鉆機(jī)移動(dòng)導(dǎo)軌棘爪孔機(jī)械加工工藝
2021-12-13 07:14:02劉小衛(wèi)何俊杰劉春偉韓甲瑞
機(jī)械制造 2021年11期
□ 劉小衛(wèi) □ 羅 軍 □ 何俊杰 □ 劉春偉 □ 韓甲瑞
1.中油國(guó)家油氣鉆井裝備工程技術(shù)研究中心有限公司 陜西寶雞 721002 2.西部鉆探吐哈鉆井公司 新疆鄯善 838200
1 移動(dòng)導(dǎo)軌概述
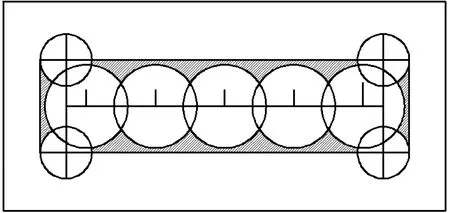
移動(dòng)導(dǎo)軌是實(shí)現(xiàn)鉆機(jī)主機(jī)整體快速滑移的重要部件,在鉆井中有廣泛應(yīng)用。移動(dòng)導(dǎo)軌由導(dǎo)軌面、腹板、加強(qiáng)筋板等組成,整體為焊接結(jié)構(gòu)件。移動(dòng)導(dǎo)軌的導(dǎo)軌面上通常設(shè)計(jì)有等間距的棘爪孔,如圖1所示。

▲圖1 移動(dòng)導(dǎo)軌導(dǎo)軌面
導(dǎo)軌面板材厚度通常為60 mm左右,單個(gè)棘爪孔為H形通孔。導(dǎo)軌面板材較厚,棘爪孔寬度小、數(shù)量多、加工精度要求高,導(dǎo)致加工效率低、成本高。
筆者在分析幾種常用鉆機(jī)移動(dòng)導(dǎo)軌棘爪孔加工工藝方案的基礎(chǔ)上,提出一種新的鉆銑組合式鉆機(jī)移動(dòng)導(dǎo)軌棘爪孔加工工藝方案,較好地解決了導(dǎo)軌面加工難度大、效率低等問(wèn)題,降低了制造成本。
2 常用加工工藝方案分析
針對(duì)材質(zhì)為Q345D、厚度為60 mm的移動(dòng)導(dǎo)軌導(dǎo)軌面板材,目前常用的幾種加工工藝方案各有利弊,且每種加工工藝方案都存在效率不高的問(wèn)題。
方案1為直接銑削方案。這一加工工藝方案選用鉆銑刀具,由數(shù)控機(jī)床加工,刀具切削深度為1 mm,進(jìn)給速度為350 mm/min,機(jī)床主軸轉(zhuǎn)速為800 r/min,按循環(huán)軌跡由外至內(nèi)逐層銑削[1-3]。這一加工工藝方案具有加工方法簡(jiǎn)單、刀具數(shù)量少、勞動(dòng)強(qiáng)度低等優(yōu)點(diǎn),缺點(diǎn)是對(duì)于60 mm厚的導(dǎo)軌面板材,加工一個(gè)棘爪孔刀具需要循環(huán)運(yùn)動(dòng)至少60次,加工效率低。另一方面,受到棘爪孔四處圓弧的限制,刀具最大直徑只能選擇28 mm,此規(guī)格鉆銑刀具僅有一個(gè)銑削刀片,銑削效率低[4-6]。由于機(jī)床主軸高速旋轉(zhuǎn),還存在對(duì)設(shè)備損害較大的問(wèn)題。
方案2為氣割預(yù)制方案。這一加工工藝方案先用機(jī)床在每個(gè)棘爪孔的四個(gè)角各鉆一個(gè)φ28 mm通孔,然后用乙炔火焰氣割預(yù)制,周邊留3 mm左右銑削加工余量,再用立銑刀沿深度方向分三次銑削,每次切削深度為20 mm,轉(zhuǎn)速為120 r/min,進(jìn)給量為50 mm/min[7]。加工一個(gè)棘爪孔用時(shí)約38 min,每加工12個(gè)棘爪孔就需要更換一把立銑刀。這一加工工藝方案的優(yōu)點(diǎn)是切削加工量小,機(jī)床加工占用的時(shí)間明顯減少[8-9],缺點(diǎn)是氣割預(yù)制后,在銑削棘爪孔時(shí)因加工余量不均勻,殘留的氧化皮容易導(dǎo)致刀具損壞,使刀具耐用度降低。此外,這一加工工藝方案工序周轉(zhuǎn)次數(shù)多,轉(zhuǎn)運(yùn)成本增加。
方案3為高速銑削方案。這一加工工藝方案與方案2相似,不同點(diǎn)是氣割預(yù)制后,由數(shù)控立銑刀沿深度方向分20次銑削,每次切削深度為3 mm,機(jī)床主軸轉(zhuǎn)速為900 r/min,進(jìn)給量為350 mm/min。加工單個(gè)棘爪孔用時(shí)約37 min,每加工三個(gè)棘爪孔就需要更換刀片。這一加工工藝方案與方案2相比,加工效率基本相同,同時(shí)存在機(jī)床主軸轉(zhuǎn)速較高,對(duì)設(shè)備損害較大的問(wèn)題。
3 鉆銑組合式加工工藝方案
為了克服以上幾種加工工藝方案的缺點(diǎn),更好地兼顧各種方案的優(yōu)點(diǎn),筆者提出一種新的鉆銑組合式加工工藝方案[10]。
這一加工工藝方案的具體實(shí)施過(guò)程如下:用φ28 mm和φ45 mm兩種規(guī)格鉆頭,分別在棘爪孔四角和中部鉆出多個(gè)相交的孔,孔位布置如圖2所示;再用φ28 mm立銑刀銑削得到棘爪孔。鉆孔的主要目的是利用鉆孔效率高的特點(diǎn),快速去除多余材料,減小銑削工序加工量,提高棘爪孔加工效率。用這一加工工藝方案加工棘爪孔,單個(gè)棘爪孔用時(shí)約30 min,加工效率提升明顯。
▲圖2 孔位布置
4 實(shí)際應(yīng)用
采用新的鉆銑組合式加工工藝方案加工鉆機(jī)移動(dòng)導(dǎo)軌棘爪孔,加工質(zhì)量與幾種常用加工工藝方案無(wú)差異,但加工效率提高明顯,加工成品如圖3所示。這一加工工藝方案實(shí)施較簡(jiǎn)單,效率提升明顯,已經(jīng)應(yīng)用于實(shí)際生產(chǎn)中。

▲圖3 加工成品
5 結(jié)束語(yǔ)
鉆機(jī)移動(dòng)導(dǎo)軌棘爪孔常用的三種加工工藝方案均存在加工效率低的問(wèn)題,方案1因機(jī)械加工余量大,效率最低,方案2和方案3加工效率基本相同。
鉆銑組合式鉆機(jī)移動(dòng)導(dǎo)軌棘爪孔加工工藝方案具有實(shí)施簡(jiǎn)單、加工效率高的優(yōu)點(diǎn),在現(xiàn)有生產(chǎn)條件下建議優(yōu)先采用。
隨著更多先進(jìn)制造技術(shù)與設(shè)備的出現(xiàn),后續(xù)有望出現(xiàn)更好的加工方法,進(jìn)一步提高鉆機(jī)移動(dòng)導(dǎo)軌棘爪孔的加工效率。
猜你喜歡
甘肅教育(2020年14期)2020-09-11 07:57:42
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2020年5期)2020-06-02 09:19:08
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
商周刊(2017年9期)2017-08-22 02:57:49
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
時(shí)代英語(yǔ)·高二(2015年1期)2015-03-16 00:08:11
中國(guó)衛(wèi)生(2014年11期)2014-11-12 13:11:32
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
