船舶上層建筑薄板平整度控制工藝研究
2021-12-20 10:42:38牛新苗張楊飛孫斌
中國水運 2021年11期
關鍵詞:焊接變形
牛新苗 張楊飛 孫斌
摘 要:通過創新薄板制作工藝有效控制上建外板變形,大幅提升上建的外觀平整度,不斷拓寬上建商品化、市場化的建造之路,取得了優異的經濟效益和市場口碑。
關鍵詞:平整度;焊接變形;精度控制;工藝改進
中圖分類號:TU753.8? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? 文章編號:1006—7973(2021)11-0091-03
船舶上層建筑(文內簡稱為上建)外板的平整度直接影響上層建筑的美觀度,是客戶最為關注的“面子工程”,不僅僅要滿足建造規范變形允許公差值范圍,同時不能有明顯的“瘦馬”、褶皺等現象發生。傳統的上層建筑薄板制作工藝要求以及生產現場管理模式已經不能滿足船東的需求期望。本文通過創新薄板制作工藝,有效地改善了外板的平整度與美觀度。為打造上建商品化建造流水線,加強對外承接上建能力,持續做響上建品牌的市場影響力,努力創建質量領先型企業,全面企業核心競爭力提供了有效的質量保障。
1積極開展數字化管控措施研究
1.1實施數字化建模精度控制技術
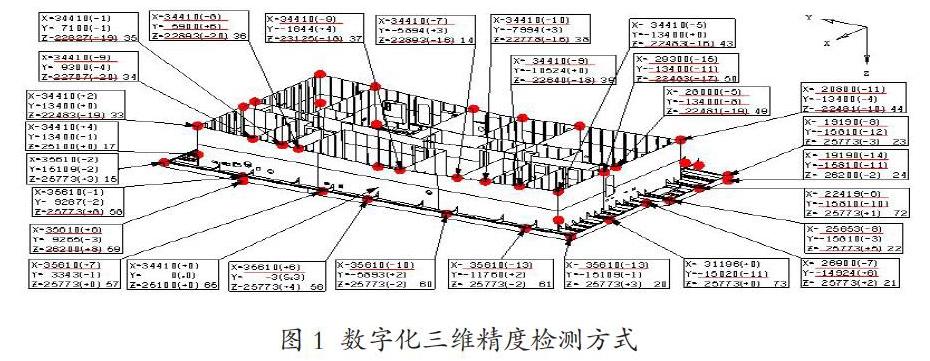
數字化造船是以造船過程的知識融合為基礎,以數字化建模仿真與優化為特征,將信息技術全面應用于船舶的設計、制造等全過程,最終達到快速建造的目的。而上建分段和總段兩大階段的精度直接關系到上層建筑外板整體的變形控制,因此,在融合數字化造船技術的基礎上,將設計模型的理論坐標與分段、分段虛擬坐標進行統一,在空間上形成三維搭載坐標系。運用TRIBON建模技術、ECO-BLOCKS\OTS精度分析技術和全站儀對上建建造進行精度策劃、數據收集、數據分析,建立完善的精度數據庫,從而實現分段的精確控制,分段總組由傳統的二維手工測量提升至三維立體精確測量,達到分段總組快速定位、吊裝時間減少、建造精度明顯提高的目的[1]。
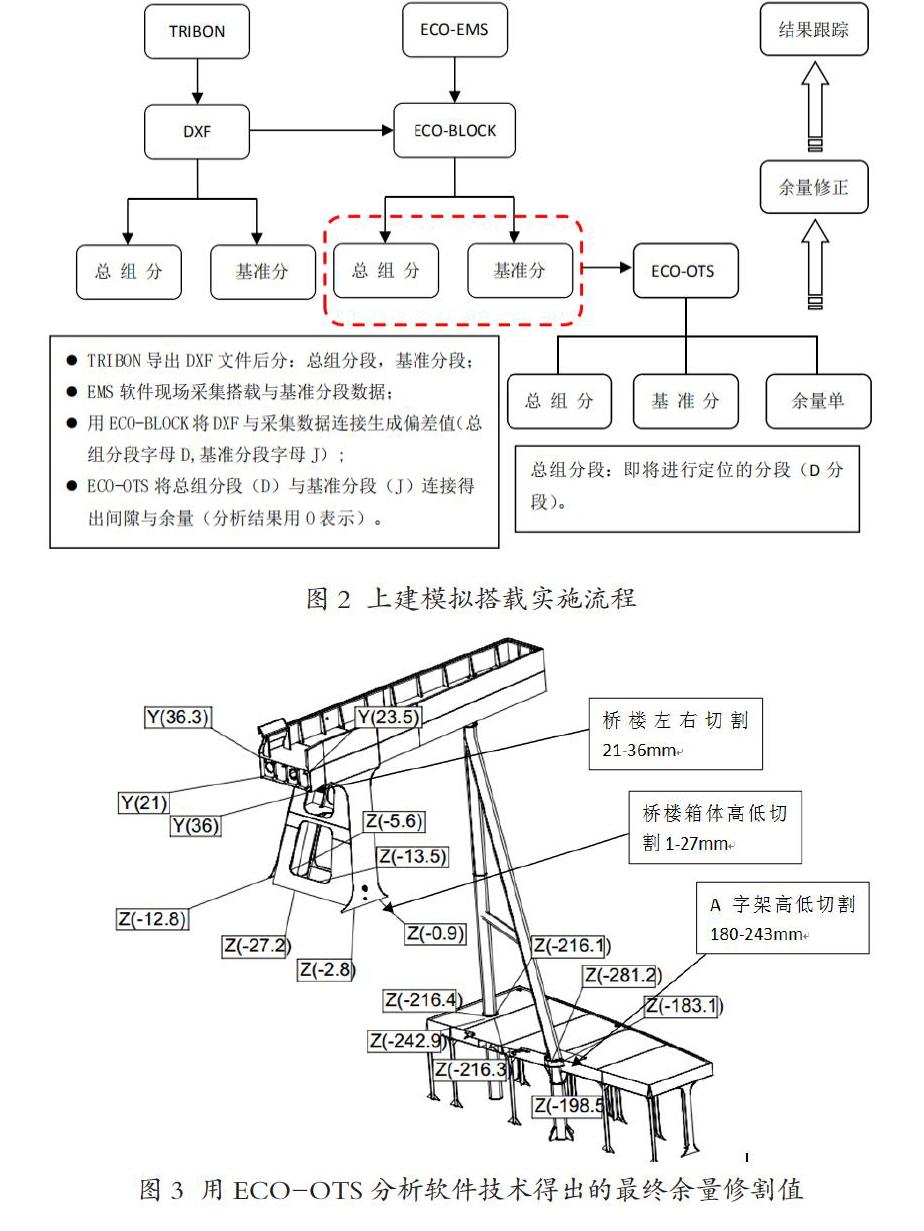
1.2推進上建總組數字化模擬搭載
在上建的建造過程,從切割開始到小組、中組、大組每一個階段都會不可避免地產生誤差。以往,這些誤差只能在總組吊裝階段進行修割。通過在三維測量的基礎上,采用ECO-OTS精度分析軟件,實施數字化模擬搭載。預先了解分段的精度偏差值及基準分段的精度偏差值,在電腦上模擬分析得出有效的修正方案,提前進行切割修正,從而實現搭載的一次定位[2]。
2 大力推廣自動化設備與工具的應用
2.1積極推進裝配自動化工具的應用
在小組立部件階段使用真空壓型材工具。相對于傳統的手工壓型材,具有焊接點少,工作效率高,型材裝配間隙可控,減少焊接點的優勢,焊腳小,熱輸入量小,能較好地控制鋼板變形。在T排定位時使用磁性工具。上建T排(550MM及以上)因其重量大(大于100KG),長度長(大于25M),在分段裝配時不易固定,不易調直。T排安裝磁性工具,固定型鋼簡單、方便,裝配間隙容易調整,可有效保證WPS焊腳及甲板面的變形。
2.2大幅提升自動化焊接的使用范圍
使用間斷焊自動角焊機具有工作效率高,行駛速度穩定,焊后板架變形小的特點。按照WPS規定的各項參數,通過在施工過程中嚴格監控,較好地保證了片體制作的效率和質量。使用全位置自動角焊機通過配合內置高性能永磁體及導向輪,可自動跟蹤焊道。小車具有重量輕巧,運行穩定,可靠磁吸附具有手柄提拉自動離合功能,非常方便操作者現場作業適用于寬、厚焊縫的焊接,能獲得良好的焊接效果,控制薄板變形效果明顯。
2.3使用薄板火工校正自動化設備
全面推進火工自動化背燒小車的使用。該設備具有火工槍頭溫度穩定,槍嘴距離板面高度統一,火工背燒效率高等特點。上建薄板筋板位置容易確定,甲板以及圍板均可使用,覆蓋面很廣,同時因溫度恒定,不會發生因火工人員技能問題造成的鋼板過度加熱、僵化等現象。
3 推進小熱量焊接方式的探索與改進
焊接勢必產生熱量,上建薄板板厚在7-10mm之間,平整度需控制在4-6mm范圍內。中間過程中的部件結構焊接、分段結構焊接、分段舾裝件焊接、總段結構焊接均會產生熱變形。因此,對焊接熱變形的控制是薄板平整度中的重中之重,毫不夸張的說是差之毫厘、失之千里[3]。減少熱輸入是控制鋼板變形最有效的方法。通過長期的摸索與數據的積累和分析,逐步形成了一套行之有效的薄板焊接工藝實施流程,具體做法如下:
(1)安裝型鋼前先壓平鋼板,同時將型鋼與埋弧焊縫接觸的地方打磨平順,定位焊不宜過長,在施焊前需將焊腳打磨平順。窗戶區域的角鋼,需先行完成后,再安裝2根加強筋,避免窗戶區域集中燒焊引起的變形。
(2)裝配時將圍板右側墊高200mm,保證焊接速度,減少焊接熱量輸入。尤其注意角鋼和圍板,球扁鋼和圍板焊接因棱邊是圓弧,焊接時近似全熔焊,焊腳必須控制在3.5-4.0mm。
(3)嚴格控制焊接順序,焊縫長度大于2000mm時,采用分中對稱焊或分段逐步退焊。先焊立角焊,再焊平角焊。由里向外,由中間向四周焊接。先焊大板,再焊大板內部構件。大板焊接先焊縱縫,再焊橫(環)縫。內部構件先焊立角接縫,再焊平(仰)角接縫。
(4)焊接從中間向四周焊接,變形產生的應力由中間構架向自由端擴散。垂直構件焊接,焊槍與構件要呈現雙向45度,可避免因重力以及氣流造成的焊腳過大。采用左焊法保證熔池在焊槍右側,焊槍左邊是未加熱鋼板,焊縫成形扁平,可有效減少熱輸入。多人施焊時,采取分中(左右、前后)對稱施焊法或分段逐步退焊法,避免集中一處施焊。
(5)焊接電壓控制在21-22V,電流控制在210-220A,焊接時可適當增加8%-10%的焊接速度,將熱輸入擴散開,減少熱變形,以此控制鋼板的平整度。
4 推行實用新型工裝的設計與應用
(1)設計制作部件鋼平臺工裝。設計應用了新型鋼平臺工裝胎架和T排焊接固定裝置,以保證部件鋼板的橫向、縱向均有受力。同時,在部件鋼板四角均進行彈性固定,減少了因場地因素導致的變形,實測數據效果顯著。
(2)推進工裝化槽鋼加強應用。設計并采用新型工字型馬板加強,該加強方式槽鋼不直接與圍板焊接,避免了外圍板上的熱工修補作業,圍板變形得到有效控制。同時,分段翻身后拆除槽鋼的打磨工作量大幅減少,槽鋼也可實現回收利用,降低了生產成本。
(3)全面推廣無焊化斜撐工裝。焊接輸入熱量是造成薄板變形的主要因素,推廣采用夾頭式無焊化斜撐工裝,在斜撐兩邊采用夾頭進行螺栓固定,在整個作業過程中不產生熱輸入,不破壞圍板的彈性結構,大幅減少了后期的拆除修補等工作,避免了相應作業造成的鋼板變形。
(4)改進優化總段可調式支撐工裝。傳統的總段支撐采用槽鋼加強,存在艇甲板支撐腿高低不等,地面平整度不一等缺點。同時槽鋼支撐無彈性變形,導致艇甲板總組精度差,裝配時需開刀修正,影響外板平整度。因此,使用新型總段可調式支撐工裝,具備彈性變形,易于安裝,可適用于全區域、全高度,幫助艇甲板總組精度得到有效控制。
5 實施效果
通過創新薄板制作工藝,對上建實際建造中各類測量數據進行統計和分析后不難發現,在上建的精度質量、生產效率,特別是客戶最關心的外板平整度方面取得了很大的提高,高質量的上建產品獲得了客戶高度認可與贊譽,贏得市場聲譽。
參考文獻:
[1] 張起葆,劉建峰,孫建志,精度造船中數字化技術應用研究[J].造船技術,2014(6):51-55.
[2] 劉桂香,現代數字化造船精度控制技術的現狀與發展[A].船舶工程,2011(6):65-67
猜你喜歡
建筑建材裝飾(2016年8期)2016-12-29 22:04:46
機械制造文摘·焊接分冊(2016年2期)2016-12-23 21:02:08
科學與財富(2016年18期)2016-12-22 18:18:55
中國高新技術企業(2016年30期)2016-12-20 04:00:34
科教導刊·電子版(2016年8期)2016-06-27 19:02:14
北極光(2016年2期)2016-04-29 22:39:00
中國科技博覽(2016年9期)2016-04-25 20:31:19
中國科技博覽(2016年7期)2016-04-25 15:41:57
哈爾濱理工大學學報(2015年3期)2015-09-21 10:37:19
科技與創新(2015年17期)2015-09-11 05:41:15