泵塔區鋼結構焊縫表面缺陷的超聲紅外熱成像檢測
2021-12-22 05:34:56楊忠華付澤宇付海霞
無損檢測 2021年11期
楊忠華,付澤宇,付海霞
(1.河南省鍋爐壓力容器安全檢測研究院鶴壁分院,鶴壁 458030;2.城發環保能源(鶴壁)有限公司,鶴壁 458030;3.國網河南省電力公司 鶴壁供電公司,鶴壁 458030)
LNG(液化天然氣)船舶是一種運輸液化氣的專用船舶。為滿足液化氣對環境穩定性的高要求,LNG船舶上有一個特殊的結構,即泵塔。泵塔由各種金屬結構搭建而成,其內部有一個空間,是液貨進出的重要通道,主要作用是減少液艙液體的搖晃。泵塔在長時間的液艙動載荷作用下,焊縫處極易出現缺陷,導致泵塔的可靠性降低。因此,及時發現并修復泵塔區鋼結構焊縫的表面缺陷至關重要[1]。
超聲檢測法穿透能力強、靈敏度較高、操作方便,但是不易檢測形狀復雜的工件,且要求被檢件表面光滑;在檢測粗晶粒的鑄件和焊縫時,難以保證檢測精度。紅外熱成像檢測法通過監測溫度異常圖像來判斷缺陷位置,對固體材料中出現的裂紋、空洞、夾雜等缺陷較為敏感,但其檢測靈敏度與熱輻射率相關,易受到部件表面及背景輻射的干擾,且不能測定缺陷的形狀、大小和位置。
針對上述兩種檢測方法存在的問題,筆者提出超聲紅外熱成像檢測法。該方法將超聲檢測法和紅外熱成像檢測法相結合,首先利用超聲發生器對待檢目標發射超聲,當超聲在物體中傳播遇到缺陷時,就會發生激勵作用,導致缺陷部位的表面溫度異常升高;然后利用紅外熱成像檢測設備采集熱像圖,最后進行圖像分析,即可確定缺陷位置。
1 超聲紅外熱成像檢測方法
船舶泵塔區外觀及結構如圖1所示。船舶泵塔區多為焊接結構,故焊縫質量是影響整個泵塔結構穩定性、可靠性和安全性的主要因素[2]。

圖1 船舶泵塔區外觀及結構示意
1.1 超聲紅外熱成像技術原理
超聲紅外熱成像技術是一種超聲檢測法和紅外熱成像檢測法相結合的技術[3],其兩端分別為超聲發射器和紅外熱成像采集設備,成像原理框圖如圖2所示。
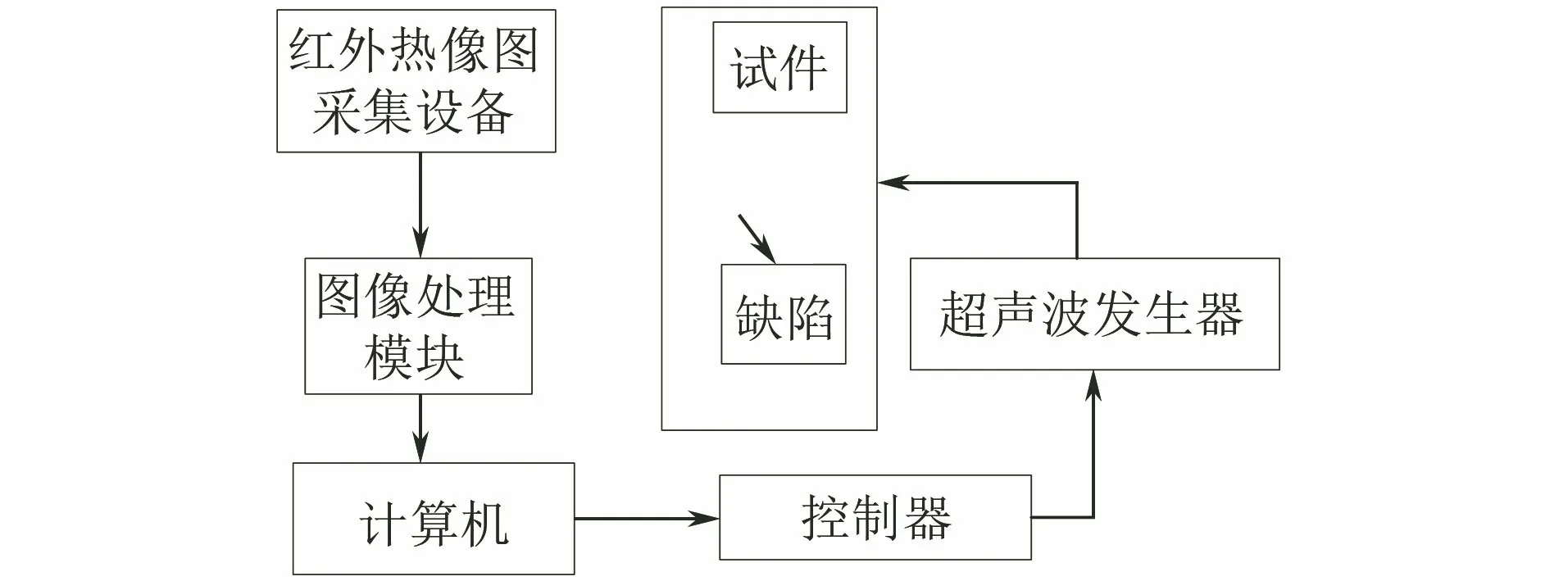
圖2 超聲紅外熱成像技術原理框圖
1.2 紅外熱像圖預處理
1.2.1 灰度化
紅外熱像圖是一種RGB(三原色)顏色空間模式的彩色圖像,而大多數缺陷檢測算法多是以灰度圖像為基礎的(彩色圖像中干擾因素眾多),因此需要將彩色圖像轉換為灰度圖像[4]。灰度圖像的轉換方法有3種,即利用紅、綠、藍三色的最大值、平均值或加權平均值作為灰度圖的灰度,3種方法灰度的計算式分別如(1)(3)所示。
S(i,j)1=max[R(i,j),G(i,j),B(i,j)]
(1)

(2)
S(i,j)3=0.30R(i,j)+0.59G(i,j)+
0.11B(i,j)
(3)
式中:等式左邊為利用各方法得到的灰度圖像在(i,j)處的灰度;0.30,0.59,0.11為權重系數;R(i,j),G(i,j),B(i,j)分別為紅、綠、藍三原色的亮度。
1.2.2 消噪
紅外熱像圖存在噪聲會嚴重干擾缺陷的識別,因此圖像去噪是不可忽視的[5]。圖像去噪過程為:① 選擇一個模板,即濾波器,記為H(r,s);② 讓模板在圖像上移動,使得模板中心與圖中每一個像素位置都重合;③ 將模板的各個系數與模板下各對應像素的灰度相乘;④ 將所有乘積相加,再除以模板的系數個數;⑤ 將上述得到的運算結果代替原圖像中與模板中心位置對應的像素[6]。
1.2.3 圖像增強
圖像增強是指改善圖像的視覺清晰度,使得圖像有價值的信息表現得更為明顯的技術。圖像增強主要包括空間轉換以及分量處理等過程,具體步驟為:① 顏色空間轉換,將圖像由RGB顏色空間轉換成為HSV(色調,飽和度,明度)顏色空間;② 對亮度分量進行增強,包括照度圖像估計、照度圖像細化、照度圖像校正、求取亮度增強的反射圖像;③ 對飽和度進行拉伸處理;④ 由HSV顏色空間轉換回 RGB 顏色空間;⑤ 顏色恢復[7]。
1.3 焊縫缺陷檢測與識別
當泵塔區鋼結構焊縫質量存在問題時,紅外熱像圖就會表現出不同的溫度差,通過這種溫度差,可實現焊縫缺陷的檢測與識別。文章采用一種卷積神經網絡算法和決策樹來實現缺陷的分類,前者主要用于圖像特征提取,后者主要用于構造分類器[8]。
1.3.1 卷積神經網絡
卷積神經網絡是一種前饋神經網絡,主要由卷積層、采樣層、全連接層、輸入輸出層等組成。在卷積神經網絡中,卷積層包含了若干個特征圖譜,其主要作用是提取輸入圖像的局部特征。每一個特征圖譜都只完成一種局部特征的提取,因此不同的特征圖譜將實現一幅圖像中不同特征的提取。卷積完成后,進入下采樣層中[9],在下采樣層中,對特征圖像進行降維處理,以降低特征圖像的分辨率。不斷重復上述過程,即完成了“前饋運算”。卷積神經網絡經過“前饋運算”后,最后一層會產生一個目標函數,通過目標函數來計算“前饋運算”的預測值與預期值的誤差,一旦誤差超過設定的閾值,則按照BP(一種誤差反向傳播算法)神經網絡算法進行反向傳播,更新卷積神經網絡每一層的參數,然后不斷重復“前饋運算”和“反向傳播”的過程,直到整個卷積神經網絡收斂[10]。
1.3.2 決策樹分類器模型
基于卷積神經網絡提取了泵塔區鋼結構焊縫表面缺陷的特征向量,利用構建的多分類器模型對缺陷進行了分類識別[11]。多分類器模型的工作流程如圖3所示。

圖3 多分類器模型的工作流程
多分類器模型由若干個基分類器組合而成。基分類器的構建算法有很多,如logistic回歸、支持向量機、決策樹、多元判別分析、聚類分析、BP神經網絡等[12]。文章選用決策樹算法來構建基分類器。決策樹基分類器的構建流程為:① 將所有的圖像看成是一個節點;② 從所有的數據特征中挑選一個數據特征對節點進行分割,生成若干子節點;③ 對每一個子節點進行判斷,判斷是否滿足停止分裂的條件,若滿足,進入步驟④,否則,回到②;④ 設置滿足停止分裂條件的節點為子節點,分類器輸出的結果為該節點數量占比最大的類別[13]。
2 仿真分析
為測試文章所研究的超聲紅外熱成像檢測法在泵塔區鋼結構焊縫表面缺陷檢測中的應用效果,對單一超聲檢測方法和單一紅外熱成像檢測方法進行對比,在MATLAB軟件上進行仿真試驗。
2.1 試驗樣本分布
泵塔區鋼結構焊縫表面缺陷的類型多樣,建立的缺陷樣本集如表1所示。

表1 泵塔區鋼結構焊縫表面缺陷樣本集
2.2 試件制作
根據表1泵塔區鋼結構焊縫表面缺陷的樣本集進行人工缺陷試件制作,制作方案如表2所示。
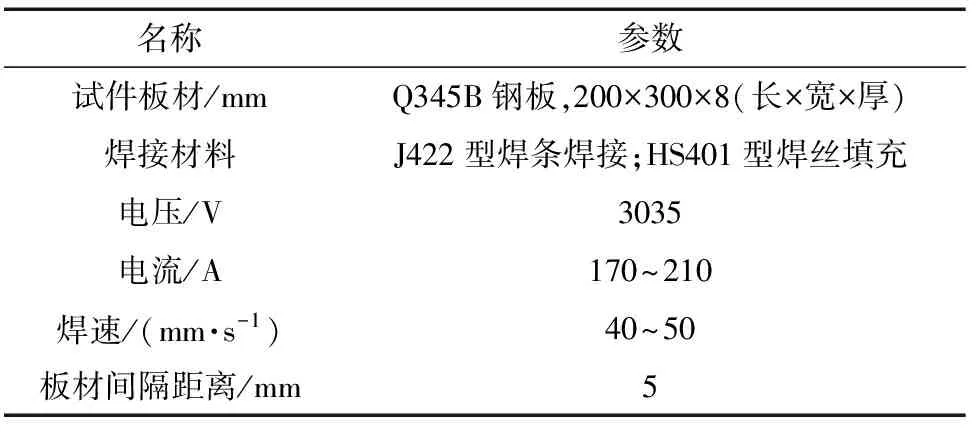
表2 人工缺陷試件制作方案
2.3 焊縫表面質量等級
根據標準GB/T 29712-2013 《焊縫無損檢測 超聲檢測 驗收等級》,焊縫表面質量等級劃分標準如表3所示。

表3 焊縫表面質量等級劃分標準
2.4 分類識別參數設置
焊縫缺陷檢測與識別的參數設置如表4所示。
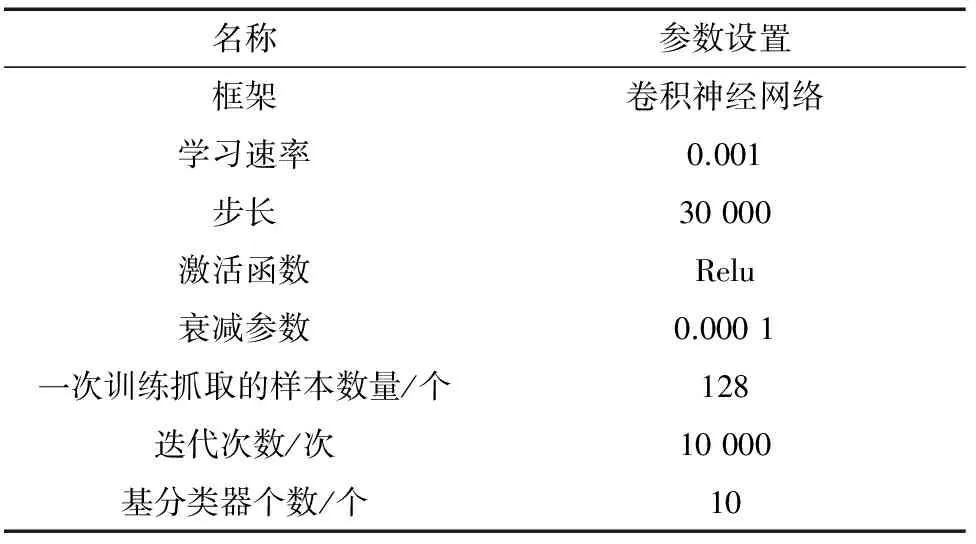
表4 焊縫缺陷檢測與識別的參數設置
2.5 試驗環境搭建
仿真試驗環境搭建所需要的硬件設備包括超聲發射器、紅外熱像圖采集設備、夾持裝置、移動裝置、兩個計算機、高頻感應器。紅外熱像圖采集設備型號為RX-300 PT,超聲發射器型號為XSJM-1500W,設備基本參數如表5所示。

表5 紅外熱像圖采集設備與超聲發射器的基本參數
2.6 缺陷檢測結果
在MATLAB軟件上構建決策樹多分類器模型,然后將圖像的特征向量輸入到該模型中,得到缺陷的檢測結果。在相同條件下,利用單一超聲檢測法和單一紅外熱成像檢測法對制作的泵塔區鋼結構焊縫表面缺陷試件進行檢測,并統計其檢測精度,得到各方法的平均識別精度如表6所示。

表6 各方法的平均識別精度 %
由表6可知,超聲紅外熱成像檢測法的平均識別精度更高,表明所研究的無損檢測方法在給定的數據集上的識別效果更好,證明了所研究方法的有效性。
3 結語
超聲紅外熱成像檢測法將超聲及紅外熱成像檢測技術相結合,彌補了單一檢測方法存在的不足。經過仿真測試,證明了該檢測方法的有效性。
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
