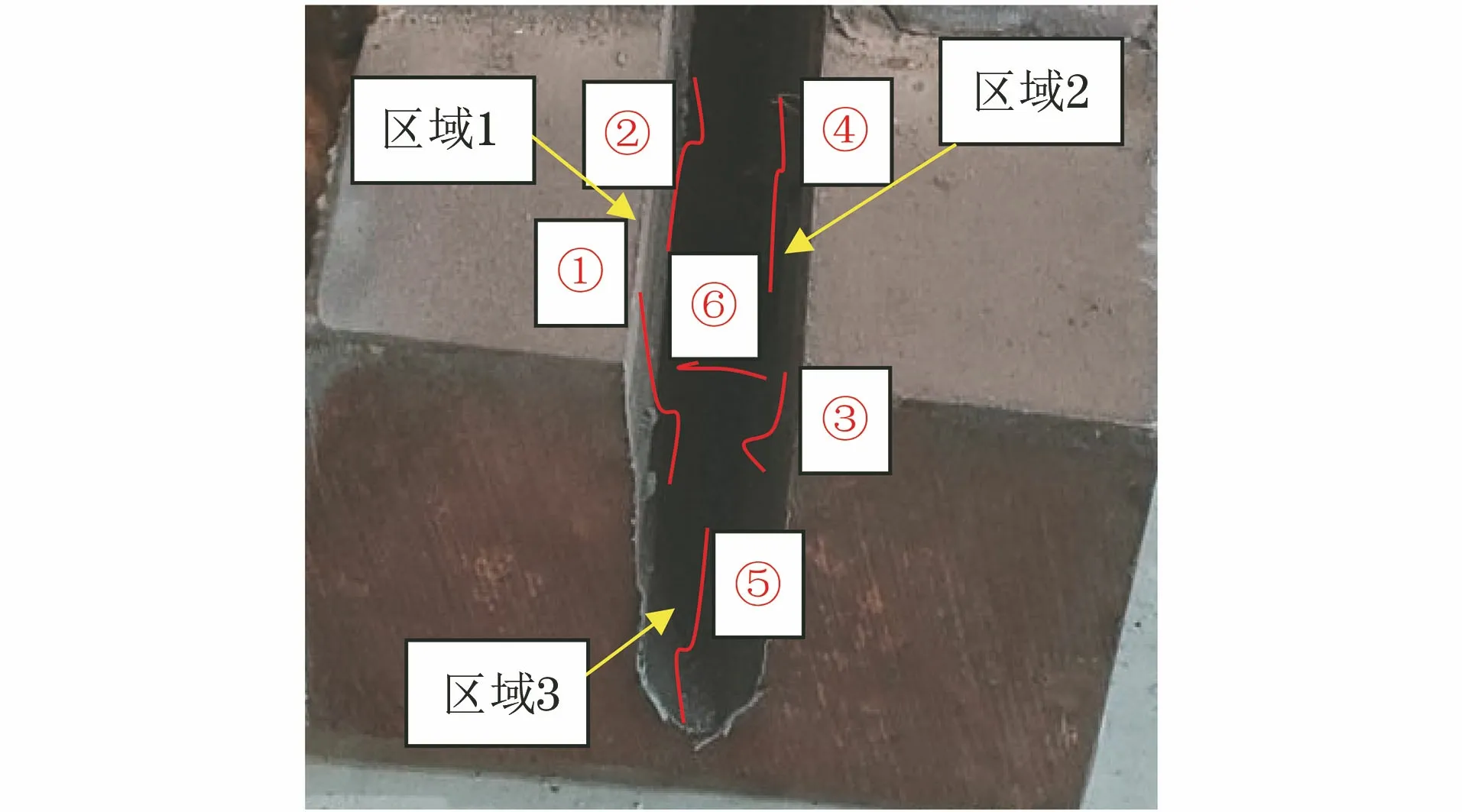
圖5 磁化區域分區
2.3 試驗器材
試驗設備選用常見的可變極間距磁軛,型號為CDX-Ⅲ和CY-1B;選用A1-30/100型靈敏度試片和八角試塊進行靈敏度驗證。
2.4 試驗目的
試驗目的為:① 驗證磁極位置與磁化區域磁場強度的關系;② 驗證磁極位置與缺陷檢出效果的關系;③ 驗證磁極間距固定,磁極與工件的相對位置不同時,磁路路徑的變化對磁化強度的影響。
2.5 試驗方法
根據NB/T 47013.4-2015標準(標準推薦的極間距為75~200 mm),選擇上限極間距為200 mm,根據工件結構選擇下限極間距為50 mm,并驗證這兩種極端情況。根據工件形狀,確定了11種磁極可能擺放的方式。兩種極間距與11種磁極擺放方式組合出22種磁化選擇。采用22種磁粉檢測方式對工件的3個區域進行檢測,采用八角試塊測定3個區域的磁場分布。
2.6 磁軛布置方式
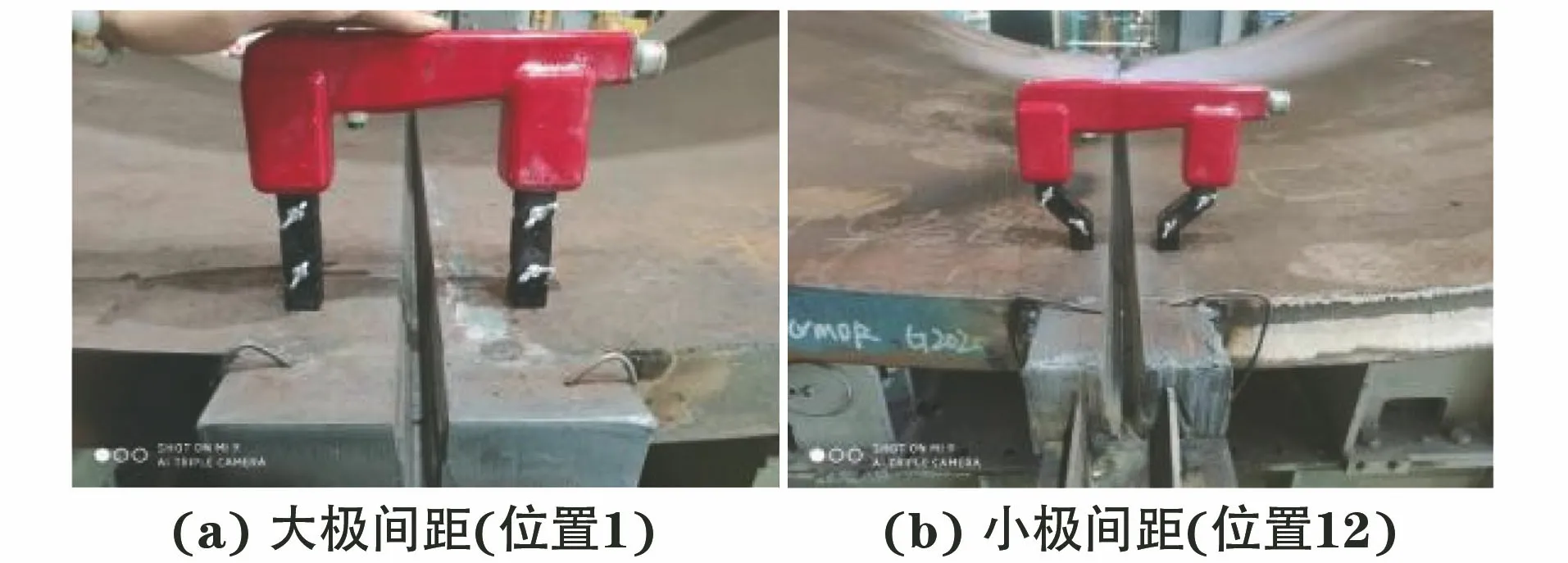
圖6 磁軛擺放方式1

圖7 磁軛擺放方式2

圖8 磁軛擺放方式3
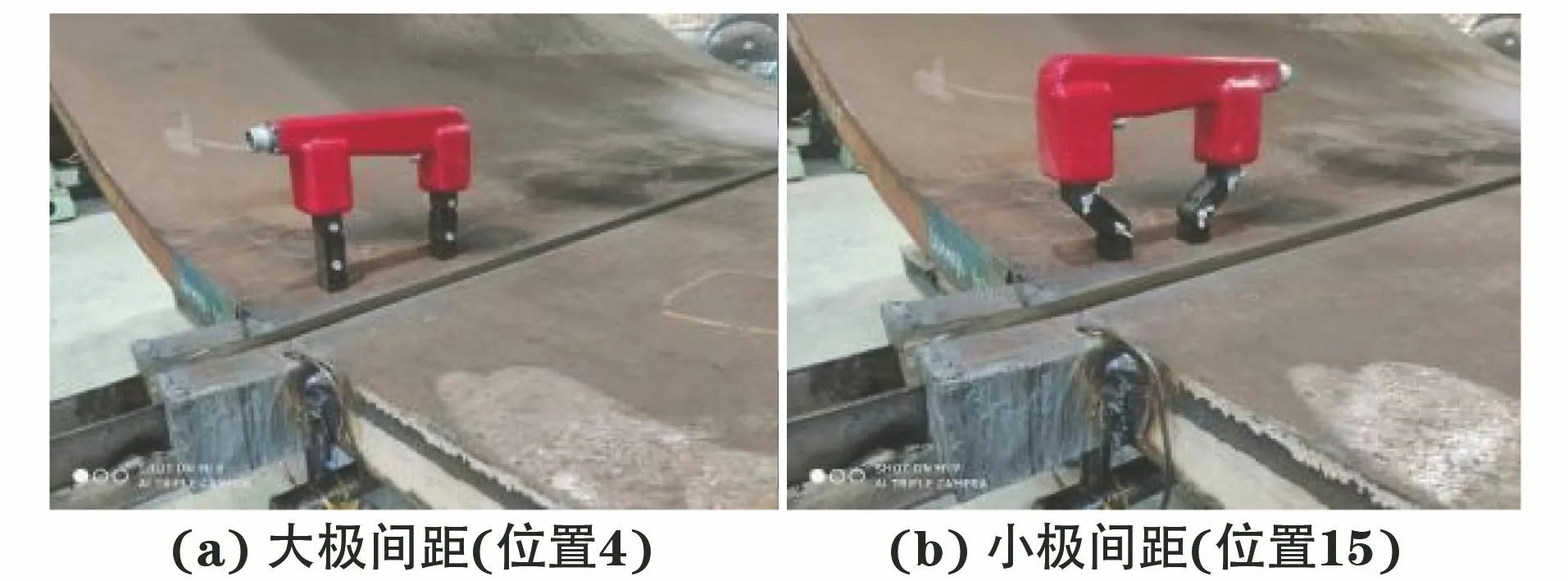
圖9 磁軛擺放方式4
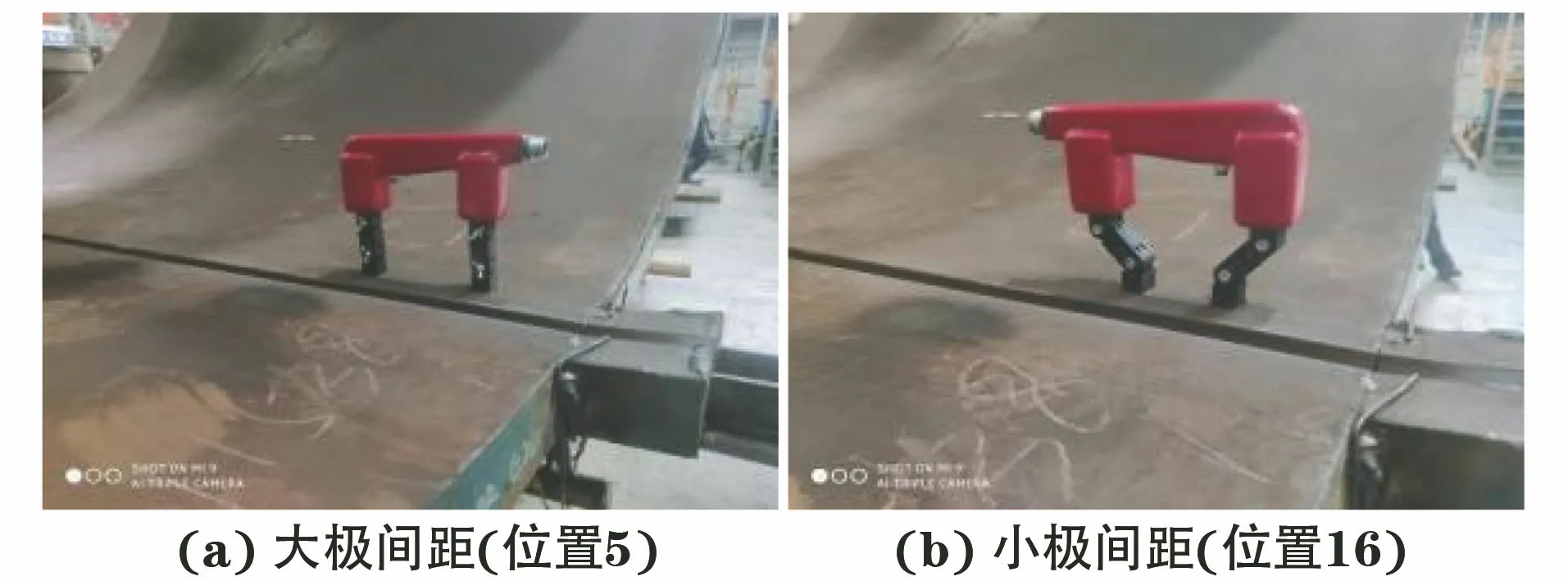
圖10 磁軛擺放方式5
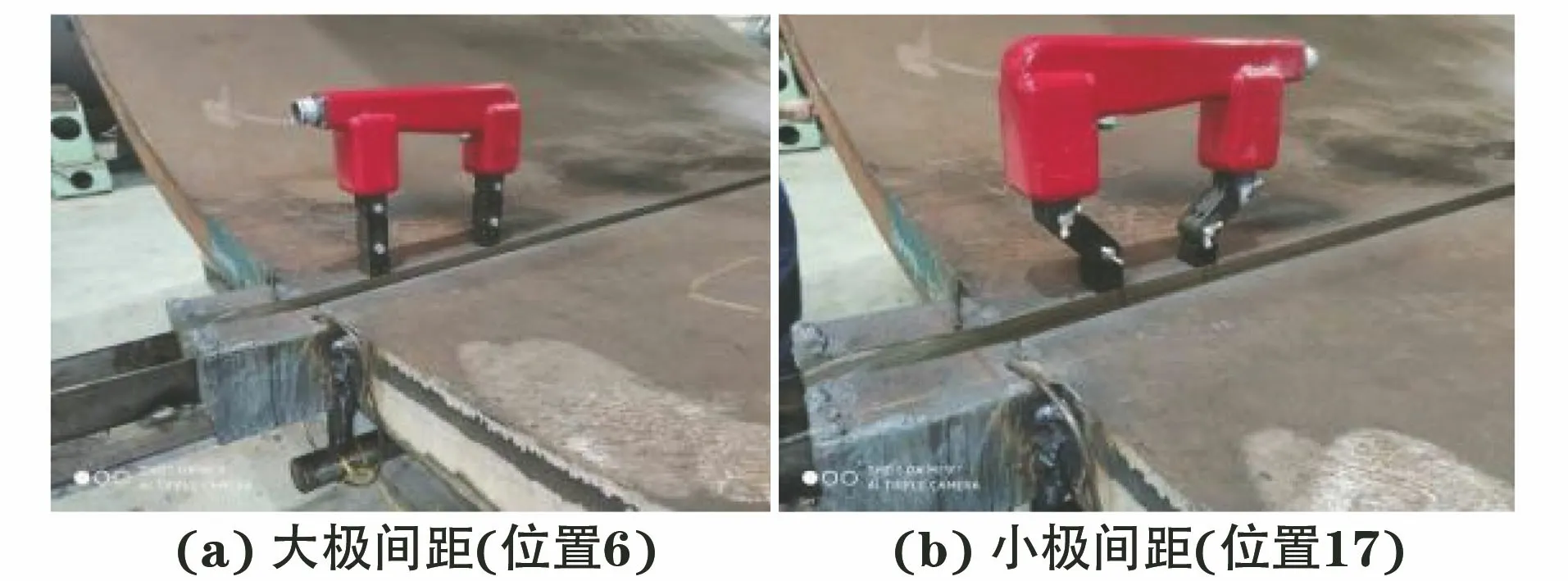
圖11 磁軛擺放方式6

圖12 磁軛擺放方式7
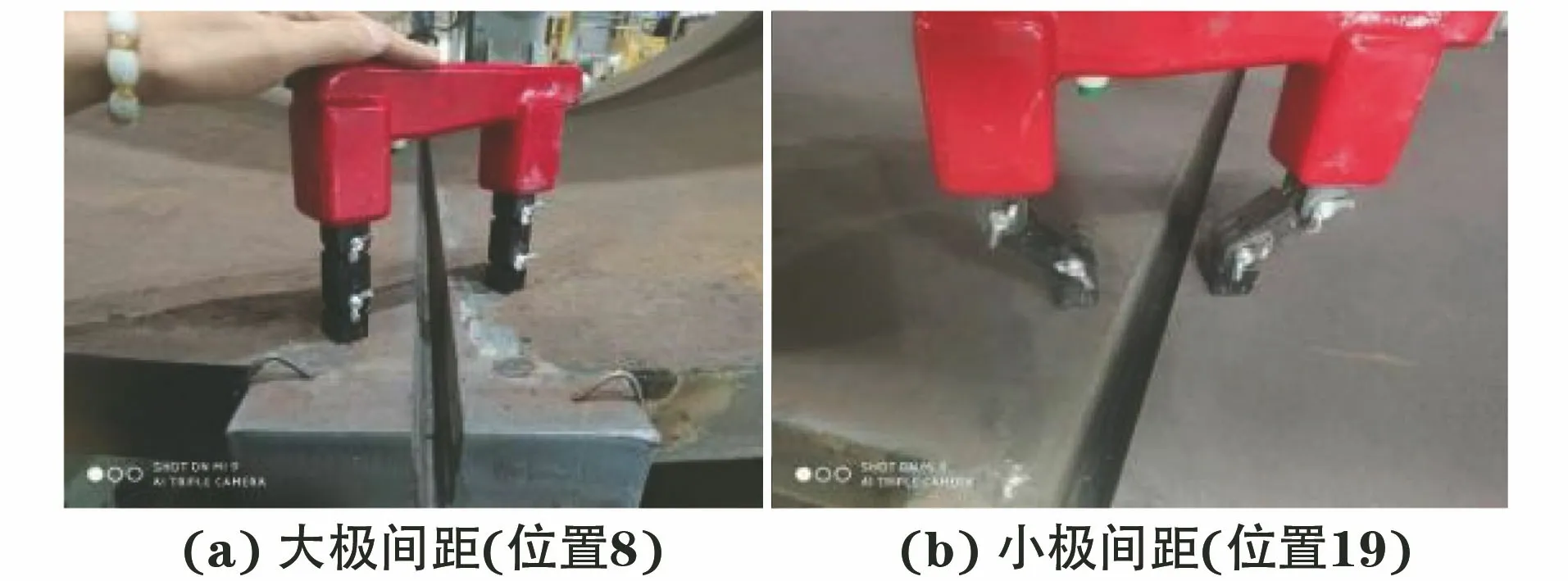
圖13 磁軛擺放方式8
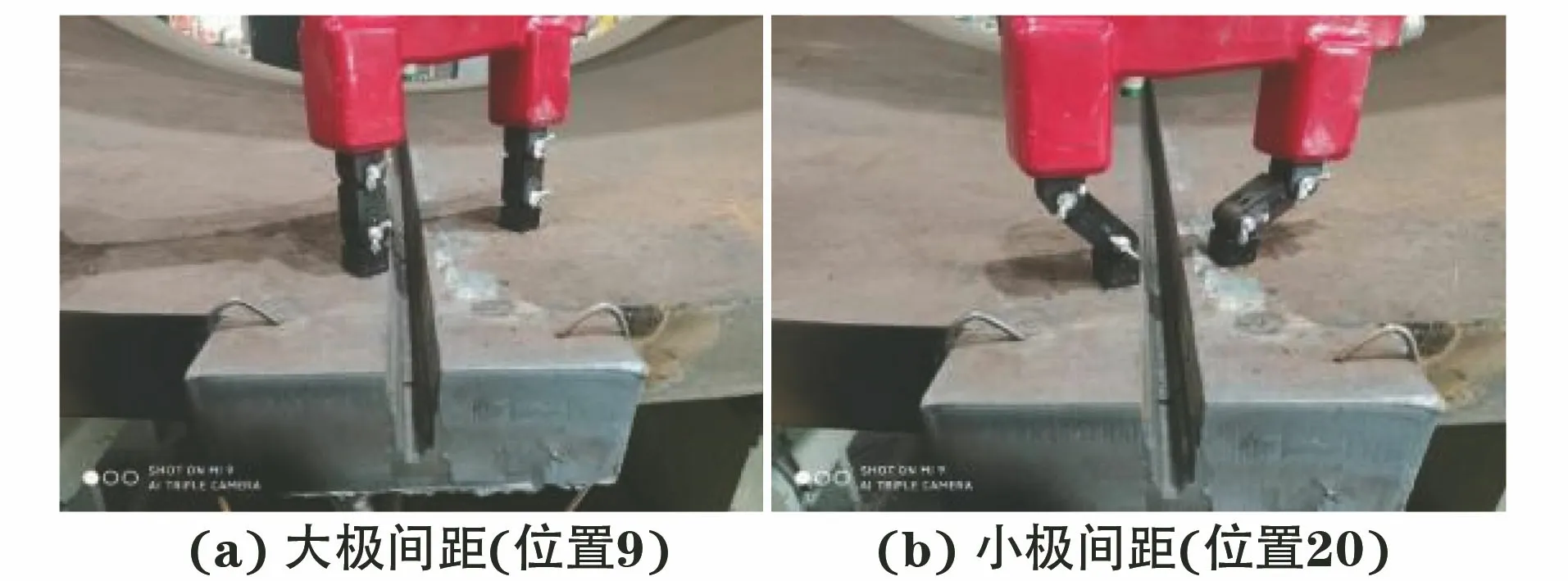
圖14 磁軛擺放方式9
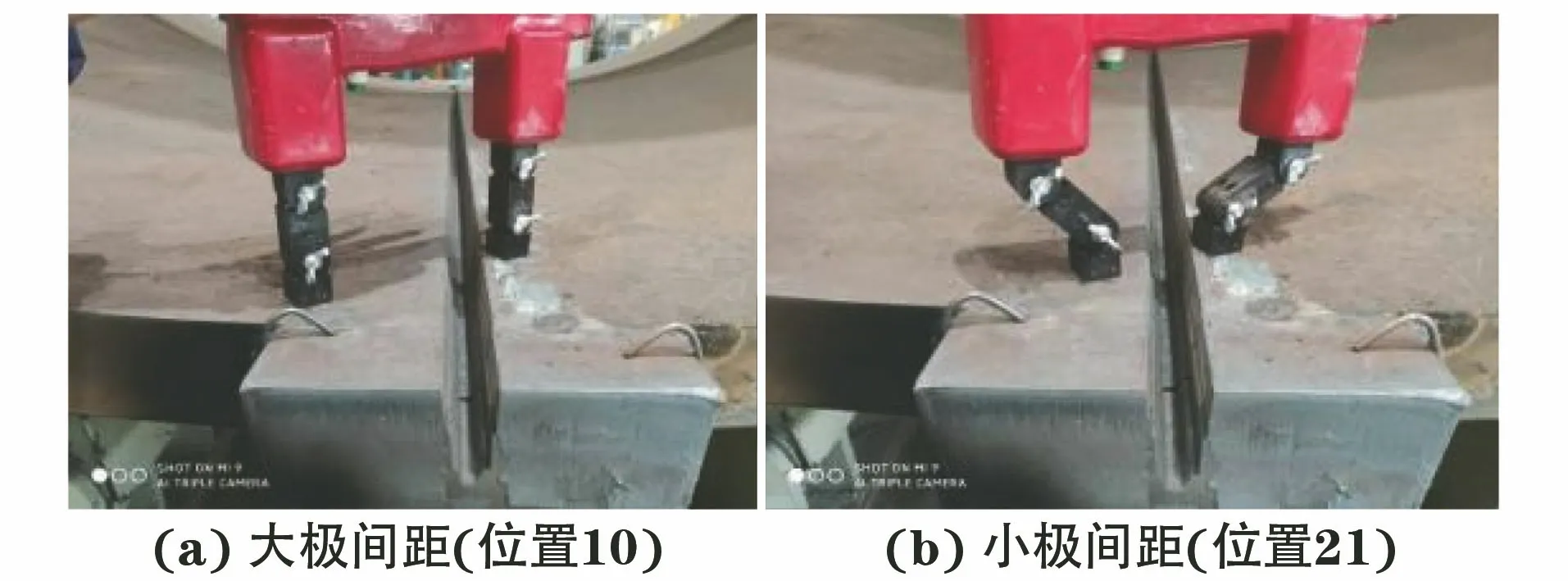
圖15 磁軛擺放方式10
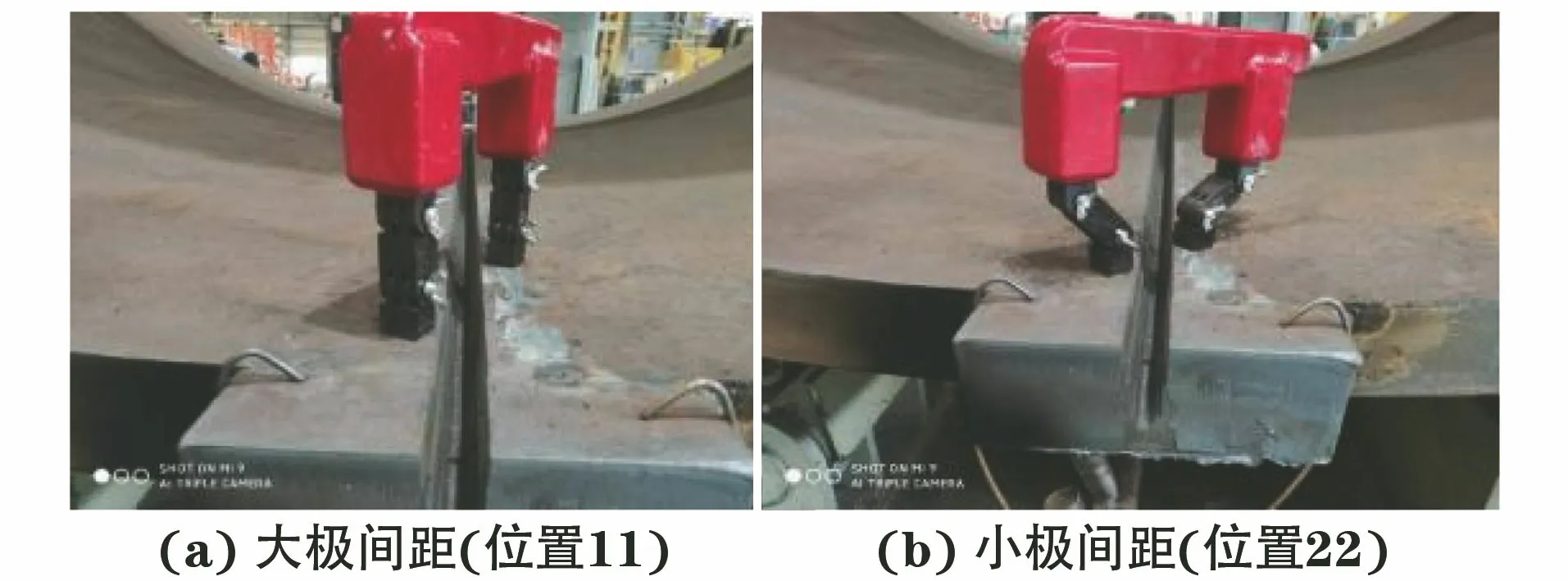
圖16 磁軛擺放方式11
大極間距(200 mm)和小極間距(50 mm)磁軛的11種擺放方式如圖6~16所示(大極間距的擺放位置為位置1~11,小極間距的擺放位置為位置12~22)。擺放方式1的磁極連線垂直于坡口走向,磁極橫跨檢測區域,兩磁極與坡口邊緣距離相等;擺放方式2的磁極連線垂直于坡口走向,右側磁極緊貼右側坡口;擺放方式3的磁極連線垂直于坡口走向,左側磁極緊貼左側坡口;擺放方式4的磁極連線平行于坡口走向,磁極距離左側坡口邊緣25 mm;擺放方式5的磁極連線平行于坡口走向,磁極距離右側坡口邊緣25 mm;擺放方式6的磁極連線平行于坡口走向,兩磁極緊貼左側坡口邊緣;擺放方式7的磁極連線平行于坡口走向,兩磁極緊貼右側坡口邊緣; 擺放方式8的磁極連線與坡口延伸方向呈45°夾角,兩磁極與坡口邊緣距離相等;擺放方式9的磁極連線與坡口延伸方向呈45°夾角,左側磁極緊貼左側坡口邊緣;擺放方式10的磁極連線與坡口延伸方向呈45°夾角,右側磁極緊貼右側坡口邊緣;擺放方式11的磁極連線與坡口延伸方向呈45°夾角,兩磁極分別緊貼左右兩側坡口邊緣。
2.7 磁場分布及靈敏度驗證
總結試驗結果可知,磁場主要沿磁極所在位置向深度方向分布,沿磁極連線方向的分量極小。
根據靈敏度試片的顯示情況可知,磁極遠離坡口邊緣時,磁極所在平面磁場極弱,磁場主要沿工件深度方向分布;磁極位置距坡口邊緣較遠時,區域1和 3坡口的表面磁場分布量極小。若要磁化區域1和區域2,需要將磁極緊貼在坡口的上表面邊緣。
2.8 理論磁路最短路徑計算
根據22種磁軛的擺放方式,將兩個磁極所處的位置作為三角形的兩個端點(端點A和端點B),將兩磁極連線所在的,平行于工件厚度方向的平面與坡口根部的交點作為三角形的第三個端點,即端點C(見圖17)。確認端點C即可得到磁路的最短路徑(AC與BC的距離之和)。
圖17 磁路最短路徑示意
2.9 試驗結果分析
各位置的試驗結果如表1所示(表中○為無效,◎為效果很差,●為效果很好)。由表1分析可知:① 磁極需靠近檢測區域坡口邊緣放置,才能保證兩側坡口有較好的磁化效果;② 最短磁路路徑小于200 mm才能保證坡口根部有較好的磁化效果;③ 兩磁極連線與坡口延伸方向的夾角大小決定了檢出缺陷的方向,小極間距、大夾角有利于與坡口深度方向平行的缺陷的檢出。
表1 各位置的試驗結果
3 檢測工藝
對“U”型結構部位進行磁軛法磁粉檢測時,在滿足檢測標準的前提下,還需注意以下幾點。
(1) 需根據檢測區域的寬度和深度決定磁軛磁極的極間距,但不限于標準的規定,當檢測區域寬度一定時,隨著深度的增加應減小極間距,以縮短磁路路徑,保證磁路路徑長度小于200 mm。
(2) 為保證檢測區域的有效磁化,磁極應貼近檢測區域邊緣放置,在檢測特殊結構工件時,應根據檢測目的考慮磁極的位置。
(3) 應根據檢測區域分析磁場在工件中的走向,確保檢測區域能實現近似90°的兩次交叉檢測,如果不能滿足兩次交叉磁化的要求,應根據實際情況增加交叉次數和磁化次數。
(4) 凹坑深度越小,磁阻越小,檢測可靠性越高;深寬比越大,檢測難度越大。對深度較大,磁化難度大的區域進行磁化時,可適當延長磁化時間、增加磁化方向、增大磁化磁場強度。
4 結語
對檢測區域空間結構狹窄的工件進行磁軛法磁粉檢測時,為保證檢測的有效性,應根據檢測目的,充分考慮磁軛磁極的放置位置、磁路經過的空間路徑方向及磁路路徑的長短等因素,驗證檢測區域的磁場分布和檢測靈敏度,制定專用檢測工藝并嚴格按照工藝執行檢測。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
海峽科技與產業(2016年3期)2016-05-17 04:32:12
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
