卡槽塑料產(chǎn)品注塑模具的設(shè)計(jì)
2021-12-13 07:14:06□趙猛
機(jī)械制造 2021年11期
關(guān)鍵詞:分析設(shè)計(jì)
□ 趙 猛
沈陽職業(yè)技術(shù)學(xué)院 中德學(xué)院 沈陽 110045
1 設(shè)計(jì)背景
當(dāng)前,塑料已進(jìn)入人們生產(chǎn)和生活的各個(gè)領(lǐng)域。塑料成為替代部分鋼鐵、木材、皮革等不可或缺的化學(xué)材料[1]。注塑模具作為塑料制品的制造主體,集成了各種現(xiàn)代工業(yè)產(chǎn)品制造技術(shù),是國民經(jīng)濟(jì)發(fā)展的重要加速器[2]。
筆者針對卡槽塑料產(chǎn)品的結(jié)構(gòu)特點(diǎn),以主流的模具計(jì)算機(jī)輔助工程分析軟件Moldflow為載體[3-4],對卡槽塑料產(chǎn)品注塑成型過程中的填充、保壓、冷卻、翹曲等工藝進(jìn)行分析。通過分析來預(yù)測卡槽塑料產(chǎn)品在成型過程中可能出現(xiàn)的缺陷,并對卡槽塑料產(chǎn)品注塑模具的澆注系統(tǒng)和冷卻系統(tǒng)進(jìn)行優(yōu)化設(shè)計(jì)。最終利用三維建模軟件Unigraphics完成卡槽塑料產(chǎn)品注塑模具的設(shè)計(jì)。
2 卡槽塑料產(chǎn)品分析
作為放置電子器件的載體,卡槽塑料產(chǎn)品的材料為丙烯腈-丁二烯-苯乙烯共聚物,特點(diǎn)為成型收縮率小、表面粗糙度值小、電性能和機(jī)械性能優(yōu)良等。采用Unigraphics軟件對卡槽塑料產(chǎn)品建模,卡槽塑料產(chǎn)品如圖1所示。未設(shè)置收縮時(shí),卡槽塑料產(chǎn)品外形尺寸為115 mm×36 mm×30 mm,平均厚度為0.8 mm,最大壁厚為2.5 mm。卡槽塑料產(chǎn)品對翹曲質(zhì)量要求高,色澤要求均勻,不允許存在任何飛邊、毛刺、縮水等問題。
3 前處理與網(wǎng)格劃分
由于卡槽塑料產(chǎn)品結(jié)構(gòu)復(fù)雜,多加強(qiáng)筋,小臺(tái)階、小圓角分布廣泛,對模型質(zhì)量產(chǎn)生不利影響,因此在進(jìn)行成型仿真分析之前,需要對卡槽塑料產(chǎn)品模型進(jìn)行前處理[5-6]。
將卡槽塑料產(chǎn)品模型以.x_t格式導(dǎo)入Caddoctor軟件進(jìn)行簡化處理,將半徑1.5 mm以內(nèi)的圓角、直徑1 mm以內(nèi)的孔、高度0.5 mm以下的凸臺(tái)等特征刪去。簡化后的模型以.sdy格式導(dǎo)入Moldflow軟件,進(jìn)行網(wǎng)格劃分。由于卡槽塑料產(chǎn)品壁厚不均,并且不屬于薄壁件,因此綜合分析之后,決定采用雙層面三角形網(wǎng)格,網(wǎng)格邊長取制件壁厚的1~2倍[7],筆者取1 mm。劃分網(wǎng)格,對網(wǎng)格質(zhì)量進(jìn)行修復(fù),最終得到網(wǎng)格單元數(shù)為30 412,匹配百分比為96%,相互百分比為97.6%,平均縱橫比為1.69,最大縱橫比為5.96,滿足分析要求。卡槽塑料產(chǎn)品網(wǎng)格劃分模型如圖2所示。
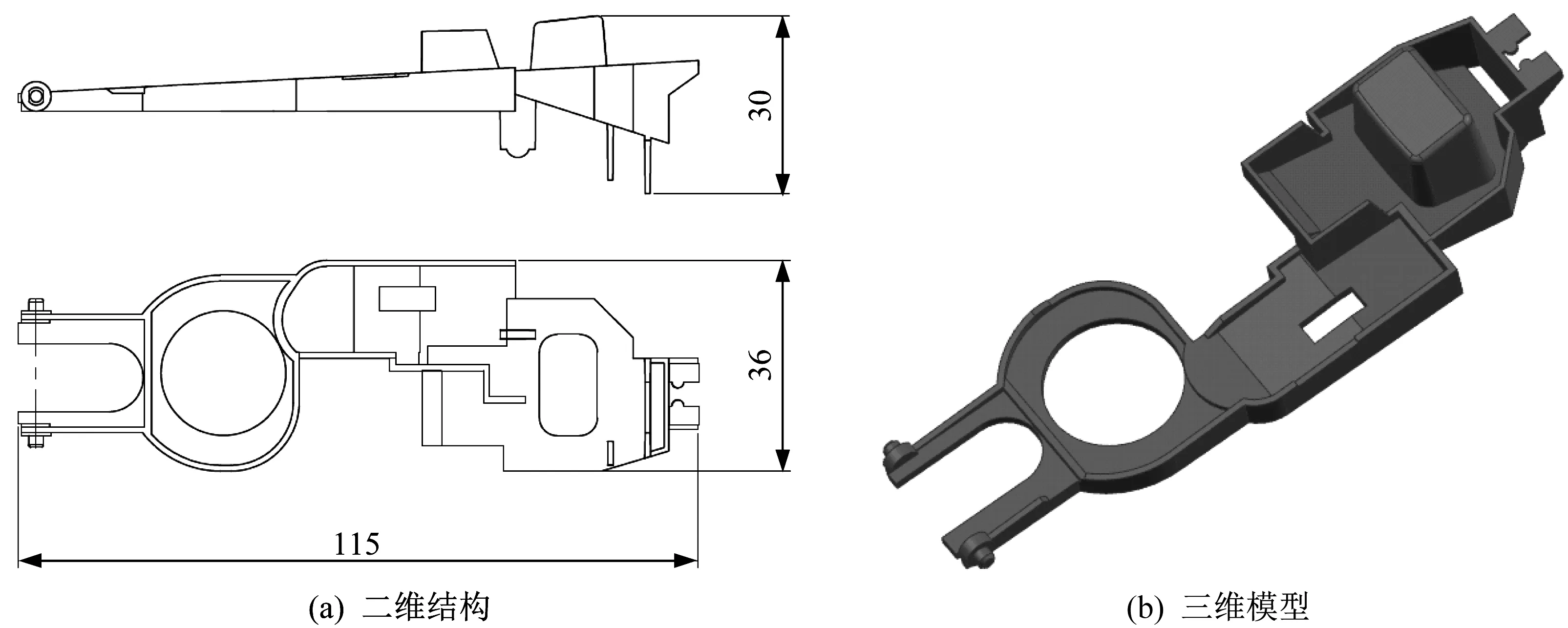
▲圖1 卡槽塑料產(chǎn)品
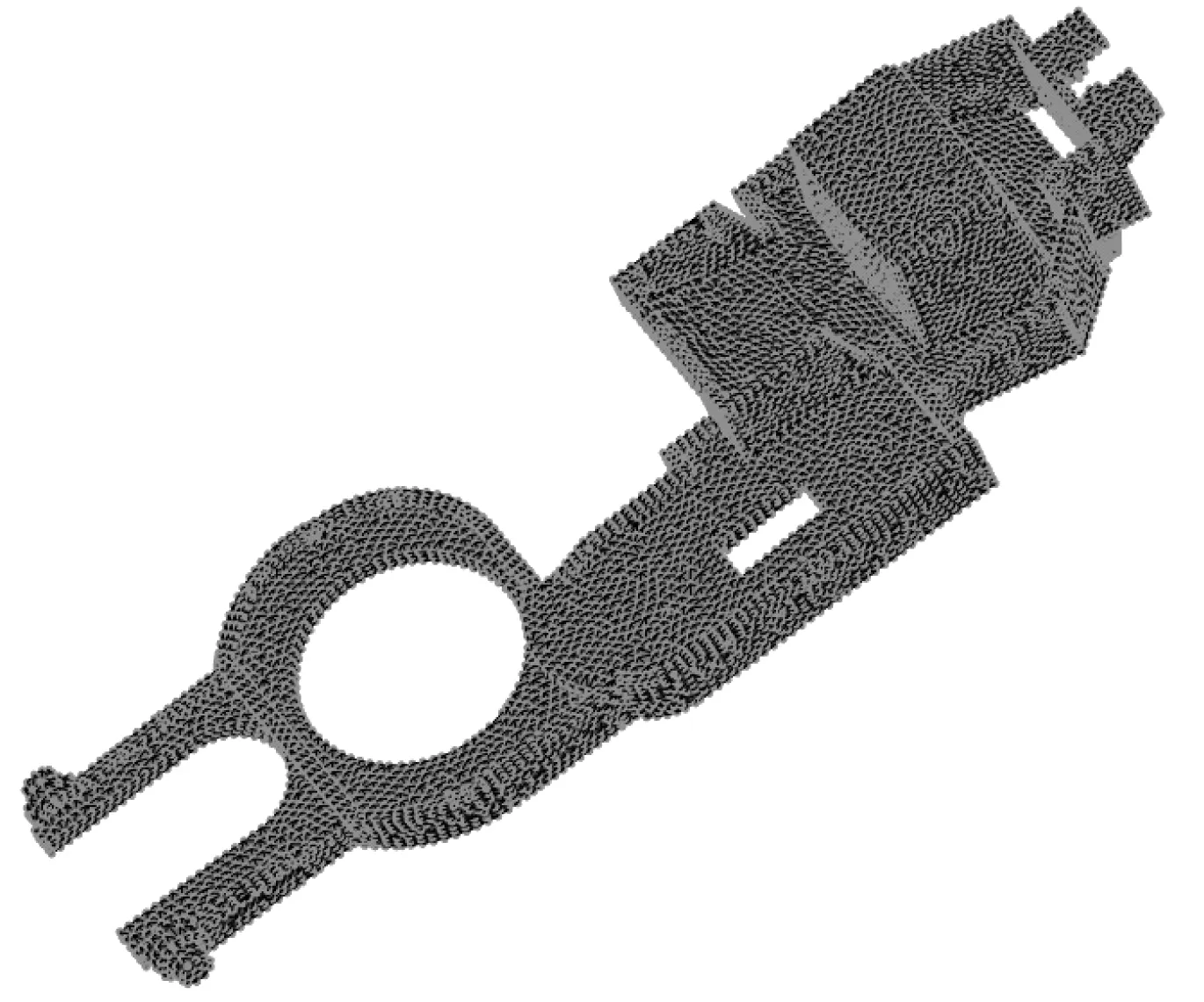
▲圖2 卡槽塑料產(chǎn)品網(wǎng)格劃分模型
4 澆注系統(tǒng)與冷卻系統(tǒng)設(shè)計(jì)
注塑模具采用一模兩腔設(shè)計(jì),側(cè)向澆口進(jìn)澆,進(jìn)澆位置為接近最佳澆口位置。主流道采用錐形,長度為60 mm,澆口直徑為3 mm,錐度為2°。分流道為圓柱形,長度為15 mm,直徑為5 mm。澆注系統(tǒng)如圖3所示,設(shè)計(jì)完畢后檢查連通性。
注塑模具冷卻系統(tǒng)決定了卡槽塑料產(chǎn)品的質(zhì)量及生產(chǎn)效率,如圖4所示。注塑模具采用水管冷卻,上下布置,水管直徑為10 mm,水管與零件間距離為20 mm,管道數(shù)量為四個(gè)。零件管道間距為45 mm,兩中心管道間距為30 mm。
5 填充與保壓分析
填充分析結(jié)果如圖5所示。熔體從注塑機(jī)噴嘴進(jìn)入注塑模具主流道到充滿整個(gè)型腔,用時(shí)為0.787 9 s。速度壓力切換時(shí),模具型腔內(nèi)壓力為62.12 MPa,是整個(gè)注塑成型周期中的最高壓力,此時(shí)卡槽塑料產(chǎn)品遠(yuǎn)端灰色區(qū)域?yàn)槲刺畛鋮^(qū)域,整套模具進(jìn)入保壓階段,補(bǔ)充缺料。填充過程中熔體截面中心的最大溫差為10.7 K,符合溫差要求。任何卡槽塑料產(chǎn)品不可避免地會(huì)在兩股熔體流動(dòng)的前沿匯集處產(chǎn)生熔接痕,本卡槽塑料產(chǎn)品熔接痕主要產(chǎn)生在產(chǎn)品邊緣處。
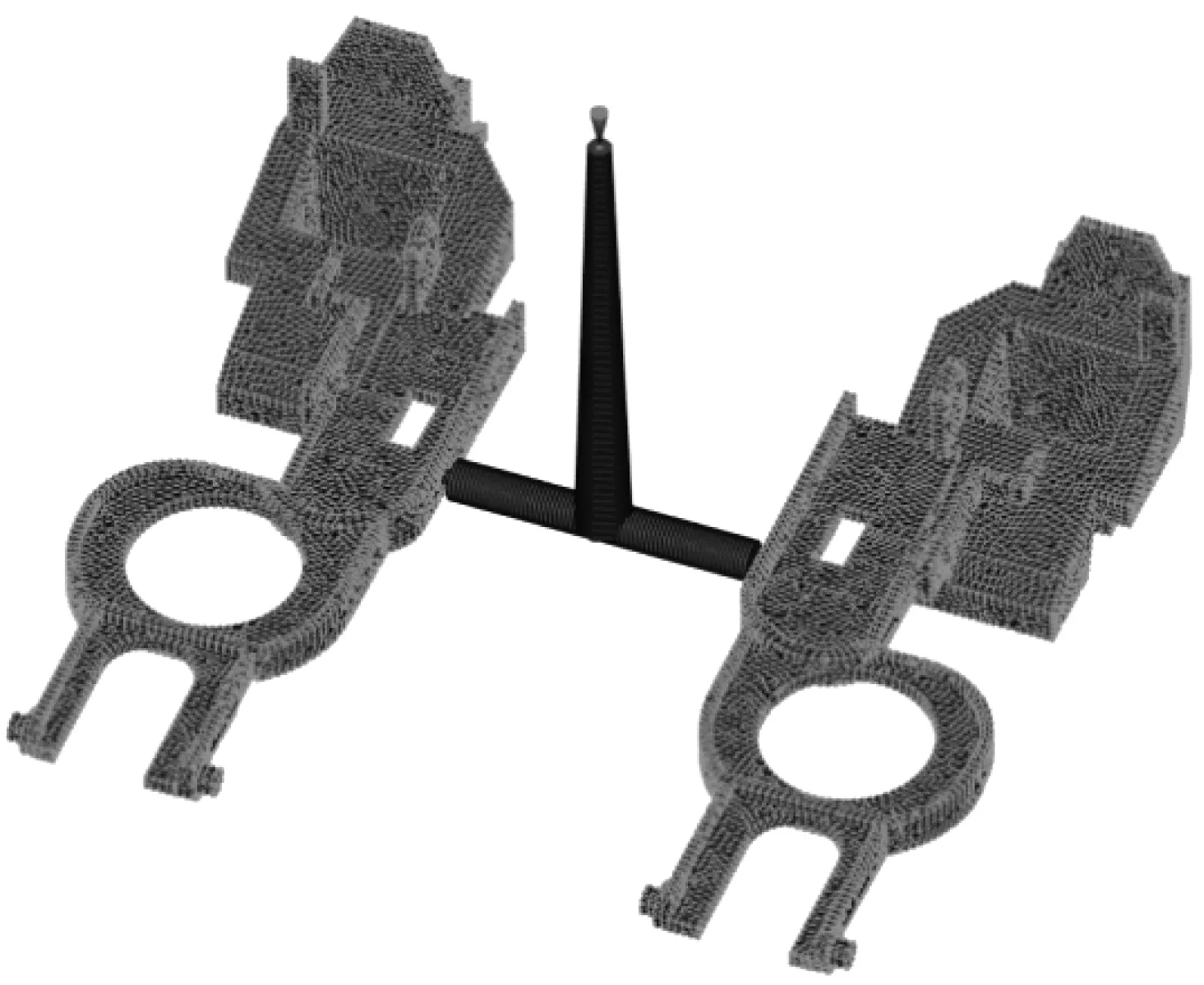
▲圖3 澆注系統(tǒng)
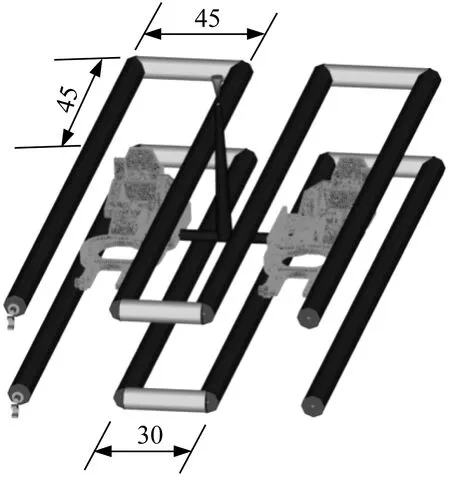
▲圖4 冷卻系統(tǒng)
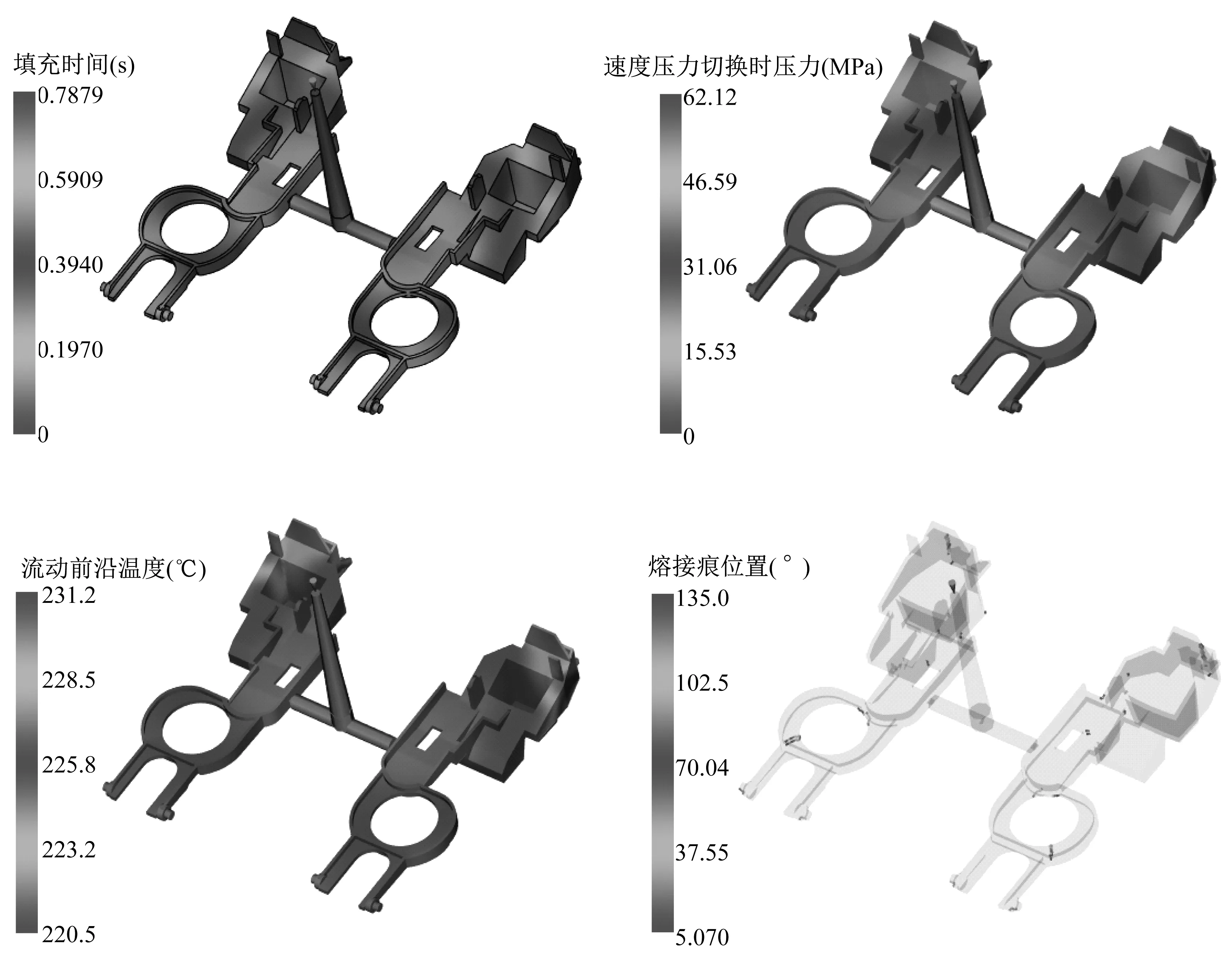
▲圖5 填充分析結(jié)果
6 冷卻分析
卡槽塑料產(chǎn)品整體結(jié)構(gòu)規(guī)整,采用注塑模具設(shè)計(jì)中較為常見的直通水路冷卻方案。冷卻分析結(jié)果如圖6所示,冷卻液溫度出入口溫差為0.73 K,回路管壁溫差為3.86 K,回路雷諾數(shù)為1 000,冷卻效果較好。
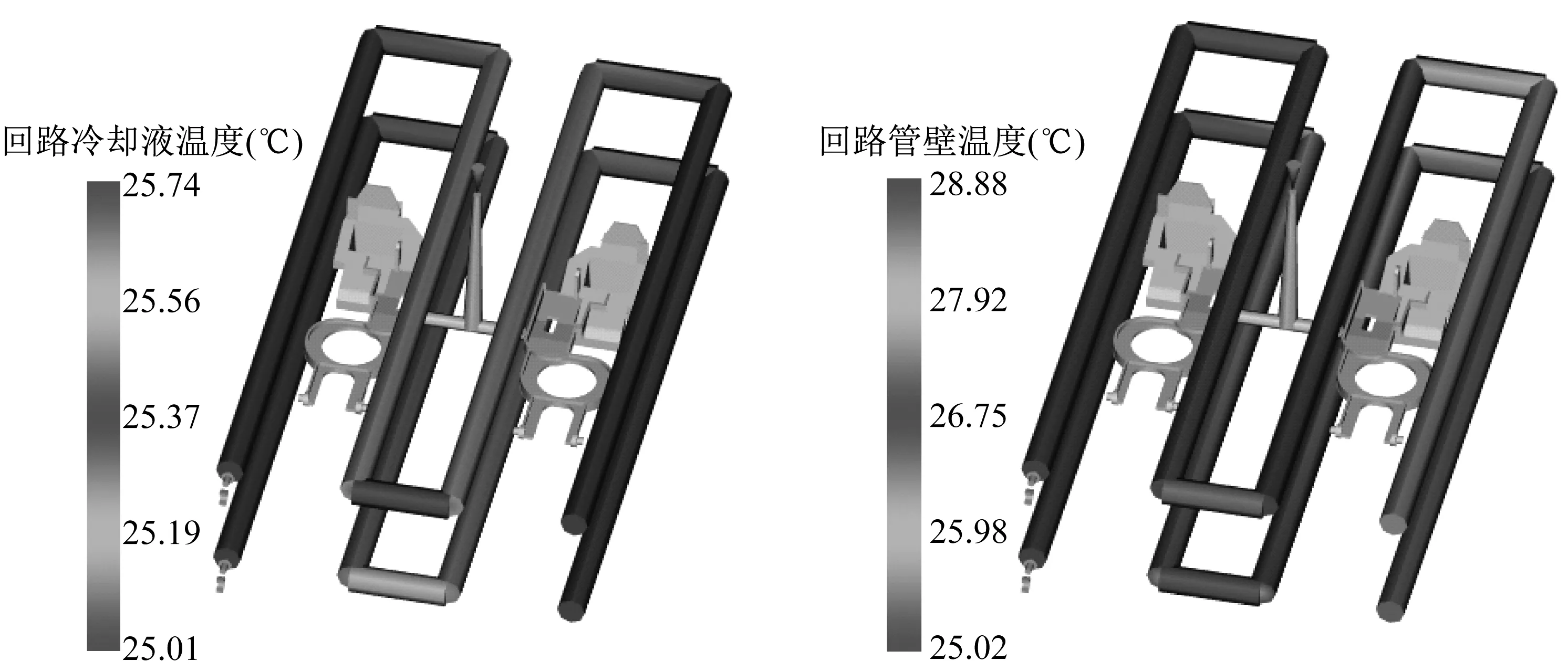
▲圖6 冷卻分析結(jié)果
7 注塑模具設(shè)計(jì)
Unighraphics軟件在補(bǔ)破孔、抽取面、拆分體、創(chuàng)建分型面等領(lǐng)域具有強(qiáng)大功能,深受模具設(shè)計(jì)工程師的青睞,是目前國內(nèi)外模具設(shè)計(jì)行業(yè)中的主流三維軟件之一[8-10]。
注塑模具三維設(shè)計(jì)如圖7所示。卡槽塑料產(chǎn)品存在較深骨位及較高凸起,為延長模具使用壽命,節(jié)約模具材料,利于排氣,模仁部分使用鑲件拼裝,型腔和型芯分別整體嵌入模具內(nèi)。模仁四周采用虎口精定位,頂出機(jī)構(gòu)由推桿推出。推桿四周布置,保證頂出力平衡,防止卡槽塑料產(chǎn)品損壞。
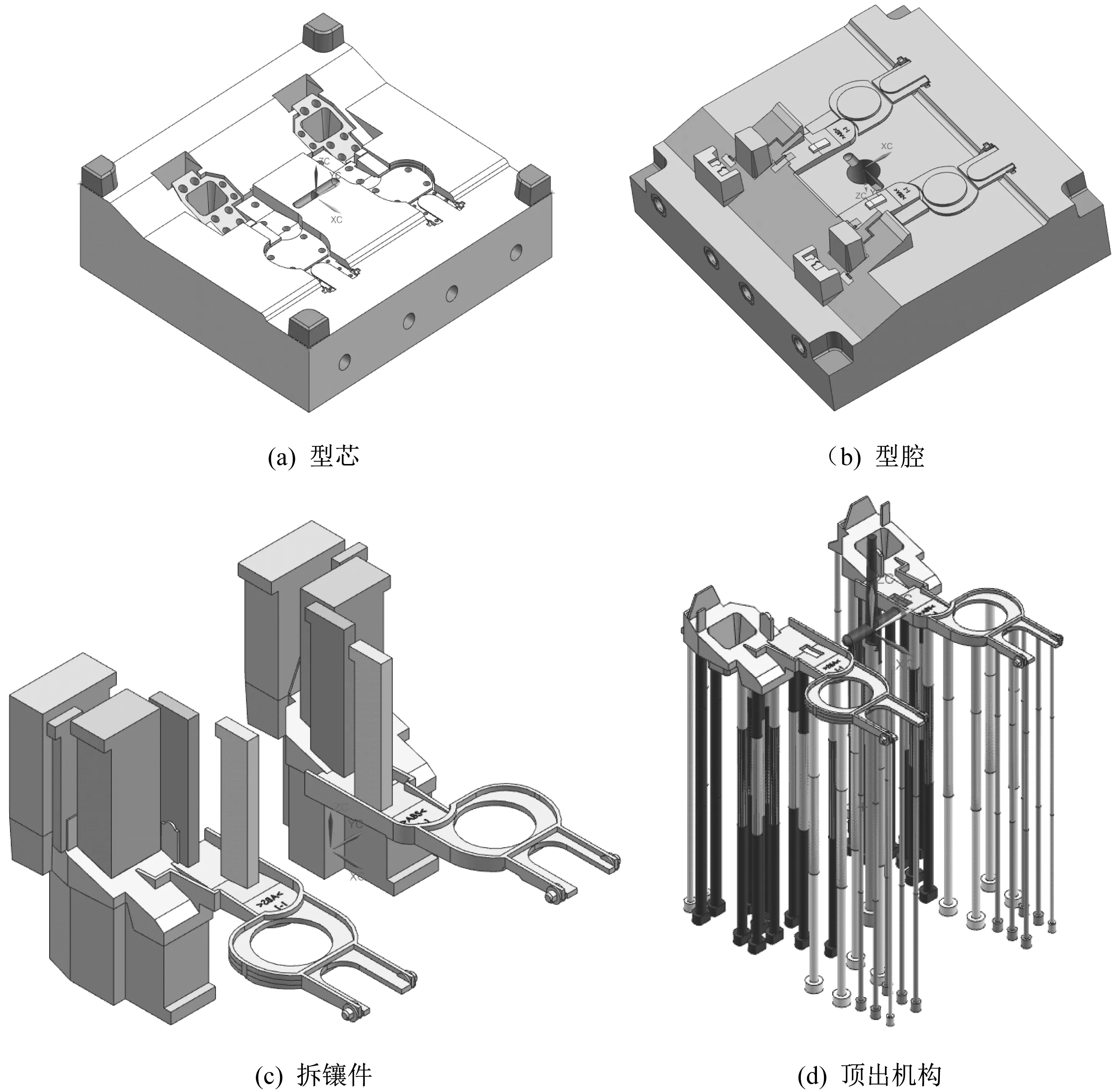
▲圖7 注塑模具三維設(shè)計(jì)
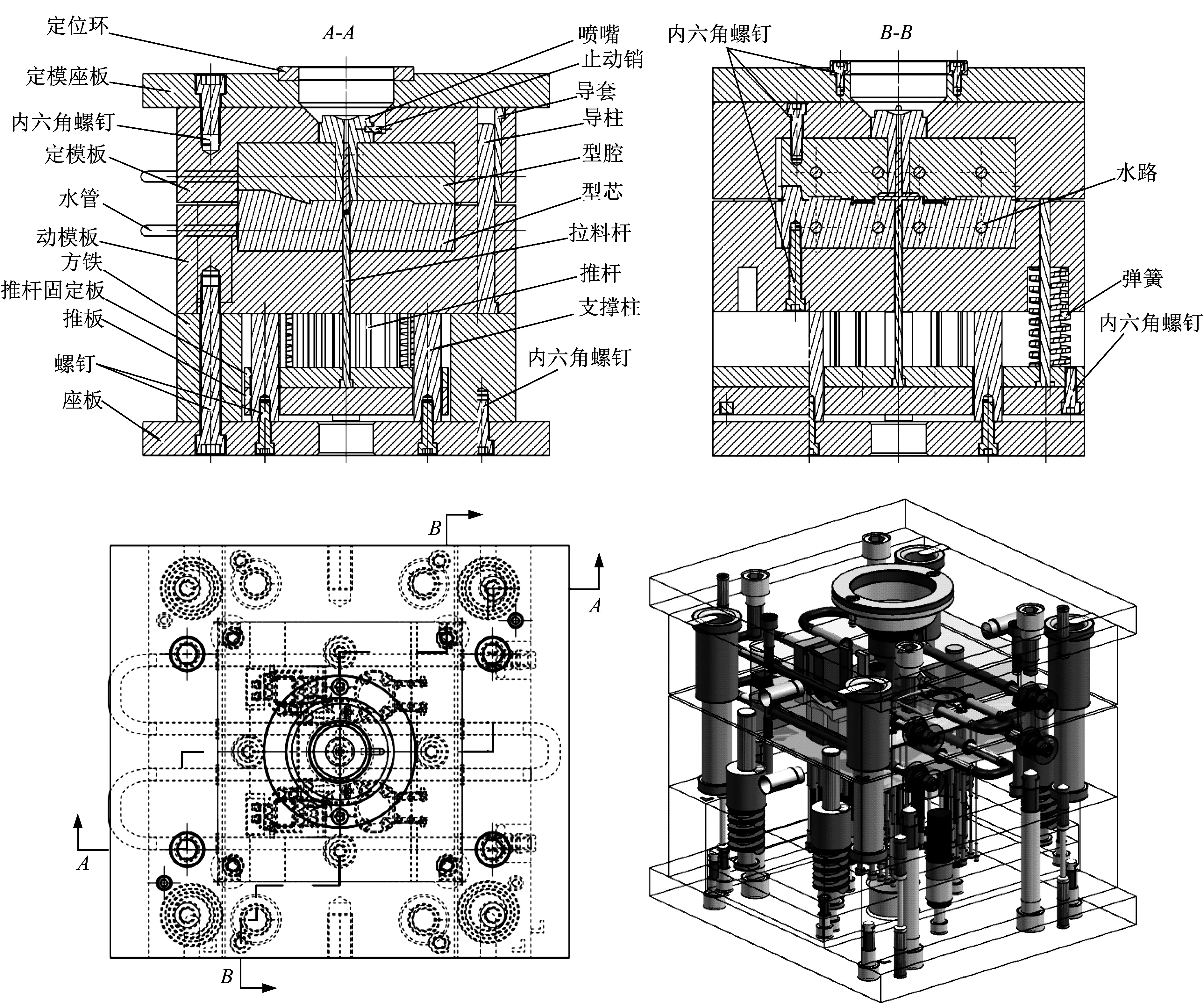
▲圖8 注塑模具裝配
8 注塑模具工作原理
注塑模具裝配如圖8所示。注塑模具工作時(shí),動(dòng)模部分與定模部分通過導(dǎo)向機(jī)構(gòu)的導(dǎo)柱和導(dǎo)套合模,使型芯和型腔緊密結(jié)合,構(gòu)成產(chǎn)品的整體型腔。將料筒中經(jīng)過塑化的熔體通過注塑機(jī)以一定的壓力和速度,經(jīng)噴嘴借助澆注系統(tǒng)向整體型腔注塑成型。由冷卻系統(tǒng)使填充到型腔的熔體冷卻,成為固態(tài)的塑件制品。注塑模具開模,由推桿將塑件從動(dòng)模型腔上推出模外,同時(shí)拉料桿將凝料從分流道中推出。經(jīng)過下一個(gè)循環(huán)周期,注塑模具重新合模時(shí),在復(fù)位機(jī)構(gòu)的作用下,頂出機(jī)構(gòu)恢復(fù)到合模的初始位置,重復(fù)整個(gè)成型過程。
9 結(jié)束語
卡槽塑料產(chǎn)品對翹曲質(zhì)量要求高,不允許有任何飛邊、毛刺、縮水等質(zhì)量問題。注塑模具設(shè)計(jì)時(shí),選擇矩形側(cè)向澆口進(jìn)澆,一模兩腔對稱設(shè)計(jì),冷卻水路為直通水路,四周環(huán)繞布置。
運(yùn)用Moldflow軟件對卡槽塑料產(chǎn)品的注塑成型過程進(jìn)行仿真分析,得到合理的填充時(shí)間、速度壓力切換時(shí)壓力、流動(dòng)前沿溫度、回路冷卻溫度、翹曲變形量等參數(shù),可以提前檢驗(yàn)熔體的充填與流動(dòng)是否會(huì)導(dǎo)致卡槽塑料產(chǎn)品產(chǎn)生成型缺陷,有利于設(shè)計(jì)人員判斷澆注系統(tǒng)與冷卻系統(tǒng)結(jié)構(gòu)設(shè)計(jì)的正確性,進(jìn)而保證注塑成型的質(zhì)量。
針對卡槽塑料產(chǎn)品的結(jié)構(gòu)特點(diǎn),應(yīng)用Unighraphics軟件設(shè)計(jì)了注塑模具,對于難以加工的較深骨位的部分設(shè)計(jì)了鑲件,采用直徑不同的推桿四周布置,保證頂出力平衡,防止卡槽塑料產(chǎn)品損壞。
猜你喜歡
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2018年18期)2018-11-14 01:48:24
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
中國中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
